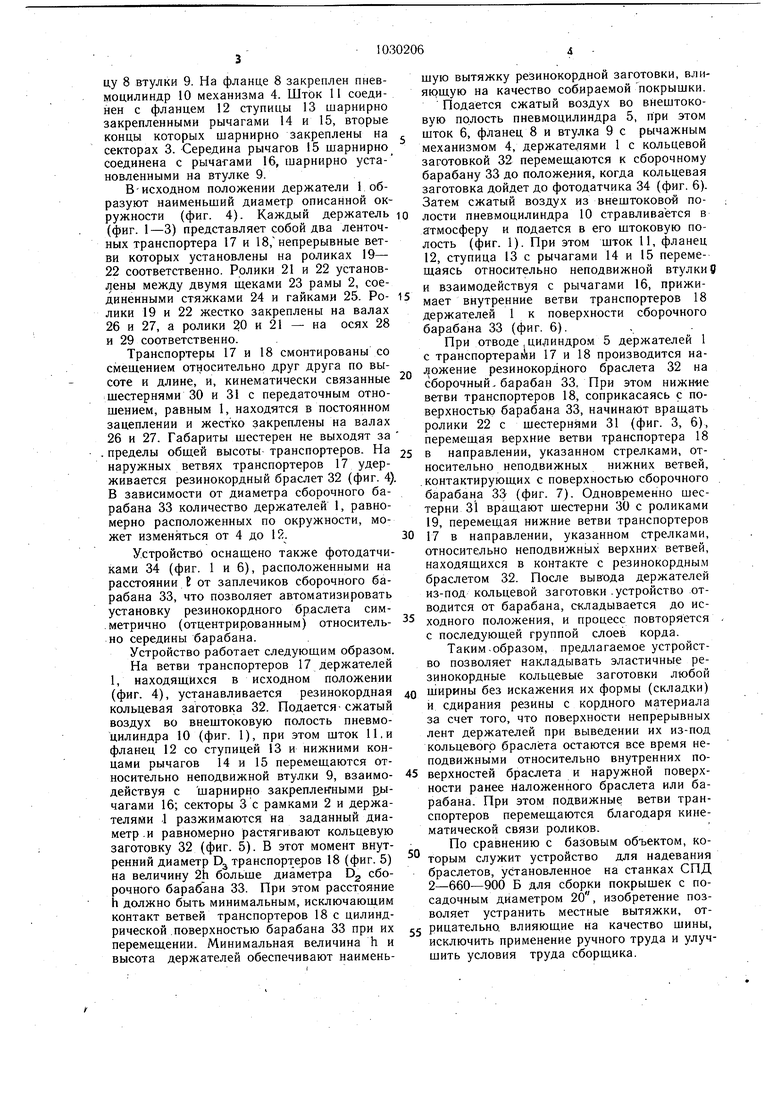
Изобретение относится к шинной промьпиленности и предназначено для наложения кольцевых заготовок Ка барабан сборочного станьм покрышек диагональной и радиальной конструкции или брекерно-протекторных и протекторных кольцевых заготовок на сформованный каркас покрышек, Известно устройство, в котором кольцевая заготовка заданного размера удерживается снаружи диафрагмой. Диафрагма устанавливается внутрь кольцевого корпуса и закрепляется в нем. В диафрагму подводится сжатый воздух. Корпус с диафрагмой перемещается приводом для приема кольцевой заготовки и передачи ее в зону наложения 1. Недостатком устройства является то, что тонкие изделия в диафрагме удержать невозможно из-за их деформации. Кроме того, применение устройства ограничено, поскольку оно может подавать заготовку при условии, что покрышка должна быть не полностью поддута а это можно делать один раз. Наиболее близким по технической суш,ности и достигаемому результату к предлагаемому является устройство для наложения кольцевых заготовок покрышек пневматических шин, содержащее раму со смонтированными на ней равномерно по окружности держателями для фиксации кольцевых заготовок по их внутреннему диаметру, механизм для радиального сведения и разведения держателей и привод для аксиального перемещения держателей. В этом устройстве на каждом держателе смонтированы два ряда роликов. Верхний ряд роликов служит для снижения трения между держателями и заготовкой протектора в процессе выведения держателей из-под накладываемой заготовки, а нижний для снижения трения между держателем и каркасом покрышки (поверхностью, на которую накладывается кольцевая заготовка). Держатель может быть составным и выполненым таким образом, что его концевая часть в сечении меньше, чем основной держатель с роликами, убирается внутрь держателя перед выведением его из-под заготовки. Кроме того, чтобы сохранить положение накладываемой кольцевой заготовки относительно каркаса покрышки, устройство снабжено упором, который поддерживает с торца кольцевую заготовку во время выведения из-под заготовки 2. Недостатком известного устройства является невозможность использования его для наложения невулканизированнь1х резинокордных заготовок, например, слоев корда каркаса и брекера и гермослоя покрышек. Использование этого устройства приведет к неравномерной деформации накладываемых слоев их держателями, а особенно роликами держателей. Наличие упора в этом случае неизбежно приведет к сминанию кромок кор« да и невулканизированной резины. Этот же дефект будет и при наложении невулкани- зованного протектора с незначительной его толщиной, например, протекторов шин легковых автомобилей. Все это приведет к браку покрышки. Недостатком также является необходимость резкого увеличения размеров держателей в сечении при -наложении деталей грузовых и крупногабаритных покрышек, поскольку в этом случае длина держателя значительно возрастает по сравнению с держателями для надевания кольцевых заготовок лодвулканизованных протекторов покрышек к легковым автомобилям. Повышение сечения держателей приводит к увеличению вытяжек и их неоднородности по периметру накладываемой детали, особенно по углам многоугольника, образуемого местами соприкосновения держателей с заготовкой. Кроме того, устройство не решает проблему центрирования детали на барабане, , так как при выводе держателей из-под заготовки за счет трения может быть деформация накладываемой детали и ее смещение (полностью детали или ее части за счет повыщенного трения на отдельных участках) относительно барабана и относительно ранее наложенной детали. Целью изобретения является расширение эксплуатационных возможностей устройства. Эта. цель достигается тем, что в устройстве для наложения кольцевых заготовок покрь1шек пневматических шин, содержащем раму со смонтированными на ней равномерно по окружности держателями для фиксации кольцевых заготовок по их внутреннему диаметру, механизм для радиального сведения и разведения держателей и привод для аксиального перемещения держателей, каждый из держателей выполнен в виде двух непрерывных транспортеров, установленных со смещением по высоте друг относительно друга, ведущие ролики которых кинематически связаны между собой. На фиг. 1 изображено устройство для наложения резинокордных заготовок, общий вид; на фиг. 2 - держатель устройства, вид сбоку; на фиг. 3 - вид А на фиг. 2; на фиг. 4-7 - положения держателей устройства для наложения резинокордных заготовок в процессе работы. Устройство для наложения резинйкордных кольцевых заготовок при сборке покрышек содержит держатели 1 для фиксации кольцевых заготовок по их внутреннему диаметру, равномерно расположенные по окружности рамы 2, подвижные элементы которой жестко закреплены на секторах 3 рычажного механизма 4 для радиального сведения и разведения держателей 1. Привод для аксиального перемещения держателей 1 состоит из пневмоцилиндра 5, шток б которого закреплен гайкой 7 к фланцу 8 втулки 9. На фланце 8 закреплен пневмоцилнндр 10 механизма 4. Шток 11 соединен с фланцем 12 ступицы 13 шарнирно закрепленными рычагами 14 и 15, вторые концы которых шарнирно закреплены на секторах 3. Середина рычагов 15 шарнирно соединена с рычагами 16, шарнирно установленными на втулке 9. В-исходном положении держатели 1 образуют наименьший диаметр описанной окружности (фиг. 4). Каждый держатель (фиг. 1-3) представляет собой два ленточных транспортера 17 и 18/непрерывные ветви которых установлены на роликах 19- 22 соответственно. Ролики 21 и 22 установлены между двумя щеками 23 рамы 2, соединенными стяжками 24 и гайками 25. Ролики 19 и 22 жестко закреплены на валах 26 и 27, а ролики 20 и 21 - на осях 28 и 29 соответственно. Транспортеры 17 и 18 смонтированы со смеш,ением относительно друг друга по высоте и длине, и, кинематически связанные шестернями 30 и 31 с передаточным отношением, равным 1, находятся в постоянном зацеплении и жестко закреплены на валах 26 и 27. Габариты шестерен не выходят за . пределы обшей высоты транспортеров. На наружных ветвях транспортеров 17 удерживается резинокордный браслет 32 (фиг. 4) В зависимости от диаметра сборочного барабана 33 количество держателей 1, равномерно расположенных по окружности, может изменяться от 4 до 12. Устройство оснащено также фотодатчиками 34 (фиг. 1 и 6), расположенными на расстоянии Е от заплечиков сборочного барабана 33, что позволяет автоматизировать установку резинокордного браслета сим.метрично (отцентрированным) относительно середины барабана. Устройство работает следующим образом. На ветви транспортеров 17 держателей 1, находящихся в исходном положении (фиг. 4), устанавливается резинокордная кольцевая заготовка 32. Подается- сжатый воздух во внештоковую полость пневмоцилиндра 10 (фиг. 1), при этом шток 11. и фланец 12 со ступицей 13 и нижними концами рычагов 14 и 15 перемешаются относительно неподвижной втулки 9, взаимодействуя с шарнирно закрепленными ць1чагами 16; секторы 3с рамками 2 и держателями 1 разжимаются на заданный диаметр.и равномерно растягивают кольцевую заготовку 32 (фиг. 5). В этот момент внутренний диаметр D.J транспортеров 18 (фиг. 5) на величину 2h больше диаметра D сборочного барабана 33. При этом расстояние h должно быть минимальным, исключающим контакт ветвей транспортеров 18 с цилиндрической .поверхностью барабана 33 при их перемещении. Минимальная величина h и высота держателей обеспечивают наименьшую вытяжку реЗинокордной заготовки, влияюшую на качество собираемой покрышки. Подается сжатый воздух во внештоковую полость пневмоцилиндра 5, при этом шток 6, фланец 8 и втулка 9 с рычажным механизмом 4, держателями 1 с кольцевой заготовкой 32 перемещаются к сборочному барабану 33 до положелия, когда кольцевая заготовка дойдет до фотодатчика 34 (фиг. 6). Затем сжатый воздух из внештоковой полости пневмоцилиндра 10 стравливается в атмосферу и подается в его штоковую полость (фиг. 1). При этом шток 11, фланец 12, ступица 13 с рычагами 14 и 15 перемещаясь относительно неподвижной втулки О и взаимодействуя с рычагами 16, прижимает внутренние ветви транспортеров 18 держателей 1 к поверхности сборочного барабана 33 (фиг. 6). При отводе , цилиндром 5 держателей 1 с транспортера |)1И 17 и 18 производится на {ожение резинокордного браслета 32 на сборочный, барабан 33, При этом нижн-ие ветви транспортеров 18, соприкасаясь с поверхностью барабана 33, начинают вращать ролики 22 с шестернями 31 (фиг. 3, 6), перемешая верхние ветви транспортера 18 в направлении, указанном стрелками, относительно неподвижных нижних ветвей, контактирующих с поверхностью сборочного барабана 3S (фиг. 7). Одновременно шестерни 31 вращают шестерни 30 с роликами 19, перемещая нижние ветви транспортеров 17 в направлении, указанном стрелками, относительно неподвижных верхних ветвей, находящихся в контакте с резинокордны.м браслетом 32. После вывода держателей из-под кольцевой заготовки .устройство отводится от барабана, складывается до исходного положения, и процесс повторяется . с последующей группой слоев корда. Таким-образом, предлагаемое устройство позволяет накладывать эластичные резинокордные кольцевые заготовки любой ширины без искажения их формы (складки) и сдирания резины с кордного материала за счет того, что поверхности непрерывных лент держателей при выведении их из-под кольцевого брасл1ета остаются все время неподвижными относительно внутренних поверхностей браслета и наружной поверхности ранее Наложенного браслета или барабана. При этом подвижные ветви транспортеров перемещаются благодаря кинематической связи роликов. По сравнению с базовым объектом, которым служит устройство для надевания браслетов, установленное на станках СПД 2-660-900 Б для сборки покрышек с посадочным диаметром 20, изобретение позволяет устранить местные вытяжки, отрицательно, влияющие на качество шины, исключить применение ручного труда и улучшить условия труда сборщика.
/7 15,1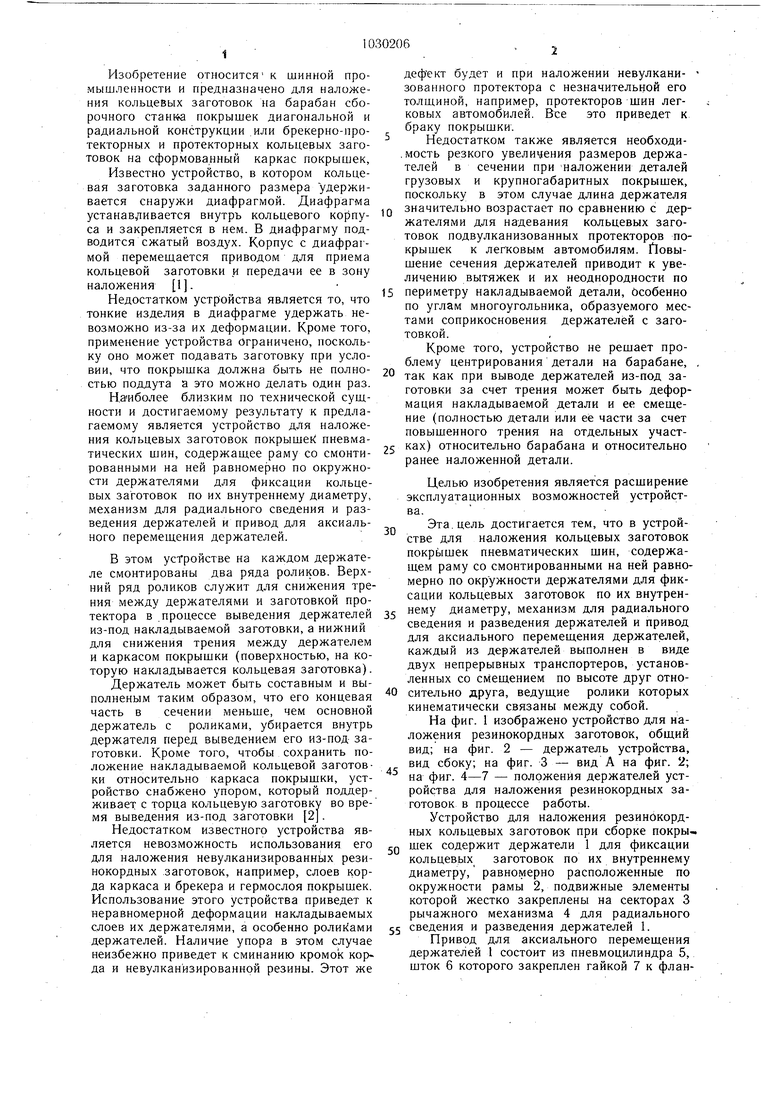
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки покрышек пневматических шин | 1991 |
|
SU1821395A1 |
| Устройство для подачи и наложения полосового материала на сборочный барабан | 1990 |
|
SU1752574A1 |
| Станок для сборки покрышек пневматических шин из уширенных слоев корда | 1968 |
|
SU292417A1 |
| Устройство для опрессовки каркаса покрышки | 1980 |
|
SU899364A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2085389C1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Способ сборки покрышек пневматических шин | 1987 |
|
SU1497038A1 |
| Способ сборки радиальных покрышек пневматических шин | 1977 |
|
SU734004A1 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |

УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН, содержащее раму со смонтированными на ней равномерно по окружности держателями для фиксации кольцевых заготовок по их внутреннему диаметру, механизм для радиального сведения и разведения держателей и привод для аксиального перемещения держателей, отличающееся тем, что, с целью расширения эксплуатационных возможностей устройства, каждый из держателей выполнен в виде двух непрерывных транспортеров, установленных со смещением по высоте друг относительно друга, ведущие ролики которых кинематически связаны между собой. сл оо о го о 05
Фиг,.5
17
V
I
«
./
Ф;12.7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Великобритании № 1149723 кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЛЕГЧЕНИЯ БЕСПРОВОДНЫХ ЭЛЕКТРОННЫХ КОММЕРЧЕСКИХ ОПЕРАЦИЙ | 2001 |
|
RU2271037C2 |
| Солесос | 1922 |
|
SU29A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
