(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СЫПУЧИМИ МАТЕРИАЛАМИ
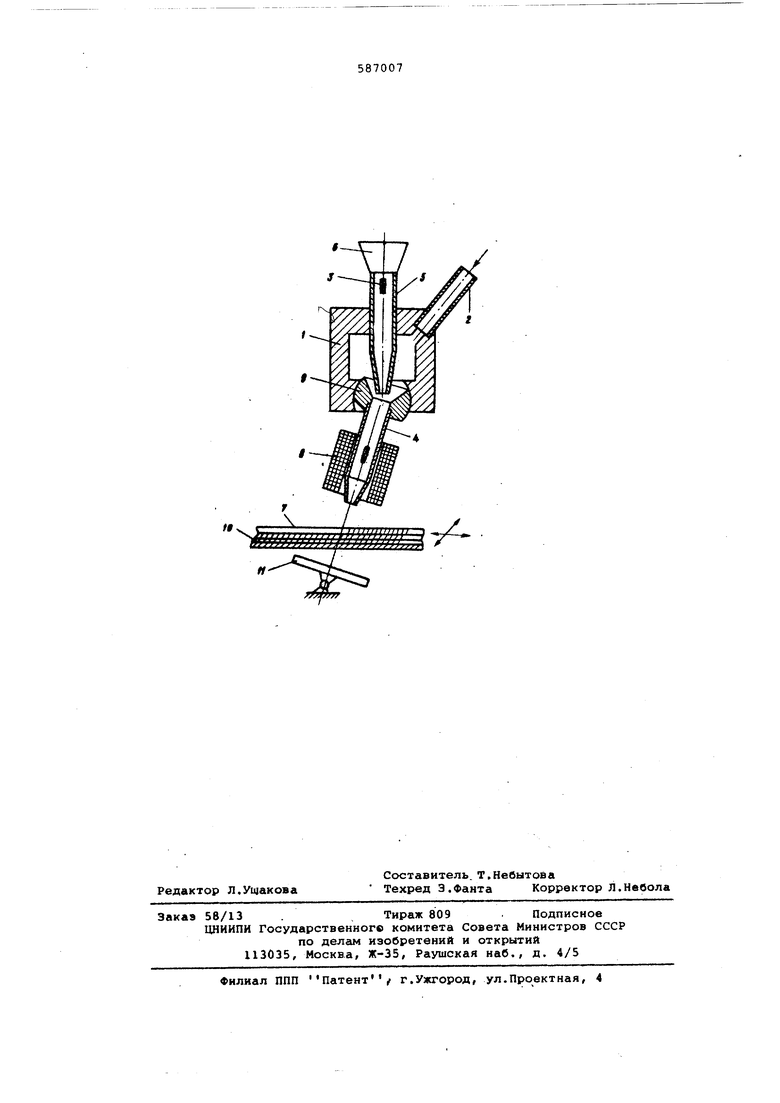
ИЗДЕЛИЙ ных силовых линий вплоть до внедрения в изделие. Наличие шарнирного крепления посто янного магнита и направляющей, трубы позволяет внедрять наполнитель в изделие под разными углами. На чертеже представлена схема устройства для обработки сыпучими материалами изделий. В корпусе 1 устройства размещены штуцер 2 для подвода сжатого воздуха, служащего для разгона наполнителя 3 до требуемой скорости, направпяк-лая труба 4 с выходным соплом, а также подводящая труба 5 с эжектирующим соплом. Подводящая труба с эжектирующим соплом соединена с бункером 6, предназначенным для равномерной подачи наполнителя, представляющего собой, например, отрезки пропитанной в связующем с добавкой ферритного порошка и отвержденной стеклонити длиной, равной по толщине 2-3 элементарных слоев, на изделия 7 На направляющей трубе в зоне располо жения выходного сопла неподвижно смон тирована катушка электромагнита 8, находящаяся в цепи постоянного тока.. Направляххдая труба с установленной на ней катушкой электромагнита при помсмци сферического шарнира 9 может быть размещена под любш4 углом к поверхности изделия. Изделие, расположенное на оправке 10,изготовленной из яемагнятного мате риала, например алюминиевого сплава, может перемещаться с Оправкой в нап равлениях, указанных на чертеже стрел ками, что обеспечивает равномерное распределение наполнителя в структуре изделия. Изделие установлено в зазоре между катушкой электромагнита и постоянным магнитом 11, смонтированной шарнирно по оси направляющей трубы напротив выходного сопла и образующим с катушкой электромагнита единую магнитную систему. Такое взаимное расположение катушки электромагнита, изделия и постоянного магнита обеспечивает распределение наполнителя по выходе его из направляющей трубы по направлению магнитных силовых линий вплоть до внедрения наполнителя в структуру изделия. Устройство работает следующим образом. Через штуцер 2 в направлении, указанном стрелкой, подается сжатый воздух. Из бункера 6 в подающую трубу 5 с эжектирующим соплом поступает напо нитель 3. Под действием эжекции и собственного веса наполнитель 3 попадает в направляющую трубу 4, установленную при помощи шарнира 9, под требуемым углом к изделию 7. В направляющей трубе под действием струи ежатого воздуха увеличивается скорость движения наполнителя, при этом он приобретает энергию, достаточную для внедрения в структуру изделия 7. При дальнейшем движении наполнитель 3 попадает в зону действия постоянного магнитного поля, создаваемого катушкой электромагнита 8, ив результате взаимодействия ферромагнитного покрытия с постоянным- Магнитным полем ориентируется вдоль оси направляющей трубы 4. Постоянный магнит 11, установленный шарнирно, располагается под требуемшл углом к поверхности изделия 7, как это показано на чертеже. Поэтому в зазоре между катушкой электромагнита 8 и постоянным магнитом 11 создается однорюдное постоянное магнитное Поле, направление силовых линий которого совпадает с направлением оси направляющей трубы 4. Поэтому наполнитель 3, выходя из направляющей трубы 4, сохраняет это направление движения вплоть -до внедрения в структуру изделия 7. Изделие 7, расположенное на оправке 10, перемещается в направлениях, указанных стрелками, и обеспечивает таким образом требуемую плотность распределения наполнителя в структуре изделия 7. Применение предлагаемого устройства позволит получать армированные сте.клопластиковые изделия с ориентИ рованньв наполнителем, внедряющимся под разным углом к изделию, что даст возможность получать изделия с различными свойствами . Формула изобретения 1.Устройство для обработки сыпучими материалами изделий, содержащее бункер для сыпучего материала и направляющую трубу с установленной на ней катушкой электромагнита, подключенной к цепи постоянного тока,о т ли,чающееся тем, что, с целью получения армированных стеклопластиковых изделий с ориентированньш наполнителем, оно снабжено постоянным магнитом, установленным по оси направляющей трубы напротив выходного сопла. 2.Устройство по п.1, о т л и ч аю щ е е с я тем, что, с целью получения изделий с различными свойствами путем обеспечения внедрения наполнителя под разными углами, постоянный магнит и направляющая труба установлены шарнирно. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР I 221534,кл.В 24 С 5/04, 1968. 2.Авторское свидетельство СССР 400455, кл. В 24 С 5/08, 1971,
Л
W С у /liiriniMj.., -j ,У
iggg$ :i ij:i-/i;iv;i;i i;ii ii; T
ff
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления армированных изделий | 1978 |
|
SU770826A1 |
| Устройство для изготовления армированных стеклопластиковых изделий | 1983 |
|
SU1113263A1 |
| Устройство для армирования изделий коротковолокнистым наполнителем | 1986 |
|
SU1321592A1 |
| Устройство для трансверсального армирования | 1980 |
|
SU910434A1 |
| Устройство для изготовления изделий из композиционных материалов с коротковолокнистым наполнителем | 1983 |
|
SU1156915A1 |
| Устройство для формования стеклопластиковых оболочек | 1978 |
|
SU703353A1 |
| Устройство для трансверсального армирования композиционных материалов | 1985 |
|
SU1331659A1 |
| Устройство для изготовления армированныхСТЕКлОплАСТиКОВыХ издЕлий | 1979 |
|
SU793790A1 |
| Устройство для формования оболочек с коротковолокнистым наполнителем | 1981 |
|
SU1031745A1 |
| Устройство для формования изделий с коротковолокнистым наполнителем | 1980 |
|
SU870167A1 |