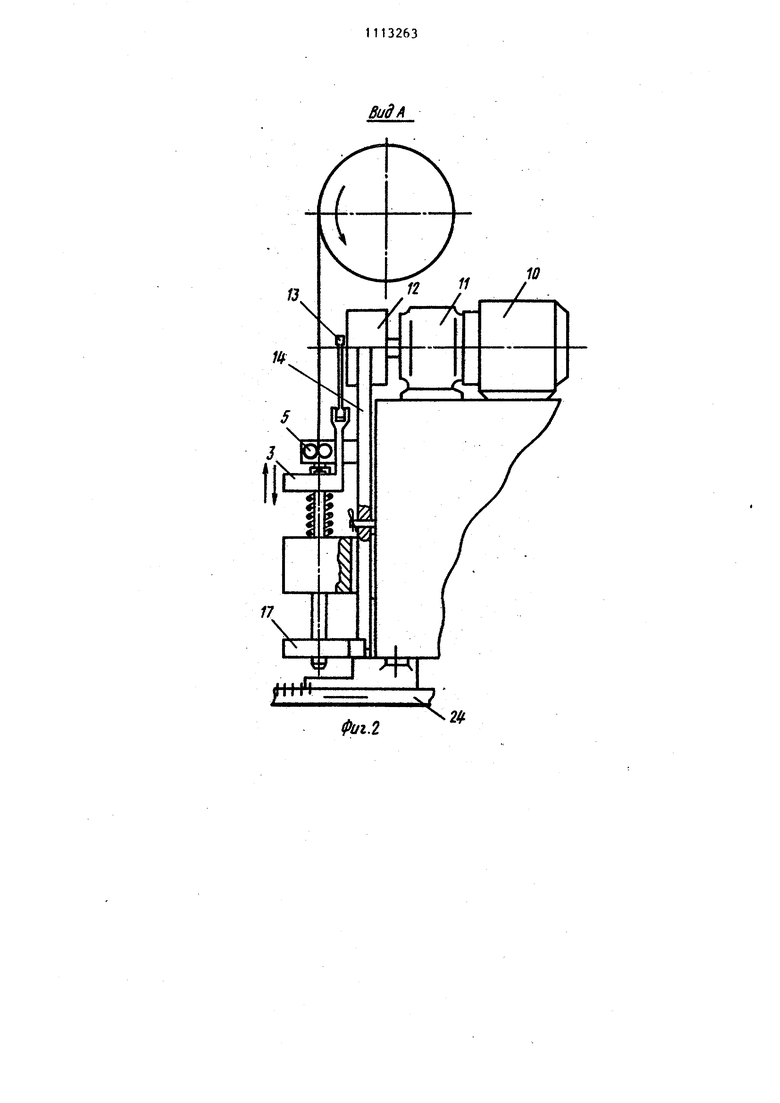
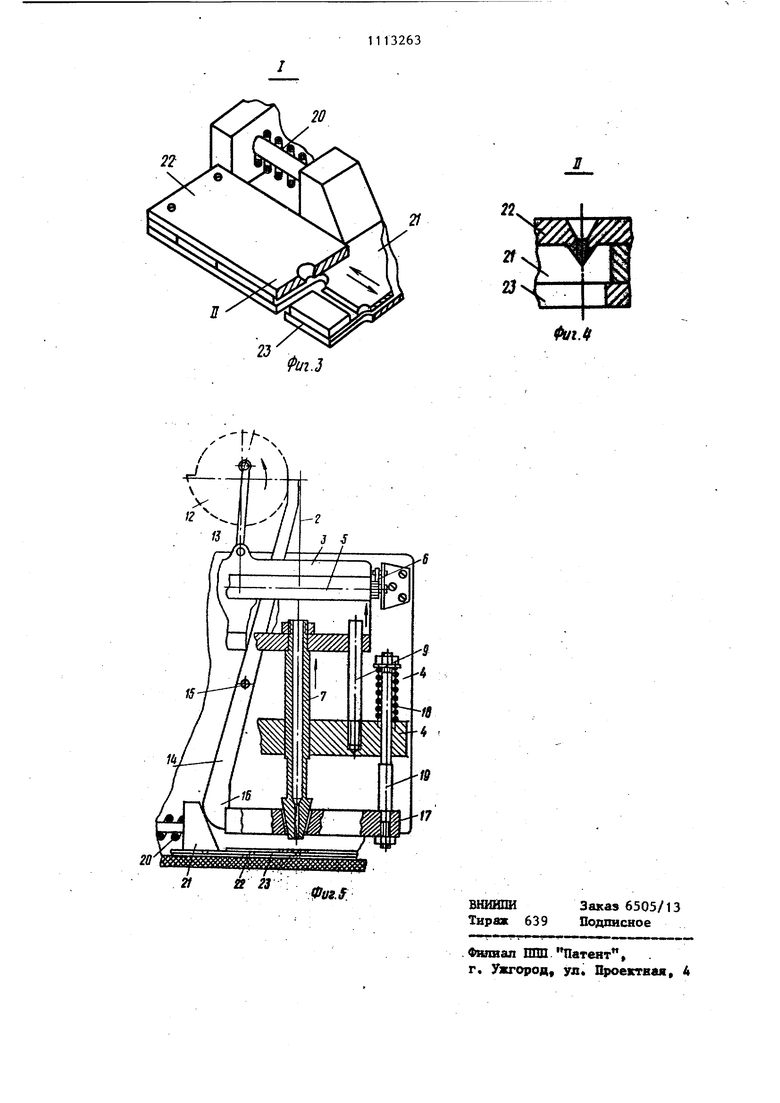
11 Изобретение относится к машиностроению, а именно к устройствам для армирования коротковолокнистым на.ролнителем стеклопластиковых изделий Известно устройство, позволяющее повысить сдвиговые и трансверсальные механические характеристики изделий .путем введения в структуру материала нормально к образующей поверхности коротковолокнистой арматуры, содержа щее оправку, дозатор и прижимной валок, смонтированный через немагнит ный подшипник на неподвижном сердечнике постоянного магнита, на цапфах которого размещены встречно включенные магнитные катушки. Поступающая из дозатора коротковолокнистая арматура ориентируется магнитным полем и внедряется в материал оболочки прижимным валком, имеющим на цш1инд рической части взаимно перпендикуляр ную насечку fj . Применение прижимного валка не обеспечивает качественного радиального армирования изделий, так как прижимной валок получает вращательное движение от формуемой оболочки и его цилиндрическая часть с насечкой заполняется связующим, что влечет за собой значительное отклонение положения арматуры от радиального в процессе вращения. Кроме того, при внедрении арматуры валиком почти вся длина арматуры находится над поверхностью оболочки, и поэтому возникают значительные опрокидывающие моменты, которые приводят к деформации армату ры или к тому, что больший процент ее ложится в плоскости наматываемого слоя. Это снижает общую прочность из делий и не обеспечивает требуемых сдвиговых и трансвёрсальных характеристик.. Наиболее близким к предлагаемому по технической сущности является уст ройство для изготовления армированны стеклопластиковых изделий, включающе смонтированные на основании транспор тирующие арматуру ролики с храповым механизмом периодического вращения, фиксатор арматуры кондукторного типа, трубчатые направляющие и перемещающийся посредством привода толкатель, контактируюп ий с подпружиненным ножом 2j, Волокнистая арматура, сматываясь со шпуль и проходя между роликами, внедряется в материал. После внедре63ния арматуры в материал подпружиненный нож обрезает арматуру. Однако данное устройство, хотя и позволяет повысить качество внедрения коротковолокнистой арматуры в армируемый материал, но использование его не обеспечивает удовлетворительного качества армирования. Применение привода от катушек электромагнита ограничивает возможность применения устройства при армировании изделий с основной волокнистой арматурой в виде стекложгута или стеклошпона, где требуется значительное усилие для внедрения поперечной арматуры в материал. Установка нескольких шпуль с арматурой последовательно в одном устройстве для армирования материала по всей длине приводит к увеличению мощности электромагнита, к существенному увеличению габаритно-массовых характеристик устройства. Кроме того, использование данного устройства для армирования изделий, изготавливаемых непрерывной намоткой материала, приводит к снижению качества поперечного армирования. Относительно большой промежуток времени от момента начала внедрения арматуры в материал до момента обрезки арматуры, что обусловлено инерционностью электромагнитного устройства привода и работой всей системы в целом, приводит к тому, что арматура внедряется в материал не в радиальном направлении, а под некоторым углом. . Этот дефект усугубляется и тем, что нож, обрезающий арматуру, своей нижней гранью создает дополнительный изгибающий момент, что приводит к значительному изменению геометрического положения внедряемой арматуры, вплоть до смятия последней. Поэтому нужно делать значительный зазор между нижней поверхностью ножа и поверхностью армируемого материала, что приводит к значительному увеличению рабочей длины арматуры и умень шению ее продольной устойчиуости при внедрении в материал. Цель изобретения - повышение качества за счет обеспечения перпендикулярного положения арматуры в изделии. Указанная цель достигается тем, чтп устройство для изготовления армированных стеклопластиковых изделий, включающее смонтированные на основании транспортирующие арматуру ролики с храповым механизмом периодического вращения, фиксатор арматуры кондукторного типа, трубча тые направляющие и перемещающийся посредством привода толкатель, контактирующий с подпружиненным ножом, снабжено закрепленной на основании посредством подпружиненных колонок упорной плитой с коническими отверстиями, соосными с трубчатыми направляющими, выполненными с цангами на концах и установленными с возможностью возвратно-поступательного перемещения относительно упорной плиты посредством соединенного с приводным профильным кулачком шатуна НА каретке, причем толкатель выполнен в виде двуплечего рычага, одно плечо которого контактирует с профильным кулачком, а другое имеет выступ для удержания упорной плиты. Кроме того, устройство снабжено нижним фиксатором арматуры кондукторного типа, установленным под ножом, выполненным с призматическим пазом треугольного сечения, контактирующим с сопрягаег 1м с этим пазом выступом на верхнем фиксаторе арматуры. На фиг. 1 показано устройство, фронтальньй вид на фиг. 2 - вид А на фиг. 1J на фиг. 3 - узел I на фиг. 1 (подпружиненный нож устройства), на фиг. 4 - узел II на фиг. 3 (в увеличенном виде)J на фиг. 5 - показано устройство при дв жении каретки вверх-. Устройство состоит из барабана с волокнистой арматурой 2, каретки 3, перед которой укреплены неподвиж но на основании 4 фиксирующие валики 5, один из которых связан с храповым механизмом 6. Трубчатые направляющие 7 выполнены на конце с ц гой 8 для захвата арматуры 2 и за. креплены на каретке 3, перемещающей ся относительно направляющих колонок .9 посредством электродвигателя 10, передачи 11 и кривошипно-шатунного механизма,включающего профильн кулачок 12 с эксцентрично закрепленн на нем шатуном 13.С кулачком 12 конта тирует двуплечий рычаг 14, поворачинающийся относительно шарнира 15 634 умеющий выступ 16, взаимодействующий упорной плитой ,17, соединенной с основанием 4 посредством подпружиненных пружинами 18 штоков 19. Рычаг 14 контактирует с подпружиненным пружиной 20 ножом 21, расположенным между . верхним 22 и нижним фиксаторами 23 арматуры 2 кондукторного типа. Устройство работает следующим образом. От электродвигателя 10 через передачу 11 движение передается на кулачок 12 кривошипно-щатунного механизма (фиг. 1 и 2). Кривощипно-шатунный механизм, состоящий из кулачка 12 с эксцентрично закрепленным щатуном 13 преобразует вращательное движение электродвигателя 10 в возвратно-поступательное движение движущихся частей устройства: каретки 3 и трубчатых направляющих 7 с цангами 8. Одновременно, благодаря профилю кулачка 12, осуществляется перемещение рычага 14, которьй управляет работой цанг 8 посредством изменения положения упорной плиты 17 и работой ножа 21. Под действием щатуна 13 каретка 3 с закрепленными на ней трубчатыми направляющими 7 с цангами 8 движется поступательно вверх по направляющим колонкам 9, которые неподвижно закреплены на основании 4. При движении каретки 3 вверх (см. фиг. 5) рычаг 14, который контактирует с кулачком 12, своим выступом 16 в нижней части удерживает упорную плиту 17 неподвижно в крайнем нижнем положении. Благодаря этому цанги В выходят из конусных гнезд упорной плиты 17, разжимаются и освобождают волокнистую арматуру .2 и движутся вверх относительно нее. При этом-арматура 2 удерживается в неподвижном положении фиксирующими валиками 5, один из которых связан с храповым механизмом 6. Движение каретки 3 с цангами 8 вверх продолжается до прихода ее в верхнюю мертвую точку кулачка 12. В верхнем положении рычаг 14 под действием кулачка 12 выходит из зацепления с упорной плитой 17, которая под действием пружин 18,которые смонтированы на штоке 19,поднимается вверх. При этом конус- ные гнезда в упорной плите 17 входят в зацепление с конической частью цанг 8, сжимая их в радиальном направлении. Происходит захват арматуры 2 цангами 8. Затем.начинается двжение каретки 3 с цангами 8 вниз. Вместе с кареткой 3 вниз движется подная плита 17, сжимая при этом пружины 18 и создавая Д9полнительно давление на арматуру 2. Зажатая цангами 8 арматуры 2, сматывается с барабана 1, проходит через фиксирующие валики 5 с храповым механизмом 6, кондукторные фиксаторы 22,
23и начинает внедряться в материал армируемой оболочки 24. При внедрении в материал оболочки 24 усилие зажима цангами 8 арматуры 2 возрастает, так как увеличивается сжатие пружин 18, которые воздействуют на упорную плиту 17 цанг 8. Одновременно с этим при движении каретки 3 вниз осуществляется введение ножа
21 следующим образом.
Рычаг 14 под действием кулачка 12 воздействует на скос ножа 21 и двигает его влево, сжимая при этом пружину 20. При дальнейшем движении вниз, благодаря постоянному контакту рычага 14 с профилем кулачка 12, нож 21 остается во взведенном состоянии. При попадании каретки 3 с упорной плитой 17 и цангами 8 в нижнкяо мертвую точку процесс внедрения арматуры 2 в материал оболочки
24заканчивается, так как верхний конец рычага 14 попадает во впадину
кулачка 12. При этом нож 21 под действием введенной пружины 20 мгновенно перемещается вправо, обрезая арматуру 2, а рычаг 14 в то же время своим выступом 16 в нижней части захватьшает упорную плиту 17 цанг 8 и удерживает его в крайнем нижнем положении. При обрезке арматуры 2 нож 21 движется между верхней 22 и нижней 23 кондук орными фиксаторами. После обрезки арматуры 2 выступающая ее часть из поверхности оболочки 24 проходит через прорези в нижнем фиксаторе 23.
Таким образом, на внедренную часть арматуры 2 дальнейшего воздействия части устройства не оказывают, что резко повьшает качество поперечного армирования. После обрезки арматуры 2 начинается движение ввер и цикл работы устройства повторяется.
При использовании данного устройства получают минимальные отклонения внедряемой арматуры от нормали к поверхности материала порядка 1-3°. При этом малая длина рабочего конца арматуры увеличивает ее жесткость, а клинообразная заточка .снижает усилие при внедрении и обеспечивает высокое качество поперечног армирования.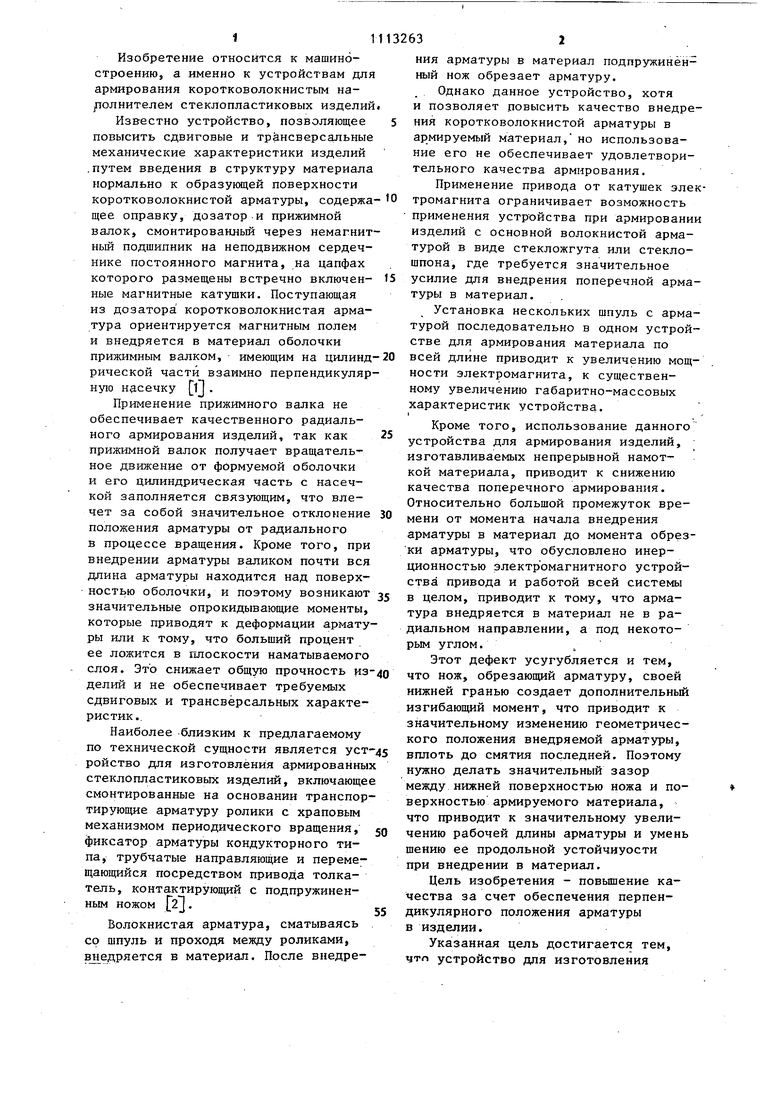
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления армированныхСТЕКлОплАСТиКОВыХ издЕлий | 1979 |
|
SU793790A1 |
| Устройство для изготовленияиздЕлий из КОМпОзициОННыХ МАТЕРиАлОВС КОРОТКОВОлОКНиСТыМ НАпОлНиТЕлЕМ | 1979 |
|
SU818890A1 |
| Устройство для трансверсального армирования | 1980 |
|
SU910434A1 |
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
| Установка для армирования керамических изделий | 1982 |
|
SU1057291A1 |
| Устройство для формования стеклопластиковых оболочек | 1980 |
|
SU861082A2 |
| Привод мехнизма подачи материала к штампу | 1972 |
|
SU450716A1 |
| Устройство для транстверсального армирования оболочек из композиционного материала | 1988 |
|
SU1749054A1 |
| Устройство для формования стеклопластиковых оболочек | 1983 |
|
SU1100113A2 |
| Устройство для армирования изоляторов | 1987 |
|
SU1560426A1 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ СТЕКПОПЛАСТИКОВЫХ ИЗДЕЛИЙ, включающее смонтированные на основании транспортирующие арматуру ролики с храповым механизмом периодического вращения, фиксатор арматуры кондукторного типа, трубчатые направляющие и перемещающийся посредством привода толкатель, контактирующий с подпружиненным ножом, отличающееся тем, что, с целью повышения качества за счет обеспечения перпендикулярного положения арматуры в изделии, устройство снабжено закрепленной на основании посредством подпружиненных колонок упорной плитой с коническими отверстиями, соосными с трубчатыми направляющими, выполненными с цангами на концах и установленными с возможностью возвратно-поступательного перемещения относительно упорной плиты посредством соединенного ,с приводным профильным кулачком шатуна на каретке, причем толкатель выполнен в виде двуплечего рычага, одно плечо которого контактирует с профиль§ ным кулачком, а другое имеет выступ для удержания упорной плиты, (Л 2. Устройство по п. 1i отличающееся тем, что оно снабжено нижним фиксатором арматуры кондукторного типа, установленным под ножом, выполненным с призматическим пазом треугольного сечения, контактирующим с сопрягаемым с этим пазом выступом на верхнем фиксаторе арматуры.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для формирования стеклопластиковых оболочек | 1976 |
|
SU596467A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления армированныхСТЕКлОплАСТиКОВыХ издЕлий | 1979 |
|
SU793790A1 |
| Солесос | 1922 |
|
SU29A1 |
