1
Изобретение касается обработки металлов давлением и относится к технологии изготовления гибких труб.
Известен способ изготовления гибких труб, по которому ленту профилируют, навивают в спираль и соединяют витки, получая гофрированную трубу 1.
Гибкость такой трубы повышена за ечет гофров. Но так как рукав целиком выиолнен из металлической ленты и имеет гофры, то ои имеет значительную металлоемкоеть.
Наиболее близким к данному решению из известных является способ изготовления металлотканевого рукава иутем отгибки краев металлической ленты иа угол 90°, заваль цовки края тканевой ленты в один из углов металлической, разворота тканевой ленты вокруг шва, навивки лент на оправку и соединения витков завальцовкой 2.
Недостатком извеетиого способа является то, что при соединении витков край ткаиевой ленты заправляется в отогнутый угол металлической сложенным вдвое, что позволяет предупредить повреждение тканевой ленты при завальцовке, однако, приводит к тому, что рукав получается е двумя видами швов-трехелойиыми и четырехелойиыми, что сказывается па стабильности показателей его качества.
2
Целью данного изобретения является повышение качества рукава за ечет однородности швов.
Для достижения этой цели отгибку краев металлической ленты осуществляют в два приема, сперва одного края, а при развороте тканевой ленты другого, разворот тканевой ленты производят на угол 360°, при навивке лент последующий виток располагают над предыдущим и после соединения их сдвигают друг относительно друга в оеевом нацравлении.
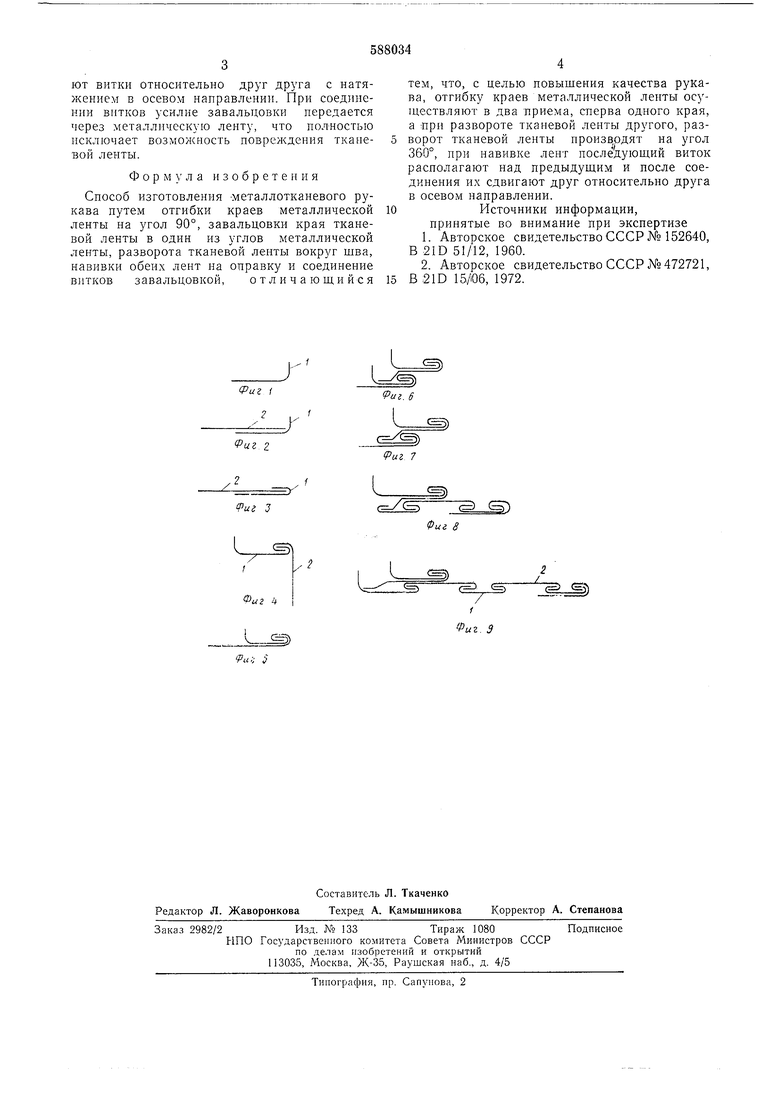
На фиг. 1-9 представлена схема последовательных операций изготовления металлотканевого рукава.
На разматываемой металличеекой ленте 1 отгибают один из краев иа угол 90°, подают до упора в этот угол тканевую ленту 2 и завальцовывают. Далее тканевую ленту поворачивают вокруг образованного иша, подгибают второй край металличеекой ленты, поджимают тканевую ленту к металлической сниз}. В таком взаимном положении лент осущеетвляют их навипку на оправку, при этом последующий виток располагают иад предыдущим таким образом, что свободный край тканевой ленты оказывается в углу второго отогнутого края металличеекой ленты. Затем еоединение завальцовывают и сдвигают витки относительно друг друга с натяжением в осевом направлении. При соединении витков усилие завальцовки передается через металлическую ленту, что полностью исключает возможность повреждения тканевой ленты.
Формула изобретен и я
Способ изготовления Металлотканевого рукава путем отгибки краев металлической ленты на угол 90°, завальцовки края тканевой ленты в один из углов металлической ленты, разворота тканевой ленты вокруг шва, навивки обеих лент на оправку и соединение витков завальцовкой, отличающийся
тем, что, с целью повышения качества рукава, отгибку краев металлической ленты осу1цествляют в два приема, сперва одного края, а при развороте тканевой ленты другого, разворот тканевой ленты производят на угол 360°, при навивке лент последующий виток располагают над предыдущим и после соединения их сдвигают друг относительно друга в осевом направлении.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 152640, В 2ID 51/12, 1960.
2.Авторское свидетельство СССР №472721, В 21D 15/06, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гибкого герметичного металлотканевого рукава | 1977 |
|
SU780935A1 |
| Устройство для изготовления гибкого герметичного рукава | 1980 |
|
SU904827A1 |
| Устройство для изготовления гибкого герметичного рукава | 1981 |
|
SU988402A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО МЕТАЛЛИЧЕСКОГО РУКАВА | 2001 |
|
RU2207926C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБОПРОВОДА | 2007 |
|
RU2344330C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО МЕТАЛЛИЧЕСКОГО РУКАВА | 1999 |
|
RU2189879C2 |
| РЕГУЛЯРНАЯ НАСАДКА ДЛЯ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 2003 |
|
RU2224591C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЧКИ И БОЧКА | 2017 |
|
RU2648619C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072267C1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
Г
(Puz I
L)
Риг Z 2
/
fus J
Фиг 7
Э gT)
.,
