t
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении узлов вентиляционных систем на предприятиях строительной индустрии и коммунального хозяйства, а также в машиностроении, производящем оборудование, в котором необходимо о,существлять направленное перемещение газов и воздуха, например, в сушильной части бума- го - икартоноделательных машин.
Известен способ изготовления гибкого металлотканевого рукава путем навивки на оправку двух лент с последующим соединением витков, при 15 этом металлическую ленту предварительно профилируют до швеллерной формы-, вводят кромку тканевой ленты до угла профилированной металлической ленты и ее завальцовывают, подгибают 20 вторую кромку металлической ленты на острый угол, разворачивают тканевую ленту на 180°, а соединение витков осуществляют заводкой второй кромки, сложенной вдвое, в предварительно 25 подогнутый на острый угол край металлической ленты и завальцовывают jLJ .
Недостатком описанного способа является его сложность, выражающа яся в необходимости развороту тканевой 30
ленты на 180, сложения ее второй кромки вдвое и заводки в подогнутый на острый угол второй край металлической ленты, а также в передаче усилия завальцовки через тканевую ленту, что может привести к ее поврея дению.
Цель изобретения - упрощение технологии изготовления рукава и повышение надежности шва.
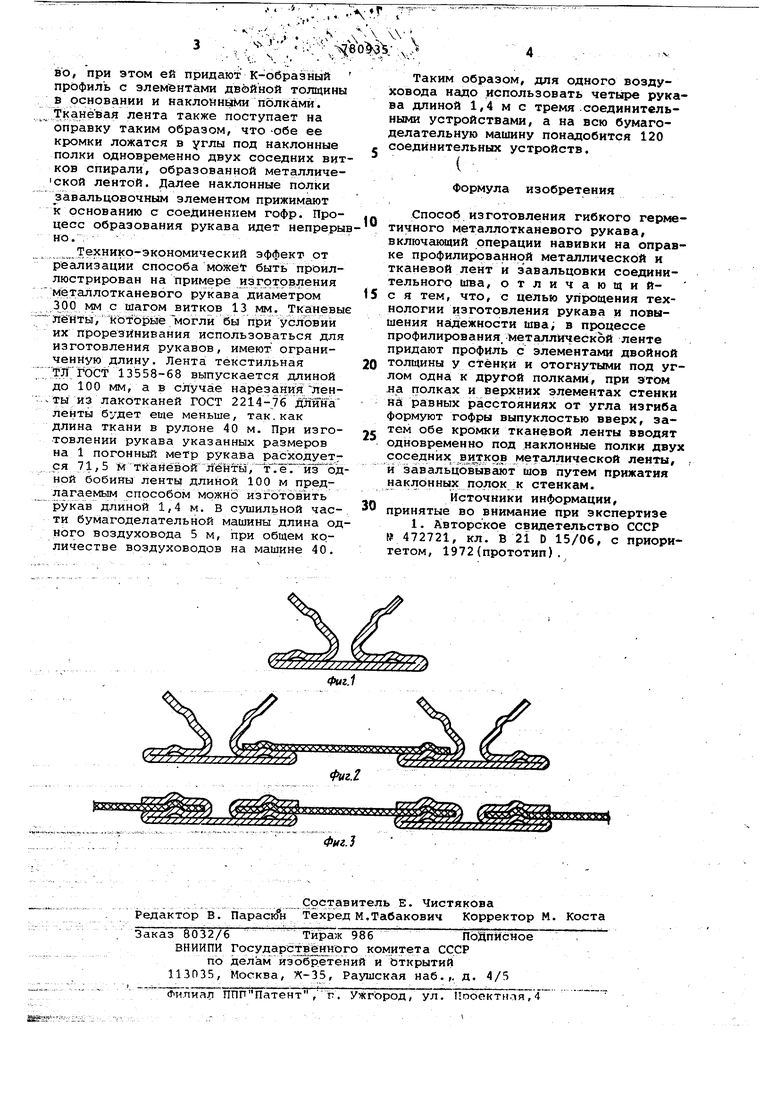
С этой целью в процессе профилирования метгшличёской ленте придают профиль с элементами двойной толщины у стенки и отогнутыми под углом одна к другой полками, при этом на полках и верхних элементах стенки на равных расстояниях от угла изгиба формируют гофры выпуклостью вверх, затем обе кромки тканевой ленты вводят одновременно под наклонные полки двух соседних витков металлической ленты, и завйльцовывАют шов прижатием наклонных полок к стенкам.
На чертежах представлена последовательность операции изготовления металлотканевого рукава.
Пример. Металлическую ленту предварительно профилируют, пропуская ее через профилирующее устройст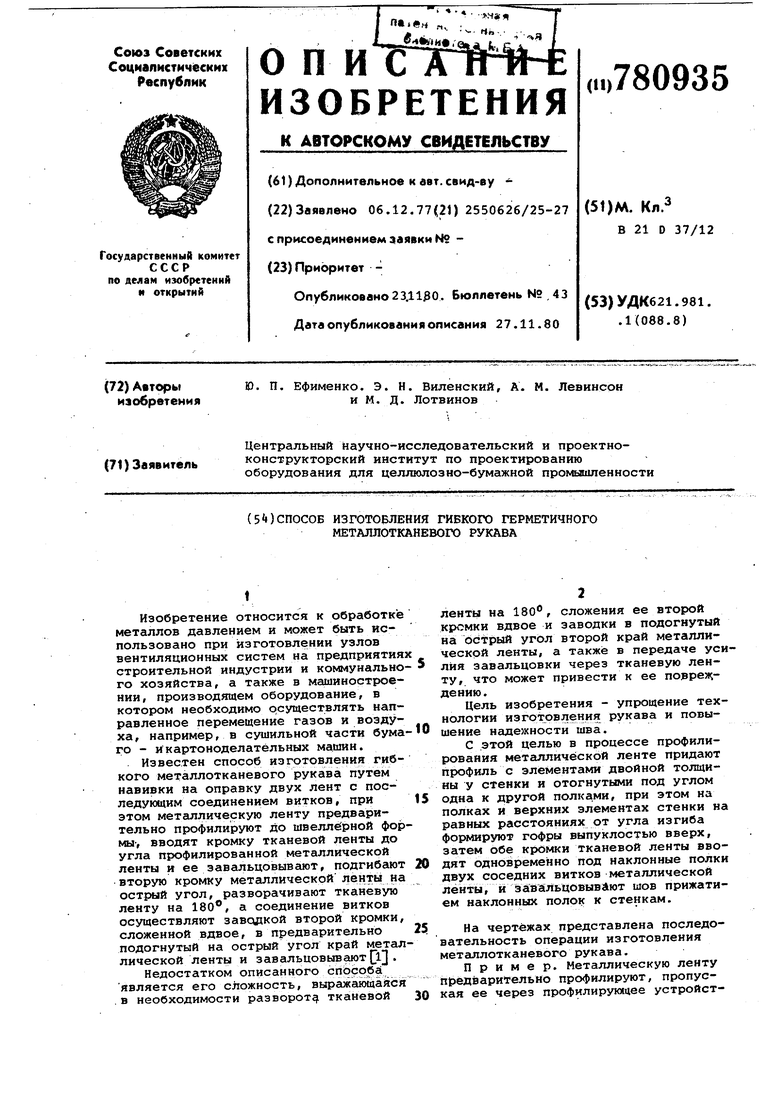
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства гибкого герметичного рукава | 1972 |
|
SU472721A1 |
| Устройство для изготовления гибкого герметичного рукава | 1981 |
|
SU988402A1 |
| Устройство для изготовления гибкого герметичного рукава | 1980 |
|
SU904827A1 |
| Способ изготовления металлотканевого рукава | 1976 |
|
SU588034A1 |
| Устройство для изготовления гибкогогЕРМЕТичНОгО РуКАВА | 1979 |
|
SU841696A1 |
| Способ изготовления металлических рукавов из ленты | 1987 |
|
SU1503922A1 |
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| Способ изготовления гнутых профилей | 1979 |
|
SU841706A1 |
| СПОСОБ И ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ШНЕКОВОГО ТРУБЧАТОГО ТРАНСПОРТЕРА | 2007 |
|
RU2433878C2 |
| Способ изготовления коробчатых профилей | 1980 |
|
SU910280A1 |
