2. Штамп для осуществления способа по п. 1, содержащий верхнюю а цлитЛу с пуансоном, нижнюю плиту с матрицей и выталкивателем, а также подвижную оправку, отличающийся тем, что он снабжен дополнительным пуансоном установленным на нижйей плите, матрица выполнена состоящей из тонкостенного кольца, секционного зажимного конуса и Наружной конической обоймы, а пуансоныв виде наружной и внутренней обойм, рабочий про4иль которых соответствует форме внутренней и торцовых поверхностей кольца, при оправка выполнена состоящей из четырех секторов, контактирукяцих между собой по накпонным плоскостям, а обоймы пуансоаов, сектора оправкн и зажимной конус матрицы с конической обоймой снабжены механизмами перемещения. 10 73 3. Штамп по п. 2, о т л и ч а ю щ И и с я тем, что механизмы переМе-т щения выполнены в виде размещенных на верхней и нижней плитах обойм с четырьмя клиновыми элементами, каждый наружный клиновой элемент .размещен с возможностью взаимодействия с двумя средними слнновыми элементами, и соответственно с конической обоймой и зажимным сом, а внутренней клиновой элемент каж дого механизма выполнен состоящим из двух частей, сопряженных между собой по вертикальным поверхносгяМд при. этом одна из частей каасдого внутреннего клннО вого элемента расположена с возможностью взаимодействия с обоймами соответствующего пуанЬона, а другая - с возмоя ностью взаимодейс-геия с торцовыми поверхностями соответствующих секторов оправки.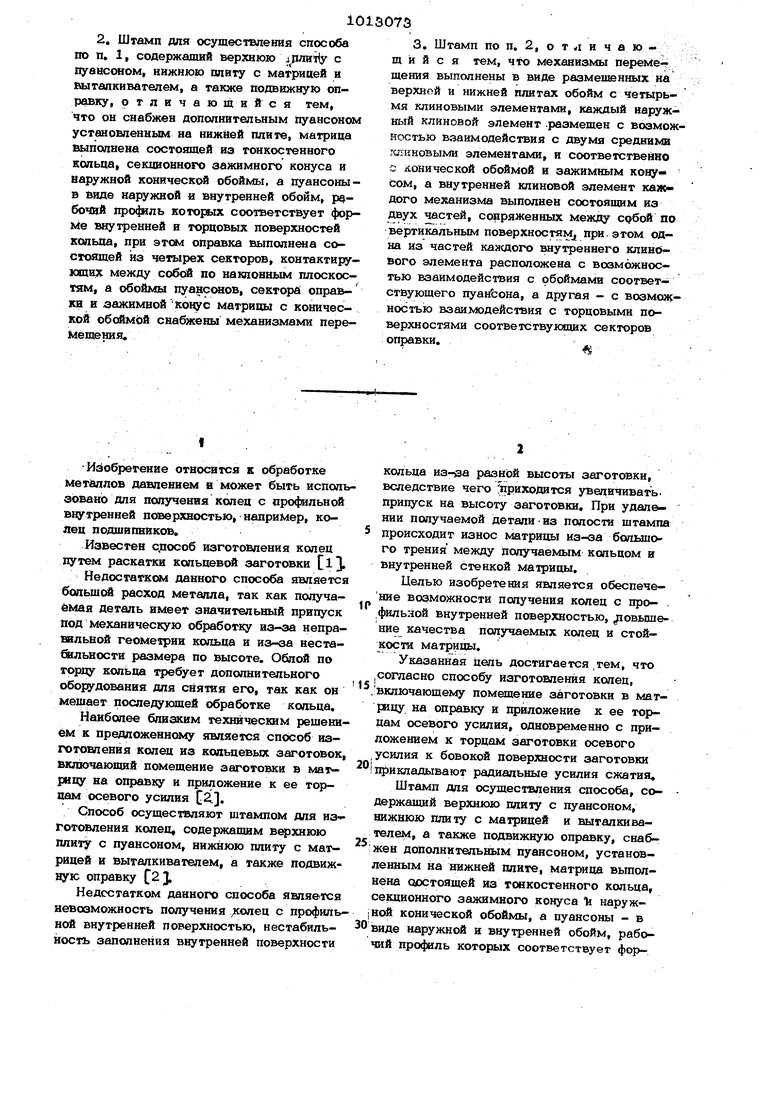
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрических деталей с профильными торцовыми поверхностями и штамп для его осуществления | 1981 |
|
SU997943A1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| Штамп для формовки полых заготовок | 1991 |
|
SU1780902A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок | 1990 |
|
SU1731400A1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| Штамп для радиальной калибровки изделий | 1988 |
|
SU1581457A1 |
| Штамп Клещева Н.А.для радиального выдавливания зубчатых деталей | 1986 |
|
SU1397143A1 |
| Штамп для штамповки выдавливанием | 1981 |
|
SU1006026A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
1. Способ изготовления колец из кольцевых заготовок, включающий помещение заг.отовки в матрицу на оправку н приложение к ее торцам осевого усжпня, отличаюш ийся тем, что, с целью обеспечения возможности получения колец с профильной внутренней поверхностью, повышения качес1еа получаемых колец и стойкости матрицы, одновременно с приложением к торцам заготовкн осевого усилия к боковой поверхности заготовкй прикладывают радиальные усилия сжатия.
Изобретение относится к обработке металлов давлением в может быть использовано Для получения колец с профильной внутренней поверхностью, например, колец подшипников.
Известен сдособ изготовления колец путем раскатки кольцевой заготовки l}
Недостатком данного способа является большей расход металла, так как получаемая Деталь имеет значительный припуск под механическую обработку из-за неправильной геометрии кольца и из-за нестабильности размера по высоте. Облой по торцу кольца требует дополнительного оборудования для снятая его, так как он мешает последующей обработке кольца.
Наиболее близким техническим решением к предложеннс у является способ изготовления колец из кольцевых заготовок, включающий помещение заготовки в матрицу на оправку и приложение к ее торцам осевого усилия f2L.
Способ осуществляют штампом для из- Готовления колец содержащим верхнюю плиту с пуансоном, нижнюю плиту с матрицей и выталкивателем, а также подвижную оправку t2 ,
Недостатком данного способа является невозможность получения .колец с профильной внутренней поверхностью, нестабильность заполнения внутренней поверхности
кольца из-за разной высоты заготовки, вследствие чего приходится увеличивать, припуск на высоту заготовки. При удалении получаемой детали из полости штампа происходит износ матрицы из-оа большого трения между получаемым кольцом и внутренней стенкой матрицы.
Целью изобретения является обеспечение возможности получения колец с про- . фильной внутренней поверхностью, lOBbmieние качества получаемых колец и стойкости матрицы.
Указанная Цель достигается тем, что .согласно способу изготовления колец, включающему помещение заготовки в матрицу на оправку и приложение к ее торцам осевого усилия, одновременно с приложением к торцам заготовки осевого усилия к бовокой поверхности заготовки прикладывают радиальные усилия сжатия.
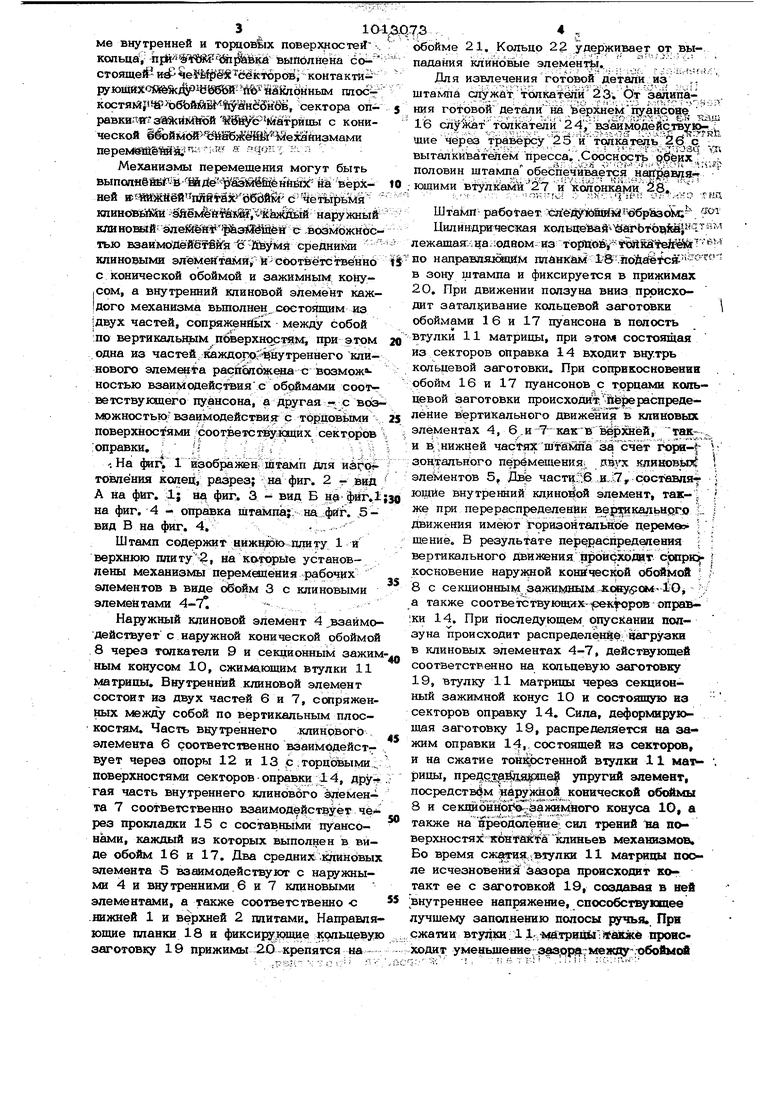
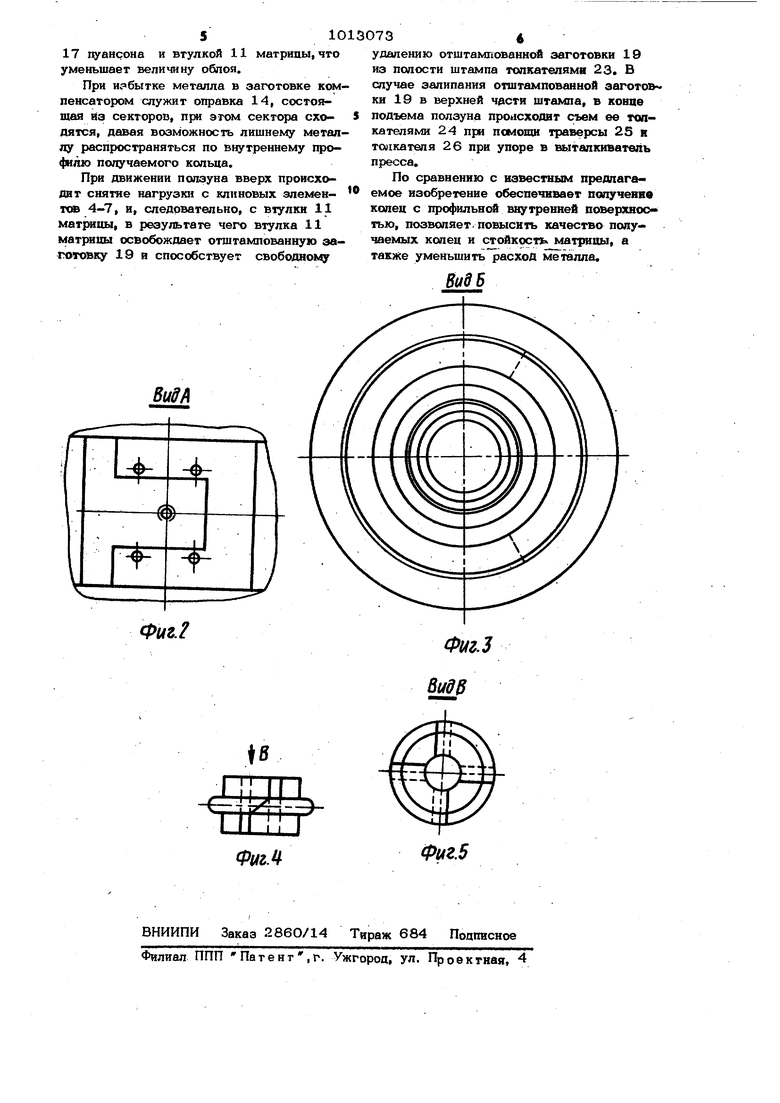
Штамп для осуществления способа, содержащий верхнюю плиту с пуансоном, нижнюю плиту с матрицей и выталкивателем, а также подвижную оправку, снабжен дополнительным пуансоном, установленным на нижней плите, матрица вьшолнена состоящей из тонкостенного кольца, секционного зажимного конуса li наруж|Ной конической обоймы, а пуансоны - в виде наружной и внутренней обойм, рабочий профиль которых соответствует фор310ме внутренней и тор«ов§1х поверхностей . кольца,- -пгй -% вйР Й11&йкй выпьлне1на coiстоящей и# кон та кти р5гющй:«оШ( ШкпЙйным mociкостяЩ УЬ&оМш - нсёи&в, сектора oiiравкилят з5 йк4Шй -Мй еР йтрйцы с конической §&йй«Й ШШ ёШг«1аеМйизмами перемеиш«й1чгш:-ииг я f-qoii-f V; Механизмы перемещения могут быть выпопяёнег В ШгДе фаз й ЬйннйзС на верхней 1ГШЖйёйПЙЙ5ёхо6дймс четырьмя клиноВЁШи shet if ittetf, .кЬжШлй наружный клиновый элей й ipaaJTeffietr с возможностью взаимодей6т§йя Ъ йвумя средними клиновыми элементами, и ссютветственно с конической обоймой и зажимным конусом, а внутренний клиновой элемент каждого механизма выполнен,, состоящим из I двух частей, сопряженЯь1Х между собой по вертикальным nteepXHocTSiM, при этом одна из частей каждого,внутреннего клинового элемен-та распепожеаа с Возмож ностью взаийодействияс обоймами соответствующего пуансона, а другая - с воз можностью взаимодействия с торцовыми поверхностями соответсгаукхцих секторов оправки., . На фи1 1 изображен штамп для изготовления колец, разрез; на фиг. 2 - вид А на фиг. Ij на фиг. 3 - вид Б н$фнг.1 на фиг. 4 - оправка штампа; на фаг. 5вид В на фиг. 4. Штамп содержит нижнюю плиту 1 и верхнюю плиту2, на ко-торь е установлены механизмы перемвцёни я рабочих элементов в виде обойм 3 с клиновыми элементами Наружный клиновой элемент 4 займо Действуетс наружной конической обоймой 8 через толкатели 9 и секционным зажим ным конусом 10, сжимающим втулки 11 матрицы. Внутренний клиновой элемент состоит из двух частей 6 и 7, сопряженных между собой по вертикальным плоскостям. Часть внутреннего .клинрвого элемента 6 соответственно взаимодействует через опоры 12 и 13 р торцовыми: поверхностями секторов оправки 44, друг гая часть внутреннего клинового та 7 соответственно взаимодё стщег че- рез прокладки 15с составными цугансонами, каждый из которых выполнен в виде обойм 16 и 17. Два средних .Клиновы элемента 5 взаимодействуют с наружными 4 и внутренними 6 и 7 клиновыми элементами, а также соответственно -с .нижней 1 и верхней 2 плитами. Направля ющие планки 18 и фиксирг, кольцеву заготовку 19 прижимы крепятся на 3 обойме 21, Кольцо 22 удерживает от. выпадания клиновые элементЬг. - Для извлечения готовой детали из служат толкатели 23. От залипания готовой детали на верхнем пуансоне 16 служат толкатели 24, взаимодейстъую Г Щие через траверсу 25 и толкатель выталкивателем пресса. Соосность, ,., : ПОЛОВИН штампа обеспечивается найрэвляющими втулками 27 и Колонками 8. г t н Штамп работает cлeяytoйиf i i-oeptooi ; - Цилиндрическая кoльцeвaй 6aгbтoQlEa, 1 лежащая на одном из торИОВ, тойкй ей й по направйякйшм ппАшсйх i®.lidU8fetcflt--- в зону штампа и фиксируется в прижимах 20. При движении ползуна вниз происходит заталкивание кольцевой заготовки обоймами 1 6 и 17 пуансона в полость втулки 11 матрицы, при этом состоящая из секторов оправка 14 входит внутрь кольцевой заготовки. При соприкосновении обойм 16 и 17 пуансонов с торцами копьцевой заготовки происходив,Ittepe распределение вертикального движение в клиновых элементах 4, 6,и -7 как в Шрхнёй, ток-., и Е1:ниж1|ей чаЬ Ж1ита Шш зй счёт г ор«-|- V зоЕ тального перемещения, ДШХ зшиновы I эпёментоъ 5, Двэ частчШ ,л.47,.сост«вля ющйе внутренний кл. элемент, так- же при перераспределении Bej i KajibHero it движения имеют горизонтальйое перема щение, В результате перераспределения j вертикального Движения ;рф6и4ходйтсшрк;косновение наружной конической 8 с секционным,,зажимным ««жубгоМ-ЗгО, -, а также соответствующих- к1Ррров опраВ- ки 14. При последующем опускании ползуна происходит распределение isarpysKH в клиновых элементах 4-7, действующей соответственно на кольцевую заготовку 19, втулку 11 матрицы через секционный зажимной конус 10 и состоящую из секторов оправку 14. Сила, деформирующая заготовку 19, распределяется ва зажим оправки 14, состоящей из секторов, и на сжатие тонкостенной втулки 11 MUVрицы, предсда ще упругий элемент, посредством }1аружноЙ конической обоймы 8 и секда6нн6Й© & «мяого конуса 10, а также на 1$реодолеше сил трений ва поверхностях кйнтакй клиньев механизмов. Бо время сжвйги ;; втулки 11 матрицы после исчезновения зазора происходит котакт ее с заготовкой 19, создавая в ней внутреннее напряжение, спосо6ст1 юшев лучше 1у заполнению полосы ручья. При сжатии втулки: 1 L ыатряШИ вкж.ё провсхода т; уменьшение ,i3e3,Qj кюхсду- .-обоймой
| ii Ковка и объемная штамповка ли | |||
| Справочник под ред | |||
| М В.Сгорожев М.,Машиностроение, 1968, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления замочных ключей с отверстием для замочного шпенька из одной болванки с помощью штамповки и протяжки | 1922 |
|
SU221A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
