2. Пресс-форма по п. 1, отличающаяся тем, что одна из вставок вьшолнена в виде упругого разрезного кольца и установлена на стяжном элементе с натягом.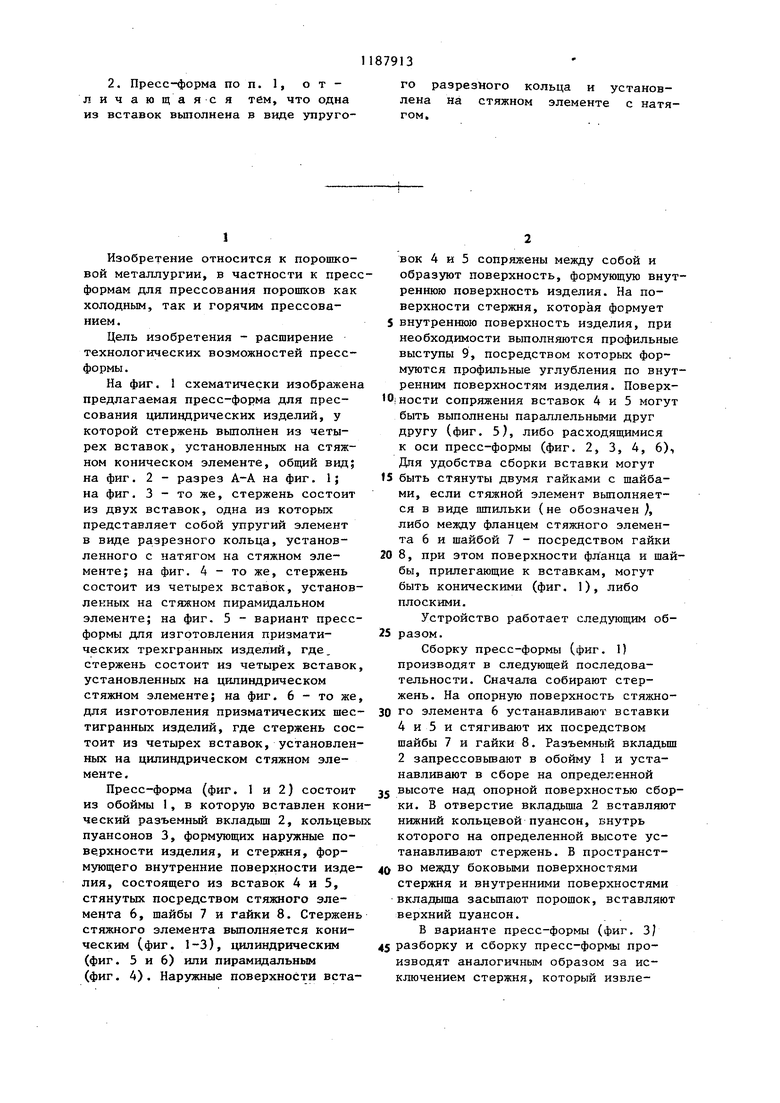
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для напрессовки прерывистого рабочего слоя на оправку алмазного инструмента | 1985 |
|
SU1278049A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| Устройство для прессования порошка | 1980 |
|
SU942885A1 |
| ВИБРОИЗОЛЯТОР БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ УСОВЕРШЕНСТВОВАННЫЙ (ВБГУ) И СПОСОБ ЕГО СБОРКИ | 2012 |
|
RU2540359C2 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ТВЕРДЫХ ТРУДНОДЕФОРМИРУЕМЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2451576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ТРУБЧАТОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102186C1 |
| Способ изготовления бандажированных матриц | 1977 |
|
SU727276A1 |
| Устройство для изостатического прессования длинномерных изделий из порошка | 1984 |
|
SU1219251A1 |
| Пресс-форма для напрессовки рабочего слоя с чередующимися участками различных характеристик на оправку рабочего инструмента | 1985 |
|
SU1418065A1 |
| Пресс-форма для изготовления моделей | 1978 |
|
SU787139A1 |
1. ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОЖОВ, включаю,щая матрицу, верхний и нижний кольf цевые пуансоны и составной стержень, отличающаяся тем, что, с целью расширения ее технологических возможностей, стержень вьшолнен в виде соединенных стяжным элементом и сопрягающихся между собой по параллельным или расходящимся к оси пресс-формы плоскостям вставок, боковая поверхность стяжного элемента вьшолнена цилиндрической, конической либо пирамидальной, а стяжной элемент установлен с возможностью контактирования своей боковой поверхности с внутренней поверхностью вставок. (Л СХ) VO ы fe.r
1
Изобретение относится к поропжовой металлургии, в частности к прессформам для прессования порошков как холодным, так и горячим прессованием .
Цель изобретения - расширение технологических возможностей прессформы .
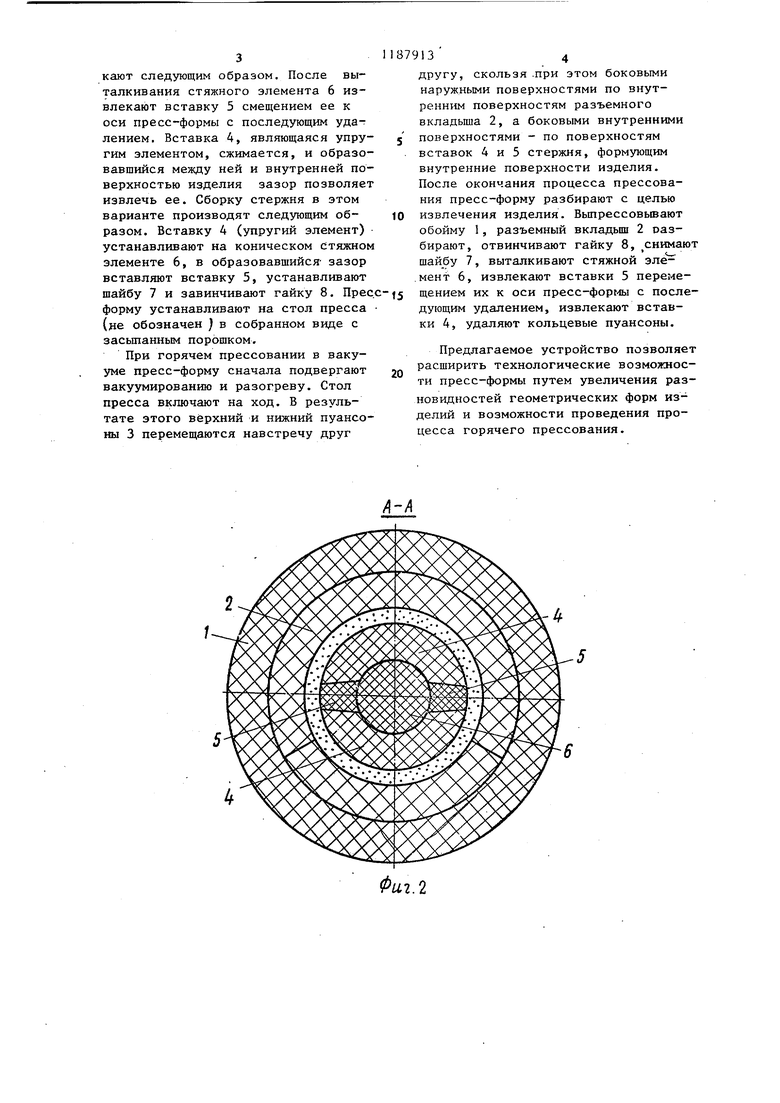
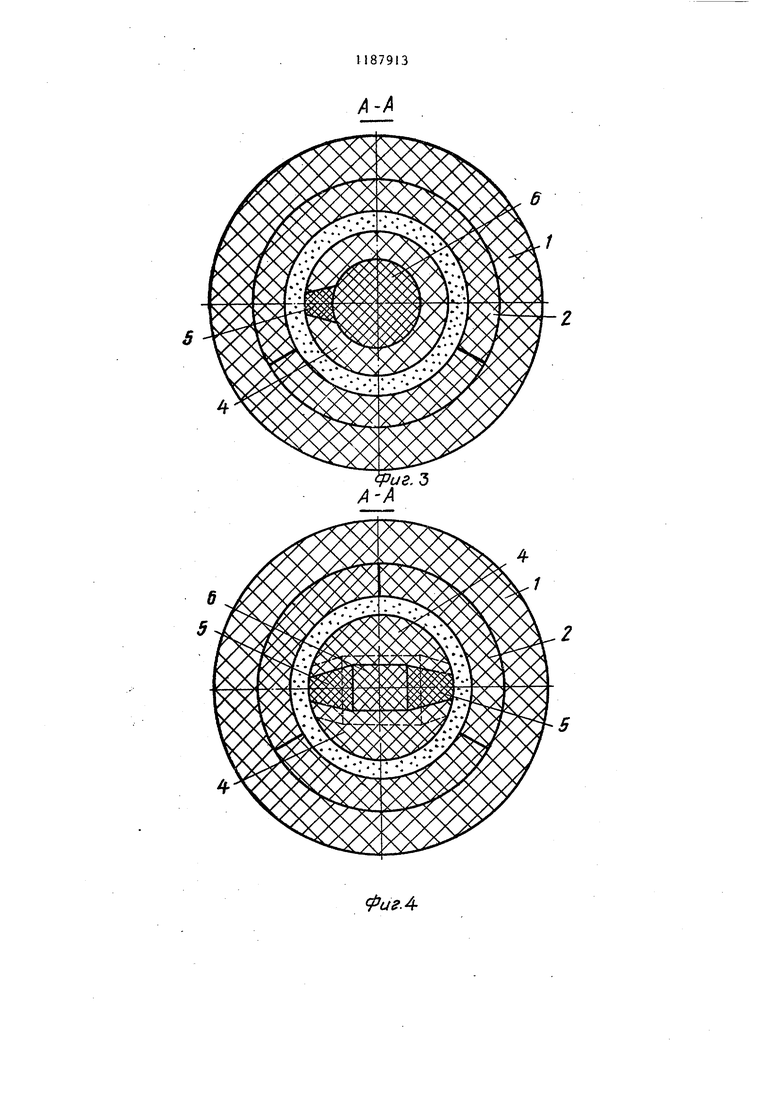
На фиг, 1 схематически изображена предлагаемая пресс-форма для прессования цилиндрических изделий, у которой стержень выполнен из четырех вставок, установленных на стяжном коническом элементе, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - то же, стержень состоит из двух вставок, одна из которых представляет собой упругий элемент в виде разрезного кольца, установленного с натягом на стяжном элементе; на фиг, 4 - то же, стержень состоит из четырех вставок, установленных на стяжном пирамидальном элементе; на фиг. 5 - вариант прессформы для изготовления призматических трехгранных изделий, где, стержень состоит из четырех вставок, установленных на цилиндрическом стяжном элементе; на фиг. 6 - то же, для изготовления призматических шестигранных изделий, где стержень состоит из четырех вставок, установленных на цилиндрическом стяжном элементе.
Пресс-форма (фиг. 1 и 2) состоит из обоймы 1, в которую вставлен конический разъемный вкладьш 2, кольцевы пуансонов 3, формующих наружные поверхности изделия, и стержня, формующего внутренние поверхности изделия, состоящего из вставок 4 и 5, стянутых посредством стяжного элемента 6, шайбы 7 и гайки 8. Стержень стяжного элемента вьшолняется коническим (фиг. 1-3), цилиндрическим (фиг. 5 и 6) или пирамвдапьным (фиг. 4). Наружные поверхности вставок 4 и 5 сопряжены между собой и образуют поверхность, формующую внутреннюю поверхность изделия. На поверхности стержня, которая формует 5 внутреннюю поверхность изделия, при необходимости выполняются профильные выступы 9, посредством которых формуются профильные углубления по внутренним поверхностям изделия, Поверх0|ности сопряжения вставок 4 и 5 могут быть выполнены параллельными друг другу (фиг. 5), либо расходящимися к оси пресс-формы (фиг. 2, 3, 4, 6), Для удобства сборки вставки могут
15 быть стянуты двумя гайками с шайбами, если стяжной элемент вьшолняется в виде шпильки (не обозначен , либо между фланцем стяжного элемента 6 и шайбой 7 - посредством гайки
20 8, при этом поверхности фланца и шайбы, прилегающие к вставкам, могут быть коническими (фиг. 1), либо плоскими.
Устройство работает следующим образом.
Сборку пресс-формы (фиг. 1) производят в следующей последовательности. Сначала собирают стержень. На опорную поверхность стяжного элемента 6 устанавливают вставки 4 и 5 и стягивают их посредством шайбы 7 и гайки 8, Разъемный вкладьш 2 запрессовьшают в обойму 1 и устанавливают в сборе на определенной
35 высоте над опорной поверхностью сборки. В отверстие вкладьш1а 2 вставляют нижний кольцевой пуансон, внутрь которого на определенной высоте устанавливают стержень, В пространство между боковыми поверхностями стержня и внутренними поверхностями вкладыша засьшают порошок, вставляют верхний пуансон,
В варианте пресс-формы (фиг, 3/
45 разборку и сборку пресс-формы производят аналогичным образом за исключением стержня, который извлекают следующим образом. После выталкивания стяжного элемента 6 извлекают вставку 5 смещением ее к оси пресс-формы с последующим удалением. Вставка 4, являющаяся упругим элементом, сжимается, и образовавшийся между ней и внутренней поверхностью изделия зазор позволяет извлечь ее. Сборку стержня в этом варианте производят следующим образом. Вставку 4 (упругий элемент) устанавливают на коническом стяжном элементе 6, в образовавшийся- зазор вставляют вставку 5, устанавливают шайбу 7 и завинчивают гайку 8. Прес форму устанавливают на стол пресса (jje обозначен ) в собранном виде с засьтанным порошком. При горячем прессовании в вакууме пресс-форму сначала подвергают вакуумированию и разогреву. Стол пресса включают на ход. В результате этого верхний и нижний пуансоны 3 перемещаются навстречу друг
гА
Фиг. 134 другу, скользя .при этом боковыми наружными поверхностями по внутренним поверхностям разъемного вкладыша 2, а боковыми внутренними поверхностями - по поверхностям вставок 4 и 5 стержня, формующим внутренние поверхности изделия. После окончания процесса прессования пресс-форму разбирают с целью извлечения изделия. Выпрессовьюают обойму 1, разъемный вкладьш 2 оазбирают, отвинчивают гайку 8, снимают шайбу 7, выталкивают стяжной эле мент 6, извлекают вставки 5 перемещением их к оси пресс-формы с последующим удалением, извлекают вставки 4, удаляют кольцевые пуансоны. Предлагаемое устройство позволяет расширить технологические возможности пресс-формы путем увеличения разновидностей геометрических форм изелий и возможности проведения процесса горячего прессования. /1-/J
fpue. A-A
| Пресс-форма для прессования порошков | 1979 |
|
SU816693A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Прессформа для формования втулок из порошка | 1980 |
|
SU900981A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
