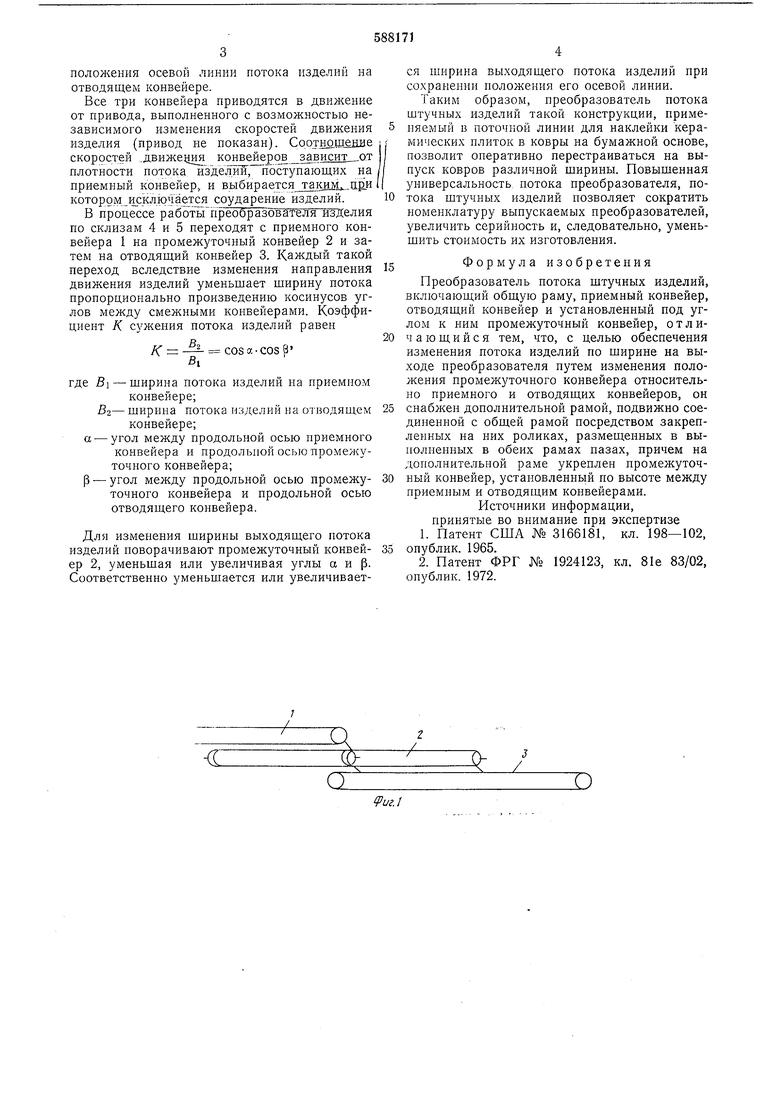
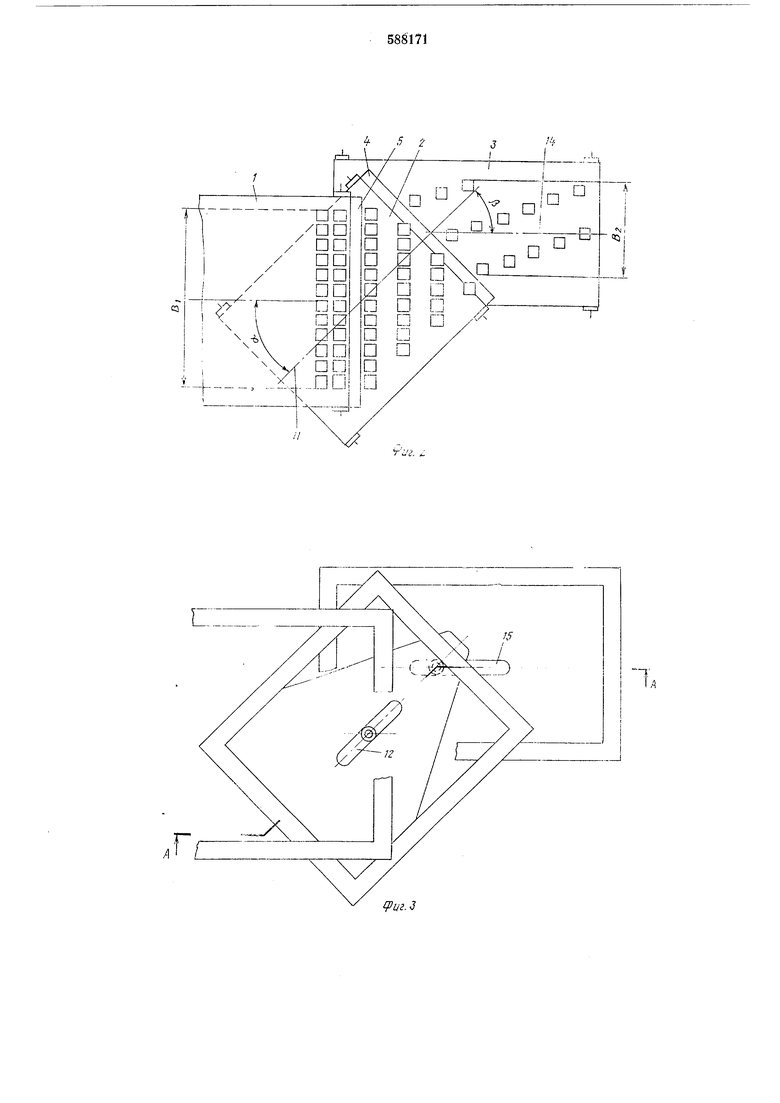
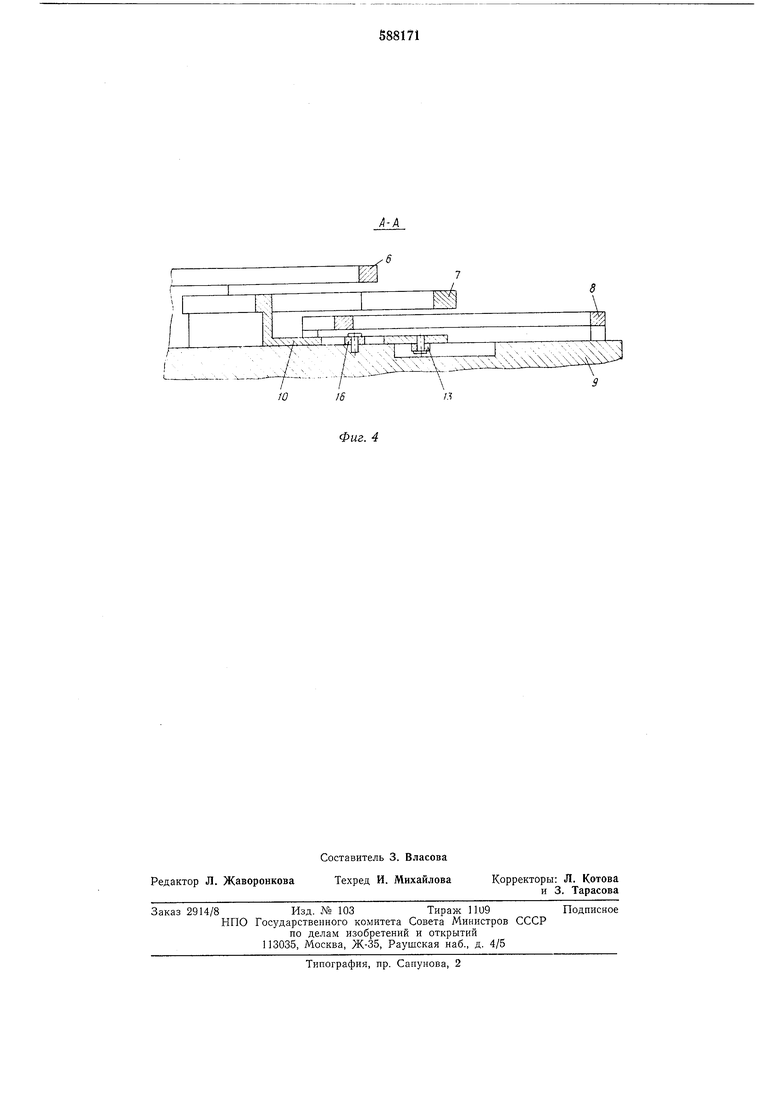
полол ения осевой линии потока изделий на отводящем конвейере. Все три конвейера приводятся в движение от привода, выполненного с возможностью независимого изменения скоростей двилсения изделия (привод не показан). Соотно, скоростей .движещш конвейеров зависит ат плотности потока изделМ, поступающих на приемный конвейер, и выбирается т киж..11ди котором исключается соударение изделий. В процессе работы преобразбвателя изделия по склизам 4 и 5 переходят с приемного конвейера 1 на промежуточный конвейер 2 и затем на отводящий конвейер 3. Каждый такой переход вследствие изменения направления движения изделий уменьщает щирину потока пропорционально произведению косинусов углов между смежными конвейерами. Коэффициент /С сужения потока изделий равен А: - cosa.cosp Bi где В - ширина потока изделий на приемном конвейере; 2- гиирина потока изделий на отводящем конвейере; а - угол между продольной осью приемного конвейера и продольной осью промежуточного конвейера; р -угол между продольной осью промежуточного конвейера и продольной осью отводящего конвейера. Для изменения ширины выходящего потока изделий поворачивают промежуточный конвейер 2, уменьшая или увеличивая углы аир. Соответственно уменьшается или увеличивается ширина выходящего потока изделий при сохранении положения его осевой линии. Таким образом, преобразователь потока штучных изделий такой конструкции, примеияемый в поточной линии для наклейки керамических плиток в ковры на бумажной основе, позволит оперативно перестраиваться на выпуск ковров различной ширины. Повышенная универсальность, потока преобразователя, потока штучных изделий позволяет сократить номенклатуру выпускаемых преобразователей, увеличить серийность и, следовательно, уменьшить стоимость их изготовления. Формула изобретения Преобразователь потока штучных изделий, включающий общую раму, приемный конвейер, отводящий конвейер и установленный под углом к ним промежуточный конвейер, отличающийся тем, что, с целью обеспечения изменения потока изделий по ширине на выходе преобразователя путем изменения пололсения промежуточного конвейера относительно приемного и отводящих конвейеров, он снабжен дополнительной рамой, подвижно соединенной с общей рамой посредством закрепленных на них роликах, размещенных в выполненных в обеих рамах пазах, причем на дополнительной раме укреплен промежуточный конвейер, установленный но высоте между приемным и отводящим конвейерами. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3166181, кл. 198-102, опублик. 1965. 2.Патент ФРГ № 1924123, кл. 81е 83/02, опублик. 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства минераловатных теплоизоляционных материалов на основе базальтовых горных пород и получаемый минераловатный утеплитель на основе экологически чистых базальтовых горных пород | 2022 |
|
RU2804530C1 |
| Устройство для транспортирования штучных грузов | 1979 |
|
SU789354A1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| МАШИНА ДЛЯ ПОГРУЗКИ ШТУЧНЫХ ГРУЗОВ В ВАГОНЫ | 1999 |
|
RU2194662C2 |
| Устройство для разгрузки с ленточного конвейера штучных грузов | 1978 |
|
SU747784A1 |
| Установка для изготовления волокнистых плит | 1976 |
|
SU608466A3 |
| Устройство для шарнирного соединения секций горизонтального конвейера | 1975 |
|
SU571421A1 |
| Устройство для разделения потока банок на несколько потоков | 1989 |
|
SU1668251A1 |
| Камера волокноосаждения | 1986 |
|
SU1430279A1 |
| Устройство для дозированного упаковывания штучных изделий | 1985 |
|
SU1324938A1 |
-С
тоа
ть
/
Т)
/
/
/
/
сз
Li, ..,
1/-г. J
w
16
---,;-,;/.V-. ч; d XXSVxii ibvi
