1
Предлагаемое устройство относится к измерительной технике.
В промышленности применяются устройства для измерения параметрО В прюа атываемого металла (скорости, толщины, натяжения и Д|р.), которые могут фиксировать только один параметр 1.
Наиболее близким к изобретению по своей сущности техническим решением является устройство для измерения толщины проката 2.
Это устройство содержит датчик толщины с рабочим роликом и электрически связанный с датчиком регистрирующий прибор.
Педостатком этого устройства является невозмюжность измерения скорости и натяжения. В результате необходимю устанавливать в технологической линии стана индивидуальный прибор для измерения каждого параметра (толщины, скорости, натяжения). Это приводит к загромождению оборудованием прокатных станов. Кроме того, в случае применения индивидуальных датчиков для измерения Haip а метров невозможно измерить толщину, скорость и натяжение полосы в одном по перечном сечении полосы в один момент времени. Отсутствие такой информации может привести к увеличению погрешности при регулировании толщины, натяжения, скорости движения полосы к других параметров.
Для расширения его функциональных возможностей предлагаемое устройство снабжено датчиком скорости, кинематически связанным с рабочим роликом датчика толщины,
опорным датчиком скорости, устанавливаемым около конца участка измерения, и функциональным преобразователем, входы которого соответственно подключены ж датчикам коростп и толщины, а выход подключен к
входу регистрирующего прибора.
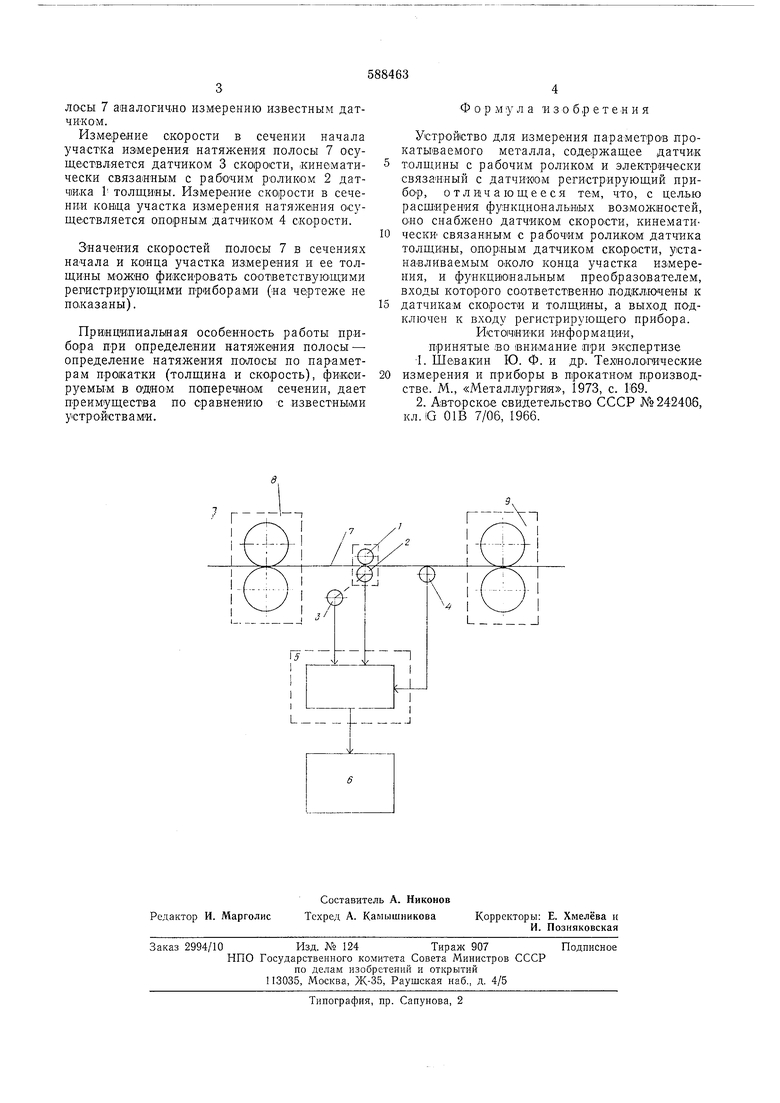
Ыа чертелче изображено описываемое устройство.
Устройство состоит из датчика 1 толщины с рабочим роликом 2, датчика 3 скорости, кинематически связанным с рабочим роликом 2 датчика 1 Т0(лщины, опорного датчика 4 скорости, установленного около конца участка измерения, функционального преобразователя 5, входы которого соответственно подключены к датчикам 3, 4 скорости и датчику 1 толщины, а выход - к входу регистрирующего прибора 6.
Работает устройство следующим . В момент начала измерения прокатываемая полоса 7 о-бл имается поочередно в очагах деформации клетей 8 и 9. Датчик толщины 1 установлен в межклетевом промежутке вблизи начала участка измерения. Опорный датчик 4 скорости установлен вблизи конца
участка измерения. Измерение толщ.ины полосы 7 аналогично измерению известным датчиком.
Измерение скорости в сечении начала участка измерения натяжения полосы 7 осуществляется датчиком 3 скорости, -кинематически связанны.м с рабочим роликом 2 датчика Г толщины. Измерение скорости в сечении конца участка измерения натяжения осуществляется опо1рны,м датчиком 4 скорости.
Значения скоростей полосы 7 в сечениях начала и конца участка измерения и ее толщины можяо фи-ксировать соответствующими регистрирующими приборами (на чертеже не показаны).
Принципиальная особенность работы прибора при определении натяжения полосы - определение натяжения полосы по параметрам прокатки (толщина и скорость), фиксируемым в одном поперечном сечении, дает преимущества по сравнению с известными устро-йствами.
Фор м у л а изобретения
Устройство для измерения параметров прокатываемого металла, содержащее датчик толщины с рабочим роликом и электрически связанный с датчиком регистрирующий прибор, отличающееся тем, что, с целью расширения функциональдых возможностей, оно снабжено датчиком скорости, кинематически связанным с рабочим роликом датчика толщины, опорным датчиком скорости, устанавливаемым около конца участка измерения, и функциюнальным преобразователем, входы которого соответственно подключены к датчикам скорости и толщины, а выход подключен к входу регистрирующего прибора.
Исто1чники информации, принятые во внимание при экспертизе I. Шевакин Ю. Ф. и др. Технологические измерения и приборы в прокатном производстве. М., «Металлургия, 1973, с. 169.
2. Авторское свидетельство СССР №242406, кл.Ю 01В 7/06, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Устройство автоматического регулирования профиля прокатываемой полосы | 1974 |
|
SU880530A1 |
| Устройство для измерения толщины в процессе прокатки | 1978 |
|
SU766692A1 |
| СПОСОБ ДИАГНОСТИКИ РЕЗОНАНСНОЙ ВИБРАЦИИ И УПРАВЛЕНИЯ МНОГОКЛЕТЬЕВЫМ СТАНОМ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2338609C1 |
| Устройство для адаптивной настройкиРЕгуляТОРА ТОлщиНы пРОКАТА HA ТРЕбуЕМыйпАРАМЕТР | 1976 |
|
SU806187A1 |
| Способ измерения длины полосы на стане горячей прокатки | 1991 |
|
SU1788430A1 |
| СПОСОБ РАБОТЫ ДЛЯ ВВОДА ПРОКАТЫВАЕМОГО МАТЕРИАЛА В ПРОКАТНУЮ КЛЕТЬ ПРОКАТНОГО СТАНА, УПРАВЛЯЮЩЕЕ УСТРОЙСТВО, НОСИТЕЛЬ ДАННЫХ И ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА В ФОРМЕ ПОЛОСЫ | 2008 |
|
RU2448790C2 |
| МИНИМИЗАЦИЯ НАТЯЖЕНИЯ ПОЛОСЫ ПРОКАТЫВАЕМОГО МАТЕРИАЛА МЕЖДУ ДВУМЯ ПРОКАТНЫМИ КЛЕТЯМИ | 2011 |
|
RU2538436C2 |
| СПОСОБ КОНТРОЛЯ КИНЕМАТИЧЕСКИХ ПАРАМЕТРОВ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2006 |
|
RU2320435C2 |
f 1
t
1Ш1
I
I
I
