(54) СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ГИБКИ
1
Изобретение относится к обработке металлов давлением, в частности к способам управления гибочными процессами .
Известен способ автоматического управления процессом гибки на валковых гибочных машинах, включающий регулирование поверхности кривизны обрабатываемой детали l. По такому способу измеряют фактическую кривизну обработанного участка детали и вычитают ее из заданной кривизны, а полученную разность используют для формирования сигнала управления гибочным инструьентом.
Однако реальные системы управления , построенные по известному способу, не обеспечивают требуемой точности кривизны обрабатываемой детали.
Низкая точность таких систем, обусловлена прежде всего применением в них датчиков средней кривизны, которые, как известно, имеют очень большую методическую погрешность. Датчики, с помошью которых можно было бы измерять истинную кривизну в любом поперечном сечении обработанного участка, как это предложено в известном способе, в настоящее время не только не изготовляют, но даже не известен способ их построения.
Целью изобретения является повышение точности регулирования кривизны систем наружной и внутренней.
Для этого по предлагаемому способу измеряют длины наружной внутренней дуг согнутого участка и толOщину заготовки, а для формирования сигнёьла управления используют следующую разность:
i-hte -g-a,,
5 где R - радиус заданной кривизны, регулируемой поверхности заготовки,
t - длина дуги внутренней поверхности,
0
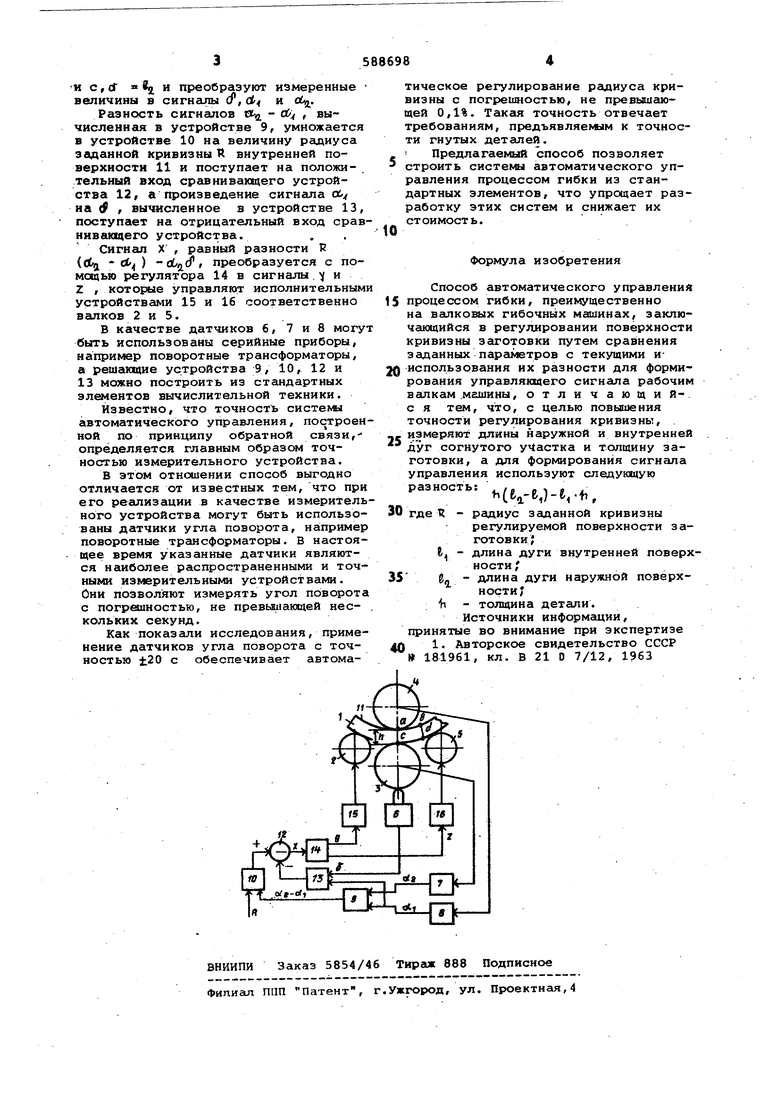
Ц - длина дуги наружной поверхности, t - толщина з.аготовки. Предлагаемый способ поясняется функциональной схемой системы автсма5 тического управления процессом гибки .
В этой системе при гибке детали 1 между валкакм 2, 3, 4 и 5 датчики 6, 7 и 8 измеряют соответственно 0 толщину детгши и длины дуг а, в «Rt
