Настоящее изобретение относится к станку для непрерывной гибки удлиненной заготовки с заданными радиусами. В дальнейшем дается ссылка на гибочный станок с пирамидальным расположением валков; однако это не следует понимать как ограничение объема настоящего изобретения.
В заявке на Европейский патент ЕР 1644140, на имя компании ORTIC AB, Borlange (Швеция) описан способ контролирования технологического процесса и управления для непрерывной гибки удлиненной заготовки до заданных радиусов посредством использования трех параллельных бесконтактных измерителей расстояния типа лазерного передатчика и посредством измерения расстояний до гнутой поверхности на заготовке посредством вычисления реальных радиусов кривизны на основании фиксированных расстояний между измерителями и измеренных расстояний и регулирования гибочного станка в ответ на зависимость между вычисленным реальным радиусом и требуемым радиусом.
Как указано выше, в указанной заявке требуются три лазерных устройства, конструкции для установки трех лазерных устройств и схемы согласования и управления для трех лазерных устройств. Кроме того, поскольку измеряют очень большие радиусы кривизны, такие как радиусы кривизны гнутого листа, три лазерных устройства размещают на строго фиксированном расстоянии, равном примерно 200 мм, друг от друга и очень далеко от места выхода листа с последнего валка станка. Данные расстояния являются неприемлемыми для гибочного станка согласно настоящему изобретению, задачей которого является проверка кривизны труб, имеющих достаточно малые радиусы кривизны по отношению к радиусам кривизны в соответствии с указанной заявкой, и в точке, находящейся очень близко от выхода последнего валка.
Таким образом, основной задачей настоящего изобретения является обеспечение измерения радиуса кривизны в гнутом участке, который гнется посредством одного устройства, которое не обладает недостатками, связанными с установкой множества устройств. Авторы настоящего изобретения обратили внимание на то, что для достижения данной задачи могут быть полезны устройства определения, которые в настоящее время используются для другой функции, т.е. непрерывно измеряющие нескольких точек сканируемой заготовки.
Таким устройством является высокоточный двумерный лазерный датчик смещения, такой как датчик серии LJ-G, выпускаемый компанией KEYENCE CORPORATION, Осака, Япония. Датчик серии LJ-G с высокой точностью измеряет профиль поверхности любого материала в двух направлениях. В настоящее время такой датчик смещения используют таким образом, что он только перемещается над объектом для непрерывного измерения при использовании различных способов измерения, в том числе способа сравнения профилей.
У авторов настоящего изобретения появилась идея использовать датчик смещения, удерживая его неподвижно таким образом, чтобы его лазерный луч пересекался в продольном направлении с движущейся измеряемой заготовкой, когда она гнется гибочным станком. Таким образом, датчик смещения способен определять радиус кривизны удлиненной сгибаемой заготовки посредством одновременного измерения, по меньшей мере, трех точек. Данная информация используется для сравнения с радиусом, который в действительности должен быть получен на удлиненной заготовке, так что требуемые регулировки могут выполняться станком так, чтобы обеспечить гибку трубы или участков, отличающихся от трубы, за один проход или более.
Таким образом, настоящее изобретение предлагает станок для непрерывной гибки удлиненной заготовки с заданными радиусами, который использует множество ведущих валков для гибки, и компьютер, который соединен, помимо прочего, с лазерным измерителем для вычисления радиуса гнутого участка и сравнения вычисленного радиуса кривизны с требуемым радиусом кривизны в гнутом участке, причем компьютер соединен также с измерителем длины для измерения длины гнутого участка концентрично удлиненной заготовке и с приводным средством, выполненным с возможностью приведения в действие валка из множества ведущих валков для гибки, чтобы регулировать его в реальном времени на основании разности между измеренным радиусом кривизны и требуемым радиусом кривизны в гнутом участке, отличающийся тем, что лазерный измеритель представляет собой высокоточный двумерный лазерный датчик смещения для измерения радиуса кривизны удлиненной заготовки после множества ведущих валков.
Помимо преимущества получения более точной величины коррекции, особенно со ссылкой на операции гибки, предназначенные для получения гнутых участков, имеющих изменяемые радиусы кривизны, станок в соответствии с настоящим изобретением, по отношению к существующему уровню техники, имеет преимущество, заключающееся в том, что он не требует множества измерителей расстояния, например, трех лазерных передатчиков, а только одного. Таким образом, в результате обеспечивается экономия затрат, а также замер ближе к выходу трубы с последнего валка.
Кроме того, по отношению к измерителям расстояния с трехточечным контактом имеются различные преимущества, наиболее важным из которых является более высокая точность, поскольку измерение осуществляется в очень малом диапазоне гнутого участка и в одном направлении, из одного источника излучения, ближайшего к выходу трубы с последнего валка.
Другое преимущество настоящего изобретения заключается в том, что устройство для измерения радиуса кривизны осуществляет относительные, а не абсолютные измерения, поэтому измерительное устройство можно устанавливать на подвижном оборудовании, таком как третий валок гибочного станка с пирамидальным расположением валков в направлении подачи трубы.
Дополнительное преимущество заключается в том, что измерительное устройство может поворачиваться вокруг втулки третьего валка, чтобы обеспечить контакт с трубой в зоне сразу после третьего валка. Таким образом, измеряется радиус кривизны только что гнутого участка трубы, и смещение деформирующего валка может изменяться посредством обратной связи в точке, ближайшей к точке деформации трубы, чтобы обеспечить соответствие получаемого радиуса кривизны требуемому радиусу в отдельных заданных участках трубы.
Настоящее изобретение будет описано со ссылкой на предпочтительный вариант его осуществления в соответствии с прилагаемой Фиг.1, на которой очень схематично и частично показан вид сбоку гибочного станка, который способен непрерывно гнуть удлиненную заготовку с заданными радиусами в соответствии с настоящим изобретением.
Со ссылкой на фиг.1 станком, на котором в качестве примера осуществлено изобретение, является гибочный и формующий станок, содержащий множество из трех ведущих валков 1, 2 и 3 для гибки, причем, по меньшей мере, один из них представляет собой деформирующий валок. Подлежащая гибке удлиненная заготовка, например, труба Т, подается через ведущие валки вдоль направления, показанного стрелкой F. Для удобства описания валки 1 и 3 зафиксированы в своем положении, а валок 2 является регулируемым в своем вертикальном положении и может управляться посредством станка, чтобы перемещаться на основании управления с обратной связью в вертикальном направлении относительно валков 1 и 3. Кодирующее устройство (не показано) соединено с валком 2, регулируемым в вертикальном направлении, а кодирующее устройство для измерения подачи трубы Т через множество валков 1, 2 и 3 обозначено ссылочной позицией 4.
Ссылочной позицией 5 в общем обозначен двумерный лазерный датчик смещения в качестве бесконтактного измерителя, который установлен с возможностью поворота в опоре 6, соединенной с втулкой валка 3, например, высокоточный двумерный лазерный датчик смещения вышеупомянутого типа. При этом направление визирования двумерного лазерного датчика 5 смещения показано пунктирной линией, вертикальной к плоскости листа. Однако направление визирования можно также соответственно выбирать в зависимости от радиуса трубы, выходящей с валка 3, предпочтительно, чтобы подходить как можно ближе к точке выхода с валка 3, например, вдоль линии, которая обозначена ссылочной позицией y′ на фиг.1. Стрелкой G на чертеже показано, что опора 6, поддерживающая двумерный лазерный датчик 5 смещения, может быть регулируемой при ее повороте.
Станок в соответствии с описанной схемой также содержит схематично показанный центральный компьютер 7 для управления и обработки данных, задача которого заключается в том, чтобы обеспечить соответствие между перемещениями станка и требуемой схемой гибки, которая может быть также графически введена через видеоустройство (не показано), возможно также типа «сенсорного экрана». Данное соответствие обеспечивается посредством цифрового ввода-вывода для аналоговых устройств и преобразователя сигналов, который выполняет функцию фильтрации и стабилизации цифровых аналоговых сигналов, которые поступают из различных механических, гидравлических и электронных элементов станка. Данные элементы являются известными и поэтому не показаны и не описаны. Ссылочной позицией 8 обозначено только приводное средство валка 3, например, гидравлический цилиндр.
Станок можно приводить в действие способом, уже описанным в ранее поданной заявке на патент № RM2008A000078 тех же авторов.
При использовании обратной связи в соответствии с настоящим изобретением на основании изменения высоты валка 2 и измерения лазерного измерителя 5 образуется последовательность точек, принадлежащих сгибу в последовательном обнаружении.
Сгиб определяется посредством множества полиномиальных функций третьего порядка. Такие функции, которыми является совокупность последовательных сложнопрофильных кривых и кривые Безье, интерполирующие обнаруженные точки, требуют, по меньшей мере, трех одновременных точек для математического определения. Данные точки обеспечиваются одним лазерным измерительным устройством.
Вычисление радиуса кривизны каждого гнутого участка удлиненной заготовки осуществляется для получения радиуса кривизны гнутого участка посредством станка, использующего лазерный датчик смещения типа датчика серии LJ-G, выпускаемого компанией Keyence, измеряющего, по меньшей мере, три одновременные точки, но посредством одного лазерного измерителя в одном направлении.
Вышеописанный способ измерения можно применять следующим образом. Зная в любом случае одну точку измерения, можно с высокой точностью измерять не только ориентацию выполняемого сгиба или сгибов, но и любую коррекцию, осуществляемую при изменении используемого материала или в результате механических изменений, происходящих на этапах обработки.
Станок обеспечивает автоматическую компенсацию не только погрешностей, обусловленных упругими свойствами используемого материала, но и любых электромеханических отклонений, имеющих место при использовании разных элементов и вследствие износа одинаковых элементов.
Процедура подгонки удлиненной заготовки, управляемая лазерным измерителем, позволяет автоматически уменьшить отходы материала при изготовлении. Такая процедура позволяет одному человеку автономно выбирать установочную длину материала. Очевидно, что устраняются все погрешности, обусловленные размещением обрабатываемого материала на станке.
Кроме того, одна точка для замера имеет преимущество дополнительного увеличения удобства использования станка.
Станок обеспечивает возможность обработки множества последовательных труб с получением очень длинных дуг.
В приведенном выше описании станком, в котором осуществлено настоящее изобретение, является гибочный станок, верхним валком 2 которого является деформирующий валок.
Следует понимать, что могут быть использованы другие типы станков, такие как каландры, и/или могут быть выполнены дополнения и изменения данного станка, не выходящие за рамки объема изобретения, определенного приложенной формулой изобретения.
Изобретение относится к области обработки металлов давлением и может быть использовано для непрерывной гибки удлиненной заготовки с заданными радиусами. Станок содержит множество ведущих валков для гибки, двумерный лазерный датчик смещения после множества ведущих валков для гибки и компьютер. Компьютер соединен с двумерным лазерным датчиком смещения с измерителем длины для измерения длины гнутого участка концентрично удлиненной заготовке и с приводным средством. Причем приводное средство выполнено с возможностью приведения в действие валка из множества ведущих валков для гибки для обеспечения регулировки его на основании разницы между измеренным радиусом кривизны и требуемым радиусом кривизны. Повышается точность гибки. 2 з.п. ф-лы, 1 ил.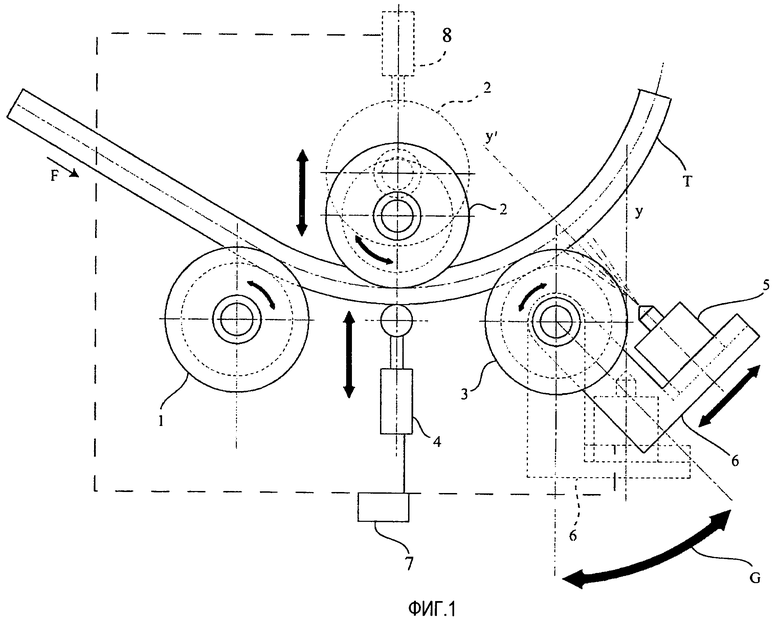
1. Станок для непрерывной гибки удлиненной заготовки с заданными радиусами кривизны, содержащий множество ведущих валков (1, 2, 3) для гибки и компьютер (7), соединенный с лазерным измерителем для вычисления радиуса гнутого участка и сравнения вычисленного радиуса кривизны с требуемым радиусом кривизны в гнутом участке, с измерителем (4) длины для измерения длины гнутого участка концентрично удлиненной заготовке (Т) и с приводным средством (8), выполненным с возможностью приведения в действие валка (2) из множества ведущих валков (1, 2, 3) для гибки, чтобы регулировать его в реальном времени на основании разницы между измеренным радиусом кривизны и требуемым радиусом кривизны в гнутом участке, отличающийся тем, что лазерный измеритель представляет собой высокоточный двумерный лазерный датчик (5) смещения для измерения радиуса кривизны удлиненной заготовки (Т) после множества ведущих валков (1, 2, 3) для гибки.
2. Станок по п.1, отличающийся тем, что измеритель (4) длины представляет собой кодирующее устройство.
3. Станок по п.1, отличающийся тем, что двумерный лазерный датчик (5) смещения зафиксирован в своем положении таким образом, что его направление измерения пересекается с удлиненной заготовкой рядом с выходным валком множества ведущих валков (1, 2, 3) для гибки.
| Многоканальное устройство для обслуживания запросов со сменными кодами приоритетов | 1989 |
|
SU1644140A2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ИЗ МЕТАЛЛИЧЕСКОГО ЛИСТА | 2006 |
|
RU2336965C2 |
| Листогибочный аппарат к машине для сварки банок | 1988 |
|
SU1708147A3 |
| Валковая листогибочная машина | 1983 |
|
SU1199347A1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ИСТОЧНИКА КОЛЛЕКЦИИ КРИСТАЛЛОВ АЛМАЗА | 2009 |
|
RU2413931C1 |

