(54) СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения прокатных валков | 1977 |
|
SU631226A1 |
| Способ охлаждения калибров прокатных валков | 1975 |
|
SU564897A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2446025C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ СОРТОПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2287384C1 |
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧИХ ВАЛКОВ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2011 |
|
RU2457913C1 |
| Способ охлаждения валков | 1979 |
|
SU854472A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ СОРТОВЫХ ПРОФИЛЕЙ, ПОЛУЧАЕМЫХ ПРОКАТКОЙ-РАЗДЕЛЕНИЕМ | 1991 |
|
RU2033288C1 |
| Способ смазки и охлаждения прокатных валков | 1990 |
|
SU1761322A1 |
| Устройство для нанесения твердой брикетированной смазки | 1987 |
|
SU1498571A1 |
| Способ охлаждения прокатных валков | 1981 |
|
SU995932A1 |
Изобретение относится к черной металлургии, а именно к способам производства проката и может быть использовано на сортовых станах горячей прокатки.
Известен способ охлаждения прокатных валков, заключающийся в подаче охладителя охлаждающей жидкости по касательной к поверхности валков 1.
Однако данный способ не обеспечивает попадание охладителя в очаг деформации и термоупрочнение валков в процессе прокатки.
Цель изобретения - повыщение износостойкости валков.
Поставленная цель достигается путем подачи струи охлаждающей жидкости (воды) в направлении очага деформации со стороны выхода проката под давлением 20-40 атм. и расходом (0,5-2) 10 л/мм поверхности калибра.
Способ охлаждения калибров валков осуществляют следующим образом.
В зону контакта прокатываемого металла с рабочими валками по периметру проката подают непрерывно струю охлаждающей жидкости (воды) со стороны выхода проката из валков при помощи форсунки-проводки.
В процессе прокатки происходит нагрев микрообъемов калибров валков, находящихся в
контакте с прокатываемым изделием, до 600- 650° С, что обеспечивает условия, необходимые для термоупрочнения калибров валков за счет последующей подачи струи охлаждающей жидкости (воды) в зону контакта прокатываемого
металла с калибрами рабочих валков.
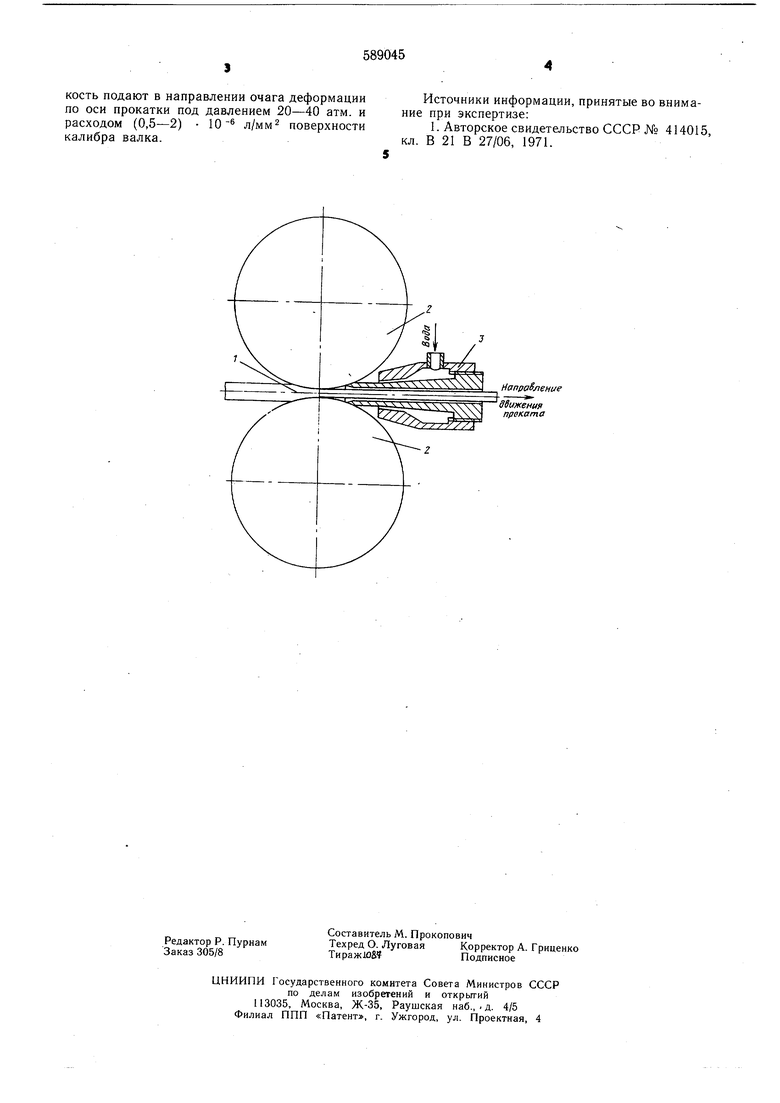
На чертеже изображено устройство для реализации предлагаемого способа.
Устройство работает следующим образом. Форсункой-проводкой 1 подают струю
воды под давлением 20-40 атм. и расходом (0,5-2) 10 « л/мм 2 поверхности калибра в зону контакта прокатываемого металла 2 с нижним и верхним рабочими валками 3.
Предлагаемый способ позволяет повысить износостойкость валков более, чем в два раза,
по сравнению с известным способом охлаждения.
Формула изобретения
Способ охлаждения валков, преимущественно сортовых прокатных станов, включающий подачу охлаждающей жидкости по касательной к поверхности валков против хода прокатки, отличающийся тем, что, с целью повыщения износостойкости калибров, охлаждающую жидкость подают в направлении очага деформации по оси прокатки под давлением 20-40 атм. и
10 л/мм поверхности
расходом (0,5-2) калибра валка.
Источники информации, принятые во внимание при экспертизе:
Направление
Збижения проката
