(54) СПОСОБ ПОДАЧИ ЖИДКОЙ СМАЗКИ В ОЧАГ ДЕФОРМАЦИИ ПРИ ГОРЯЧЕЙ ПРОКАТКЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ смазки и охлаждения прокатных валков | 1990 |
|
SU1761322A1 |
| Способ смазки при прокатке | 1983 |
|
SU1151338A1 |
| Система подачи технологической смазки при горячей прокатке листа | 1989 |
|
SU1773516A1 |
| Устройство для подачи технологической смазки на прокатные валки | 1979 |
|
SU865452A2 |
| Устройство для подачи технологической смазки на прокатные валки | 1975 |
|
SU532417A1 |
| Способ подачи смазки в очаг деформации | 1982 |
|
SU1066682A1 |
| Способ непрерывной прокатки полос | 1980 |
|
SU1044348A1 |
| Прокатный стан | 1987 |
|
SU1424884A1 |
| Прокатный стан | 1983 |
|
SU1135503A1 |
| СПОСОБ СМАЗКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2004 |
|
RU2364454C2 |
Изобретение относится к прокатному производству и может использоваться при горячей прокатке металла с применением жидких технологических смазок.
Известен способ подачи )йидкой смазки в ючаг деформаций при горячей прокатке путем нанесения ее на опорные валки в распыленном сжатым воздухом виде с помощью форсунок, автоматически обеспечивающих подачу смазки во время нахождения полосы в валках 1.
Недостатком известного способа является загрязнение окружающей среды в результате непопадания части распыленной смазки в очаг деформации, испарение ее и сгорания при попадании на полосу до очага деформации, а также непроизводительные ее расходы - по этим же причинам.
Цель изобретения - исключение загрязнения окружающей среды и сокращение расхода смазки.
Это достигается тем, что жидкой смазкой пропитывают носитель, который подают в очаг деформаций с прокатываемым металлом, причем в качестве носителя используют материал, ликвидирующийся при температуре деформации, например, в результате сгорания или испарения, в частности бумажную ленту.
Это обеспечивает предотвращение загрязнений парами и продуктами сгорания атмосферы цеха, попадания ее на оборудование и в сточную воду, подаваемую на стан для охлаждения валков, кроме того, сокращаются непроизводительные расходы смазки, предотвращается ее смыв с поверхности валков.
Для того, чтобы избыток смазки не отжимался при входе носителя в очаг деформации и не скапливался перед ним, смазку нанося-; на носитель равномерно, в количестве, не провыщающем возможной по условиям прокатки толщины масляной пленки в очаге деформации.
В качестве носителя могут быть использованы материалы (например бумажная лента), которые без остатка ликвидируются в очаге деформации и-на выходе из него под действием высоких температур и давлений прокатки.
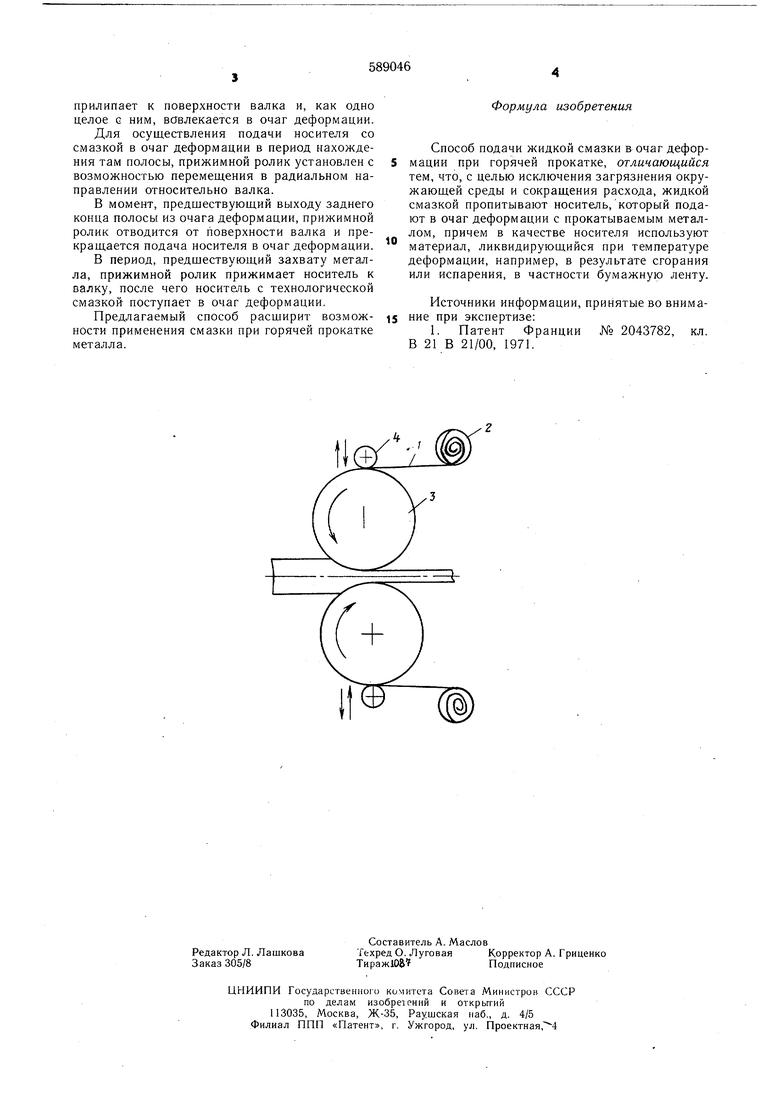
На чертеже схематически изображено устройство для осуществления предлагаемого способа.
Носитель 1 с нанесенной смазкой смотан в рулон 2 и установлен на оси, закрепленной в стойках станины прокатной клети. Прижатие носителя к поверхности валка 3 осуществляется прижимным роликом 4. При этом в результате действия сил адгезионного сцепления, носитель
прилипает к поверхности валка и, как одно целое G ним, вовлекается в очаг деформации.
Для осуществления подачи носителя со смазкой в очаг деформации в период нахождения там полосы, прижимной ролик установлен с возможностью перемещения в радиальном направлении относительно валка.
В момент, предществующий выходу заднего конца полосы из очага деформации, прижимной ролик отводится от поверхности валка и прекращается подача носителя в очаг деформации.
В период, предшествующий захвату металла, прижимной ролик прижимает носитель к валку, после чего носитель с технологической смазкой поступает в очаг деформации.
Предлагаемый способ расщирит возможности применения смазки при горячей прокатке металла.
Формула изобретения
Способ подачи жидкой смазки в очаг деформации при горячей прокатке, отличающийся тем, что, с целью исключения загрязнения окружающей среды и сокращения расхода, жидкой смазкой пропитывают носитель,который подают в очаг деформации с прокатываемым металлом, причем в качестве носителя используют материал, ликвидирующийся при температуре деформации, например, в результате сгорания или испарения, в частности бумажную ленту.
Источники информации, принятые во внима15 ние при экспертизе:
