Изобретение относится к сварке металлов неплавящимся электродом в среде инертных газов и может быть использовано в машиностроительной промышленности преимущественно при изготовлении толстостенных (более 10 мм) конструкций из алюминиевых сплавов.
В настоящее время сварку в среде инертных газов неплавящимся электродом постоянным током прямой полярности, в том числе алюминиевых сплавов в среде гелия, выполняют вольфрамовым электродом, рабочий конец которого имеет преимущественно форму правильного конуса, ось которого совпадает с геометрической осью электрода. В силу этого обеспечивается осесимметричное распределение дугового разряда и его теплового потока 1.
Поскольку указанные электроды в силу геометрической симметрии обуславливает симметричное распределение дугового разряда и его теплового нотока, в хвостовой и головной частях сварочной ванны возникает неравноценность теплопередачи, возрастающая с увеличением скорости сварки и толщины мета.лла.
При сварке относительно небольших толщин алюминиевых сплавов (10 мм и менее) эти обстоятельства не оказывают отрицательного влияния на стабильность процесса и свойства сварных соединений. Однако с увеличением
ТОЛП1ИНЫ металла неравноценность теплопередачи становится настолько существенной, что нарушается стабильность плавления металла у переднего фронта сварочной ванны и всего процесса сварки. Так, при сварке алюминиевых сплавов в среде гелия, поскольку процесс ведется с опусканием электрода ниже уровня основного металла, эта нестабильность приводит к периодическим коротким замыканиям между электродом и нерасплавивщимся металлом у переднего фронта сварочной ванны.
Для обеспечения более стабильного плавления металла у переднего фронта сварочной ванны за счет более интенсивного ввода тепла в эту зону верщина конической рабочей части электрода смешена относительно его оси. При сварке электрод устанавливают так, что коническая часть его смещена вперед по направлению сварки.
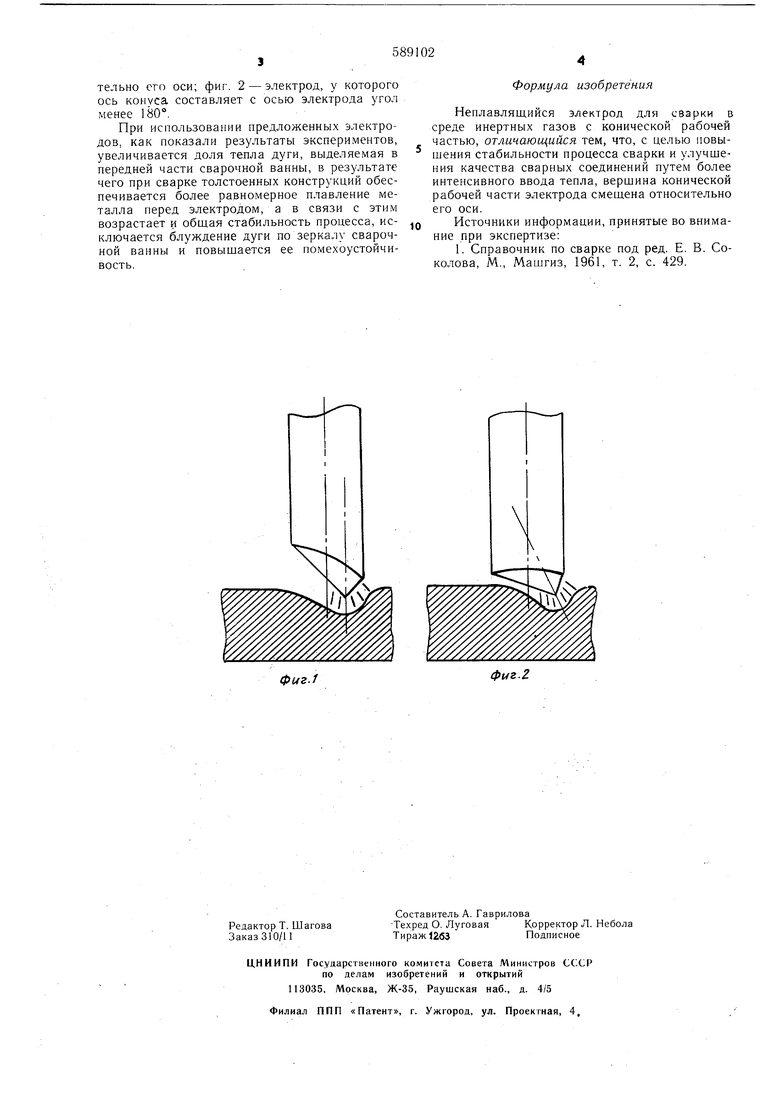
Такое смещение, например, может быть выполнено за счет того, что ось конической рабочей части электрода параллельно смещена относительно его оси или же составляет с ней угол менее 180°.
На фиг. 1 показан электрод с параллельным с.мещением конической рабочей части относительно его оси; фиг. 2 - электрод, у которого ось конуса составляет с осью электрода угол менее 180°.
При использовании предложенных электродов, как показали результаты экспериментов, увеличивается доля тепла дуги, выделяемая в передней части сварочной ванны, в результате чего при сварке толстоенных конструкций обеспечивается более равномерное плавление металла перед электродом, а в связи с этим возрастает и общая стабильность процесса, исключается блуждение дуги по зеркалу сварочной ванны и повышается ее помехоустойчивость.
Формула изобретения
Неплавлящийся электрод для сварки в среде инертных газов с конической рабочей частью, отличающийся тем, что, с целью повышения стабильности процесса сварки и улучшения качества сварных соединений путем более интенсивного ввода тепла, вершина конической рабочей части электрода смешена относительно его оси.
Источники информации, принятые во внимание гфи экспертизе:
1. Справочник по сварке под ред. Е. В. Соколова, М., Машгиз, 1961, т. 2, с. 429.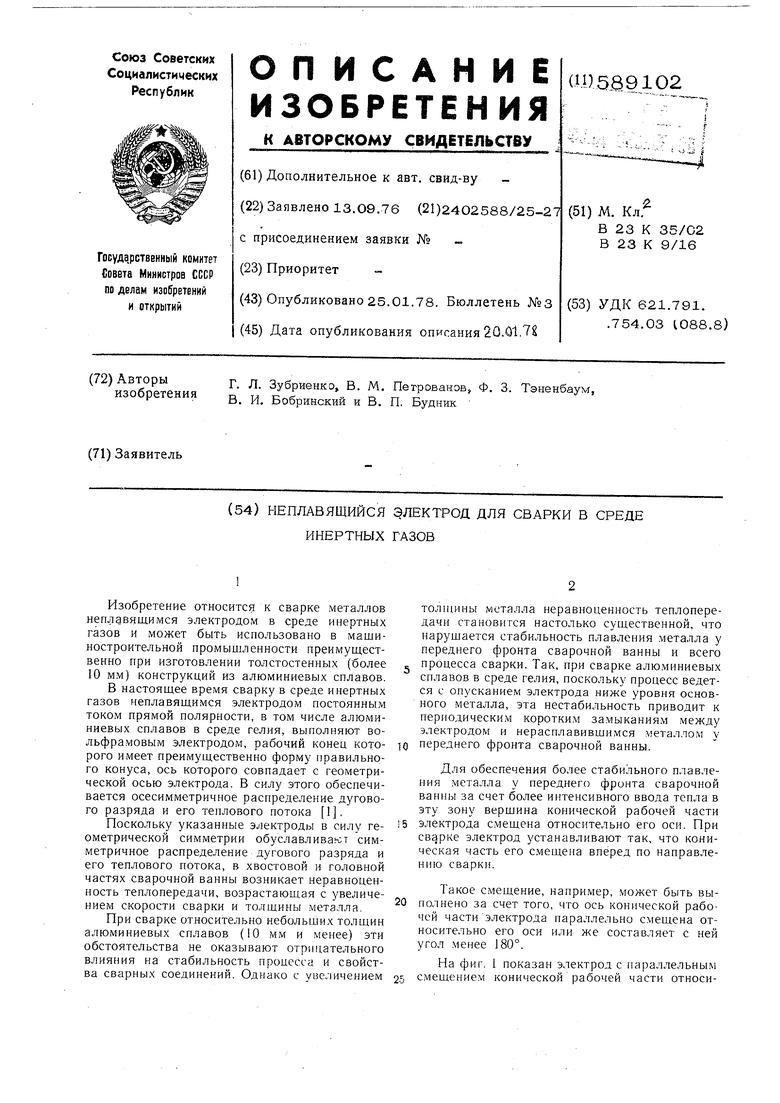
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2520881C1 |
| Способ дуговой сварки | 1988 |
|
SU1574390A1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ СВАРКИ ПОГРУЖЕННОЙ ДУГОЙ | 2004 |
|
RU2281193C2 |
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИНЕРТНОМ ГАЗЕ | 2007 |
|
RU2373033C2 |
| Способ дуговой сварки коллекторных крышек теплообменников с паяным пакетом | 1988 |
|
SU1671427A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2232072C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
