1
Изобретение относится к области машиностроения и может быть использовано при окончательной обработке высокоточных отверстий.
По основному авт. св. №457585 известен притир для обработки отверстий, содержащий разрезную рубашку, расширяемую конической оправкой и снабженную пазами, в которых закреплены подводочные бруски. Разжимная рубашка выполнена равностенной, а пазы с переменной глубиной обеспечивают постоянство инерции поперечного сечения.
Однако притир известной конструкции при обработке высокоточных прерывистых отверстий за счет разной продолжительности контакта точек режущих элементов с поверхностью обрабатываемой детали (в местах выреза, вырыва, канавки и т.п.) изменяет свой профиль и воссоздает его на детали, что исключает возможность обработки прерывистых отверстий с высокой точностью.
Целью изобретения является получение высокоточных прерывистых отверстий .
Эта цель достигается тем, что поверхность доводочных брусков притира
выполнена в виде трехзаходного червяка.
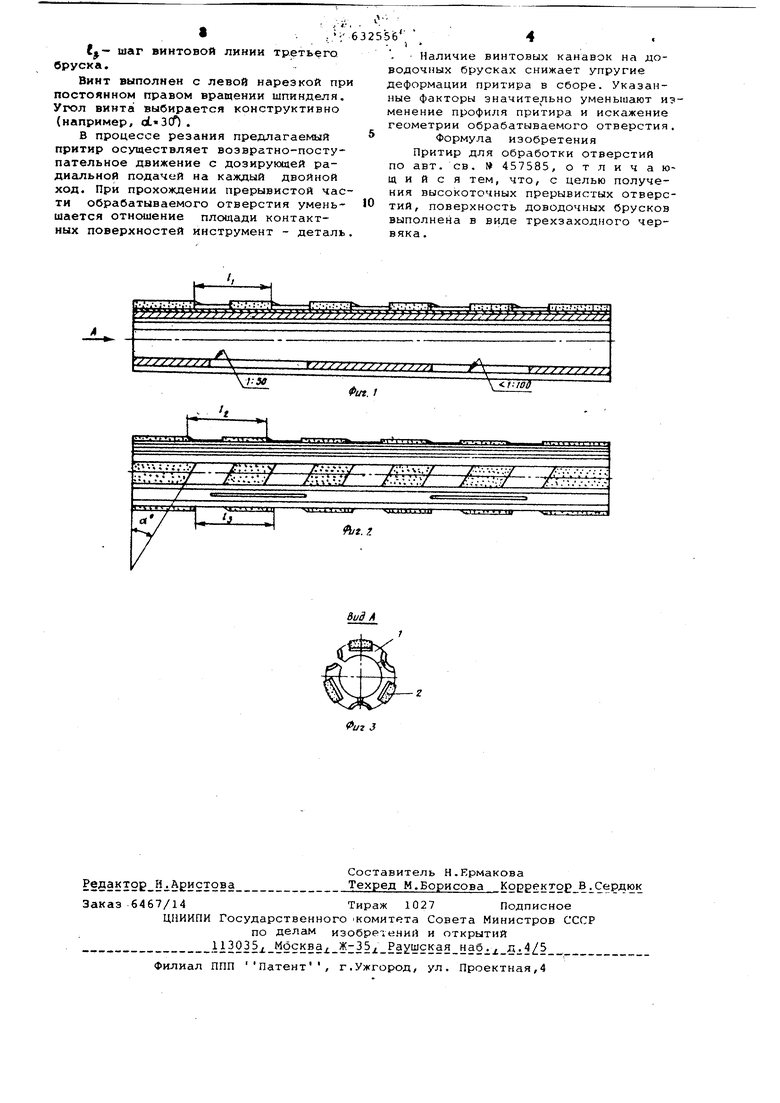
На фиг. 1 изображен притир, продольный разрез; на фиг. 2 - конструктивное выполнение винтовой линии; на фиг. 3 - вид по стрелке А на фиг.1 Притир состоит из разжимной рубашки 1 , в продольных пазах которой закреплены доводочные бруски 2. Рубашка притира выполнена с внутренней и наружной коническими поверхностями с одинаковой конусностью (например, конус - 1:50, уклон - 1:100). Продольные пазы в разжимной рубашке для размещения хонинговальных брусков выполнены с переменной глубиной, обеспечивающей постоянство момента инерции поперечного сечения. Поверхность доводочных брусков притира выполнена, например, в виде трехзаходного червяка, при этом количество заходов червяка соответствует требуемому количеству брусков с выбранным uiaroM винтовой линии.Шаг винтовой линии выполнен одинаковым на каждом из цбводочных брусков,т.e. -и, где { - шаг винтовой линии первого бруска;
ti- шаг винтовой линии второго бруска t. Vi f.- шаг винтовой линии третьего бруска. Винт выполнен с левой нарезкой при постоянном правом вращении шпинделя. Угол винта выбирается конструктивно (например, aL«3Cf) . В процессе резания предлагаемый притир осуществляет возвратно-поступательное движение с дозирующей радиальной подачей на каждый двойной ход. При прохождении прерывистой час ти обрабатываемого отверстия уменьшается отношение площади контактных поверхностей инструмент - деталь 6 Наличие винтовых канавок на доводочных брусках снижает упругие деформации притира в сборе. Указанные факторы значительно уменьшают изменение профиля притира и искажение геометрии обрабатываемого отверстия. Формула изобретения Притир для обработки отверстий по авт. св. 457585, отличающийся тем, что, с целью получения высокоточных прерывистых отверстий, поверхность доводочных брусков выполнена в виде трехзаходного червяка .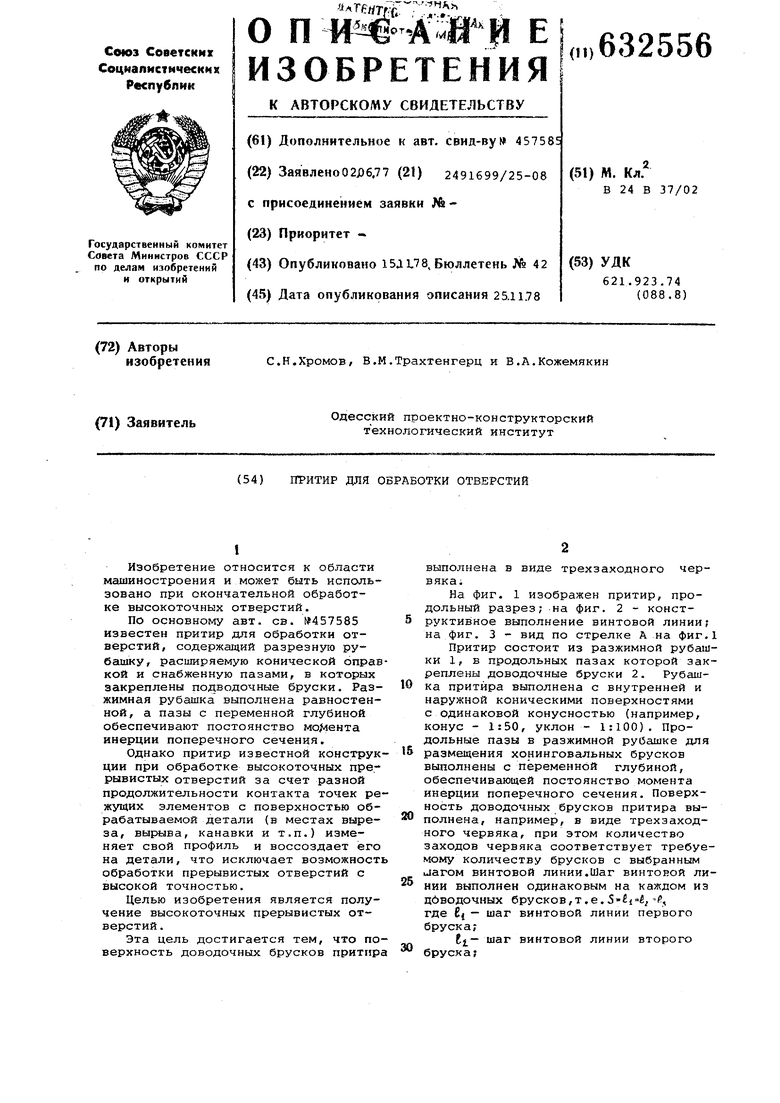
| название | год | авторы | номер документа |
|---|---|---|---|
| Притир для обработки отверстий | 1973 |
|
SU457585A1 |
| Притир для обработки отверстий | 1976 |
|
SU589110A1 |
| Притир для обработки отверстий | 1980 |
|
SU944892A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2039637C1 |
| Инструмент для доводки отверстий | 1982 |
|
SU1034881A2 |
| Способ доводки отверстий | 1987 |
|
SU1509236A1 |
| Притир для доводки отверстий | 1979 |
|
SU941166A1 |
| Притир для доводки отверстий | 1984 |
|
SU1248774A1 |
| Притир для доводки отверстий | 1983 |
|
SU1183353A1 |
| ХОН ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2000 |
|
RU2197369C2 |
ТУ
/У/ /rixV-y /Г/::/ ./:
/:л;у,/ ;;лУ-у т:
