Обычно при сварке неповоротных или монтажных стыков трубопроводов средних и больших диаметров (от 700 до 2500 мм) имеется участок шва, так называемый пото.ючный, который выполняется сварщиками высокой квалификации-„потолочниками ; все же, несмотря на это, большинство потолочных стыков имеют .дефекты, являясь очагом аварий водо-и паропроводов.
При расчете потЬлочного шва (там, где его нельзя избежать) допускаемое напряжение принимается 0,6-0,7 допускаемого напряжения шва, выполненного в горизонтальном и вертикальном положении.
Как правило, при разработке, технологического процесса или проекта организации работ принимают выполнение швов в горизонтальном и вертикальном положении, избегая потолочного.
Трубопроводы и паропроводы, кроме трудности выполнения потолочного шва, в большинстве случаев находятся в очень неудобных и тесных местах, что еще более затрудняет сварку (потолочную). Как пример, можно привести водовод, находяшийся в траншее; в этом случае для сварки выкапывается приямок; ясно, что в приямке производить сварку, да
еш,е потолочную, очень неудобно. Все это ухудшает качество шва.
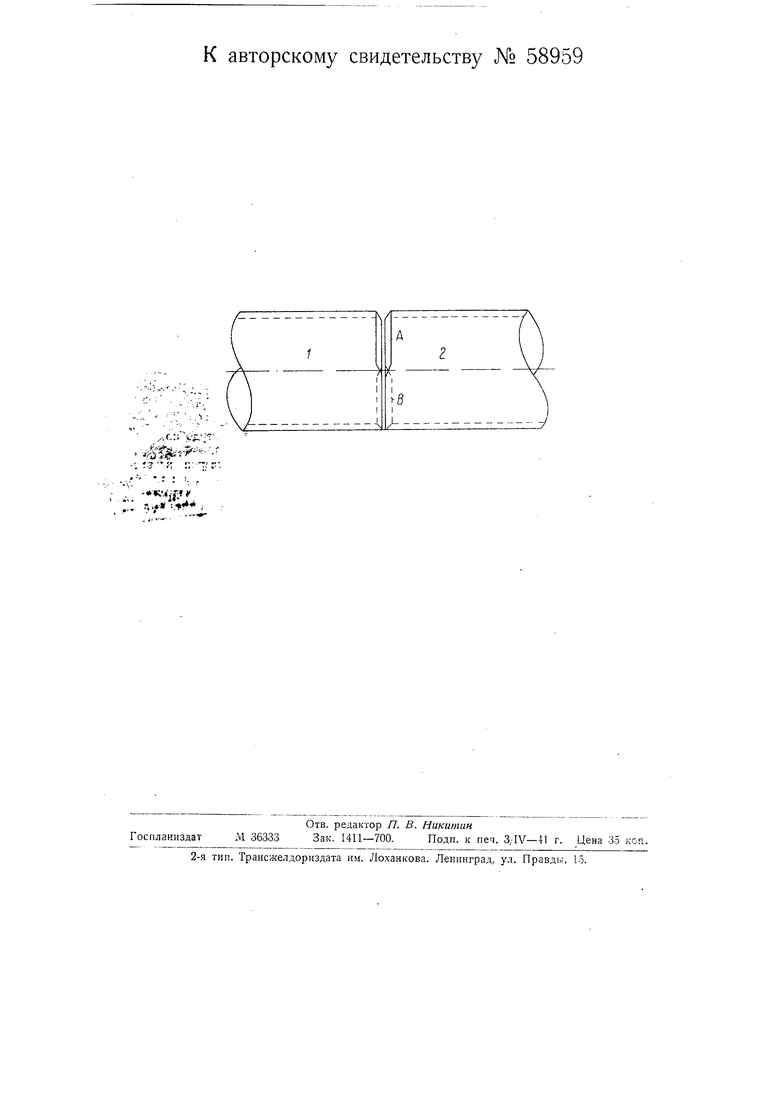
Предлагаемый способ сварки неповоротных монтажных стыков без потолка заключается в следующем (см. чертеж).
Разделка стыка между деталями 1 и 2 и сварка части А стыка производится в верхней полуокружности с наружной стороны трубы, а разделка и сварка части В стыка производится в нижней полуокружности внутри трубы.
Таким образом, этот способ разделки стыка позволяет избежать весьма трудной потолочной сварки основного шва, а также избежать весьма трудной съемки фасок в потолочном положении.
Предлагаемый способ сварки неповоротных стыков устраняет потолочные швы и тем самым приводит к повышению надежности трубопроводов.
Предмет изобретения.
Способ дуговой сварки труб большого диаметра (порядка 700 мм и более), отличающийся тем, что, с целью избежания потолочных швов, подготовку шва и сварку нижней половины трубы производят внутри трубы, а верхней половины трубы -обычным способом снаружи трубы.
, K:4Jfflf
::: ..
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ УСТОЙЧИВОСТЬЮ СВАРОЧНОЙ ВАННЫ | 2020 |
|
RU2763068C2 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1996 |
|
RU2105646C1 |
| Способ автоматической сварки кольцевых неповоротных стыков труб | 1987 |
|
SU1433704A1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ СО СКВОЗНЫМ ПРОПЛАВЛЕНИЕМ | 1988 |
|
SU1582479A1 |
| Способ автоматической дуговой сварки неповоротных стыков труб | 1985 |
|
SU1278166A1 |
| Способ получения присадочного выступа на кромках стыкового соединения деталей под сварку | 1989 |
|
SU1706798A1 |
| Способ сварки неповоротныхСТыКОВ ТРуб | 1978 |
|
SU795826A1 |