(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК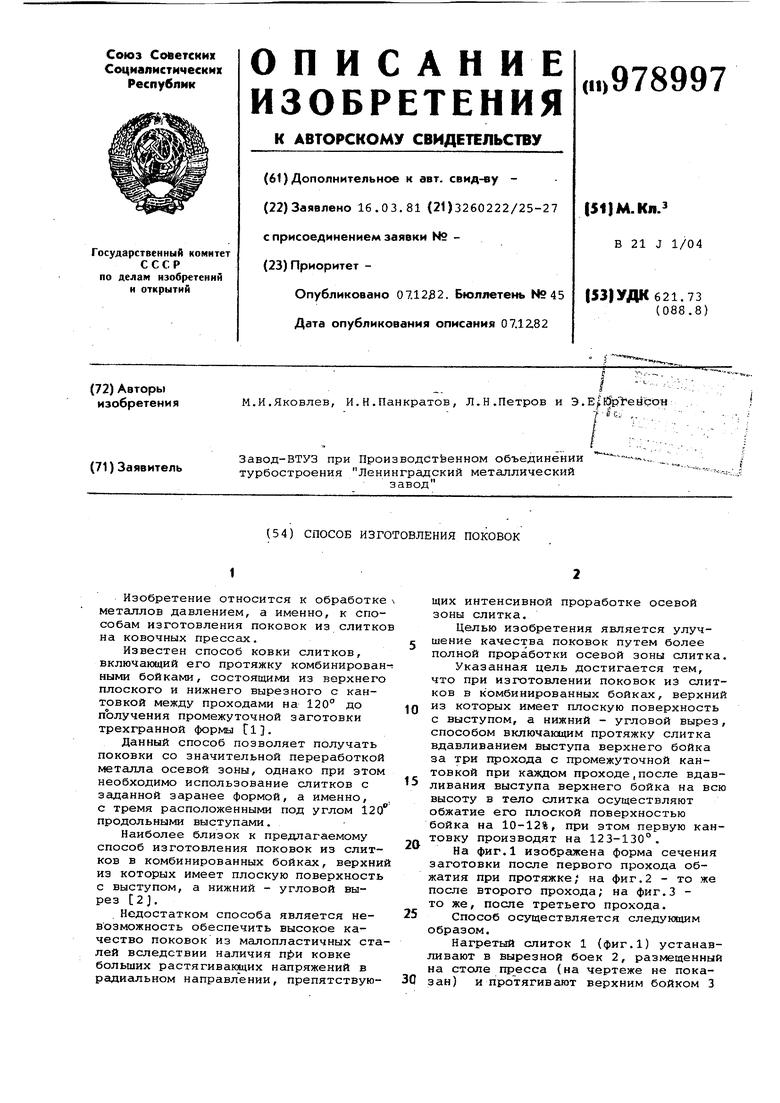
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| Способ ковки слитков | 1978 |
|
SU667307A1 |
| Способ ковки слитков в комбинированных бойках | 1979 |
|
SU863115A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| Способ изготовления поковок круглого сечения | 1982 |
|
SU1142203A1 |
| Способ изготовления валов | 1983 |
|
SU1207604A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
Изобретение относится к обработке металлов давлением, а именно, к способам изготовления поковок из слитков на ковочных прессах.
Известен способ ковки слитков, включающий его протяжку комбинирован-; ными бойками, состоящими из верхнего плоского и нижнего вырезного с кантовкой между проходами на 120° до получения промежуточной заготовки трехгранной формы Cl.
Данный способ позволяет получать поковки со значительной переработкой металла осевой зоны, однако при этом необходимо использование слитков с заданной заранее формой, а именно, с тремя расположенными под углом 120 продольными выступами.
Наиболее близок к предлагаемому способ изготовления поковок из слитков в комбинированных бойках, верхний из которых имеет плоскую поверхность с выступом, а нижний - угловой вырез 2.
Недостатком способа является невозможность обеспечить высокое качество поковок из малопластичных сталей вследствии наличия ковке больших растягивающих напряжений в радиальном направлении, препятствующих интенсивной проработке осевой зоны слитка.
Целью изобретения является улучшение качества поковок путем более полной проработки осевой зоны слитка.
Указанная цель достигается тем, что при изготовлении поковок иЭ слитков в Комбинированных бойках, верхний из которых имеет плоскую поверхность
10 с выступом, а нижний - угловой вырез, способом включающим протяжку слитка вдавливанием выступа верхнего бойка за три прохода с промежуточной кантовкой при каждом проходе,после вдав15ливания выступа верхнего бойка на всю высоту в тело слитка осуществляют обжатие его плоской поверхностью бойка на 10-12%, при этом первую кантовку производят на 123-130°.
20
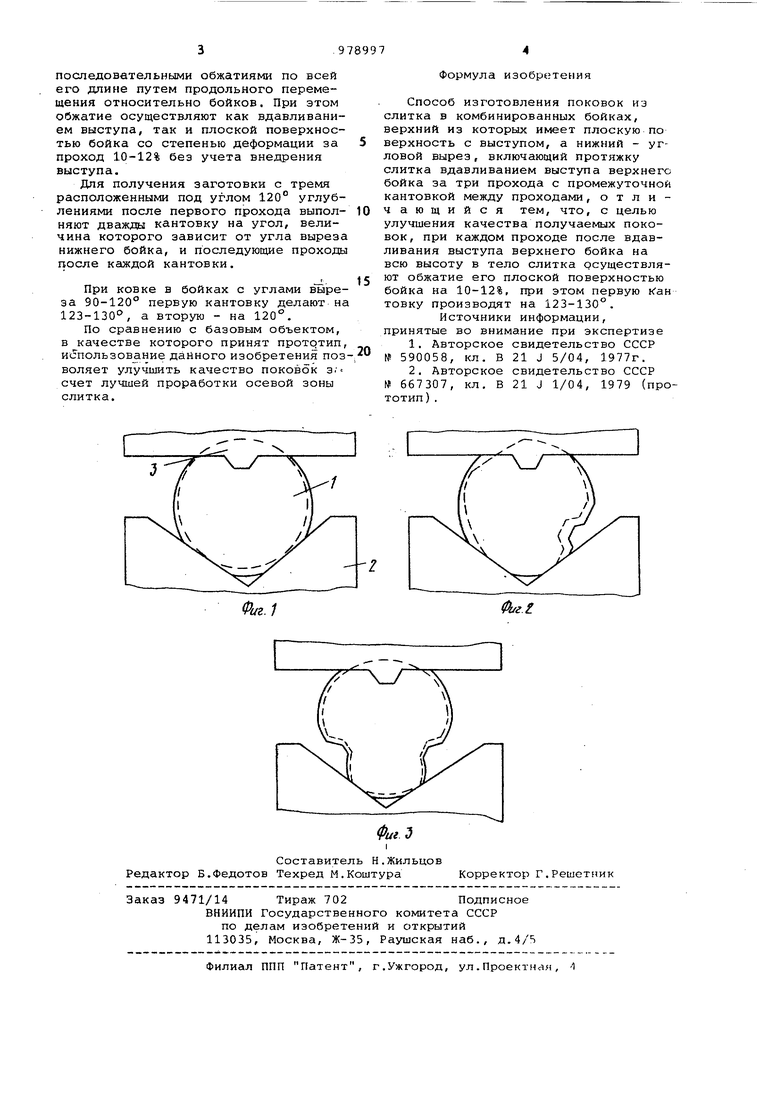
На фиг.1 изображена форма сечения заготовки после первого прохода обжатия при протяжке; на фиг.2 - то же после второго прохода; на фиг.З то же, после третьего прохода.
25
Способ осуществляется следующим образом.
Нагретый слиток 1 (фиг.1) устанавливают в вырезной боек 2, размещенный на столе пресса (на чертеже не показан) и протягивают верхним бойком 3
