Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-прессовых цехах при производстве крупных прессовых поковок на автоматизированных ковочных комплексах (АКК), управляемых от ЭВМ.
Цель изобретения - повышение производительности за счет обеспечения автоматического режима ковки при сохранении качества поковок.
Способ выполняют следующим образом.
Исходную заготовку круглого сечения (слиток после биллетировки или осадки) протягивают в верхнем плоском и нижнем вырезном с углом выреза 135° бойках. Протяжку выполняют кольцами за 8 обжатий по периметру. После этого выполняют подачу, кантуют заготовку на угол 45° для выполнения первого обжатия во втором кольце и повторяют 8 обжатий. При этом первые три обжатия выполняют с кантовкой на угол 90° в одном направлении, четвертое и пятое обжатия выполняют с кантовкой на угол 135 и 90° соответственно, в первоначальном направлении, шестое и седьмое - с кантовкой на угол 135° в обратном направлении, восьмое обжатие - с кантовкой на угол 90° в первоначальном направлении
Величину первого и второго обжатий выполняют равной, соответственно, 0,6 и 0,8 величины остальных обжатий.
О
сл ел о
со
На последних переходах заготовку протягивают в комбинированных бойках с углом выреза 110° по той же схеме. При этом первые три кантовки выполняют на угол 90° в одном направлении, четвертое обжатие выполняют с кантовкой на угол 45° в обратную сторону, пятое обжатие - с кантовкой на угол 135° в первоначальном направлении, шестое обжатие - с кантовкой на угол 45° в обратном направлении, седьмое и восьмое обжатия - с кантовкой на угол 90° в первоначальном направлении. Величину первого и второго обжатий выполняют равной соответственно 0,6 и 0,8 величины остальных обжатий,
Пример. Изготавливали поковку типа вала из стали 35ХНЗМФА, диаметром 480 мм и длиной 7900 мм. Заготовка имеет диаметр 890 мм и длину 2300 мм.
Протягивали заготовку в два прохода, сначала протягивали в вырезных бойках с углом выреза 135°, а второй проход - с углом выреза 110°. Ширина бойков - 600 мм.
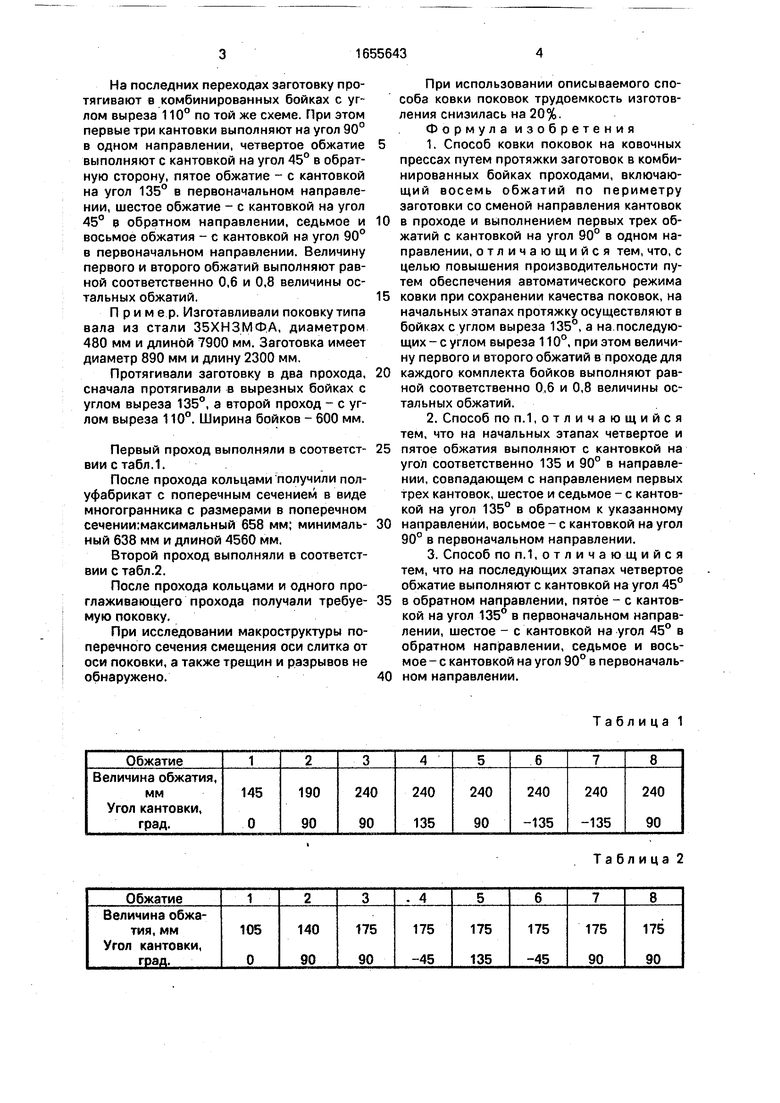
Первый проход выполняли в соответствии с табл.1.
После прохода кольцами получили полуфабрикат с поперечным сечением в виде многогранника с размерами в поперечном сечении:максимальный 658 мм; минимальный 638 мм и длиной 4560 мм.
Второй проход выполняли в соответствии с табл.2.
После прохода кольцами и одного проглаживающего прохода получали требуемую поковку.
При исследовании макроструктуры поперечного сечения смещения оси слитка от оси поковки, а также трещин и разрывов не обнаружено.
0
5
0
5
0
5
0
При использовании описываемого способа ковки поковок трудоемкость изготовления снизилась на 20%.
Формула изобретения
1.Способ ковки поковок на ковочных прессах путем протяжки заготовок в комбинированных бойках проходами, включающий восемь обжатий по периметру заготовки со сменой направления кантовок в проходе и выполнением первых трех обжатий с кантовкой на угол 90° в одном направлении, отличающийся тем, что, с целью повышения производительности путем обеспечения автоматического режима ковки при сохранении качества поковок, на начальных этапах протяжку осуществляют в бойках с углом выреза 135°, а на последующих - с углом выреза 110°, при этом величину первого и второго обжатий в проходе для каждого комплекта бойков выполняют равной соответственно 0,6 и 0,8 величины остальных обжатий.
2.Способ поп.1,отлича ющийся тем, что на начальных этапах четвертое и пятое обжатия выполняют с кантовкой на угол соответственно 135 и 90° в направлении, совпадающем с направлением первых трех кантовок, шестое и седьмое - с кантовкой на угол 135° в обратном к указанному направлении, восьмое - с кантовкой на угол 90° в первоначальном направлении.
3.Способ по п. 1,отличающийся тем, что на последующих этапах четвертое обжатие выполняют с кантовкой на угол 45° в обратном направлении, пятое - с кантовкой на угол 135 в первоначальном направлении, шестое - с кантовкой на угол 45° в обратном направлении, седьмое и восьмое - с кантовкой на угол 90° в первоначальном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки-протяжки | 1988 |
|
SU1620195A1 |
| Способ ковки полых поковок и устройство для его осуществления | 1989 |
|
SU1625574A1 |
| Способ изготовления полой поковки с криволинейной осью | 1985 |
|
SU1382563A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Способ изготовления полых конических поковок | 1986 |
|
SU1470414A1 |
| Способ получения заготовок дисков | 1988 |
|
SU1608008A1 |
| Способ ковки поковок типа кубиков | 1987 |
|
SU1442318A1 |
| Способ ковки прокатных валков в режиме упрочнение-регламентированная пауза-разупрочнение | 1986 |
|
SU1468635A1 |
| Способ получения заготовок | 1988 |
|
SU1724411A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве крупных поковок. Цель изобретения - повышение производительности за счет обеспечения автоматического режима ковки при сохранении качества поковок. Протяжку исходного слитка осуществляют в комбинированных бойках Протяжку осуществляют проходами по 8 обжатий по периметру со сменой направления кантовок. Первые три обжатия выполняют с кантовкой на угол 90° в одном направлении При ковке в бойках с углом выреза 135° четвертое и пятое обжатия выполняют с кан товкой на угол 135 и 90° соответственно в первоначальном направлении. Шестое и седьмое обжатия выполняют с кантовкой на угол 135° в обратном направлении, восьмое - с кантовкой нд угол 90° в первоначаль ном направлении Для бойков с углом выреза 110° четвертое обжатие выполняют с кантовкой на угол -15° в обратном направлении, пятое - с кантовкой на угол 135° в первоначальном направлении, шестое - с кантовкой на угол 45° в обратном направлении, седьмое и восьмое - с кантовкой на угол 90° в первоначальном направлении Такой режим ковки дает возможность деформировать заготовки в автоматическом режиме на автоматизированных ковочных комплексах. 2 з.п. ф-лы, 2 табл. г е
Таблица 1
| СПОСОБ ПРОТЯЖКИ КРУПНЫХ слитков | 0 |
|
SU248463A1 |
