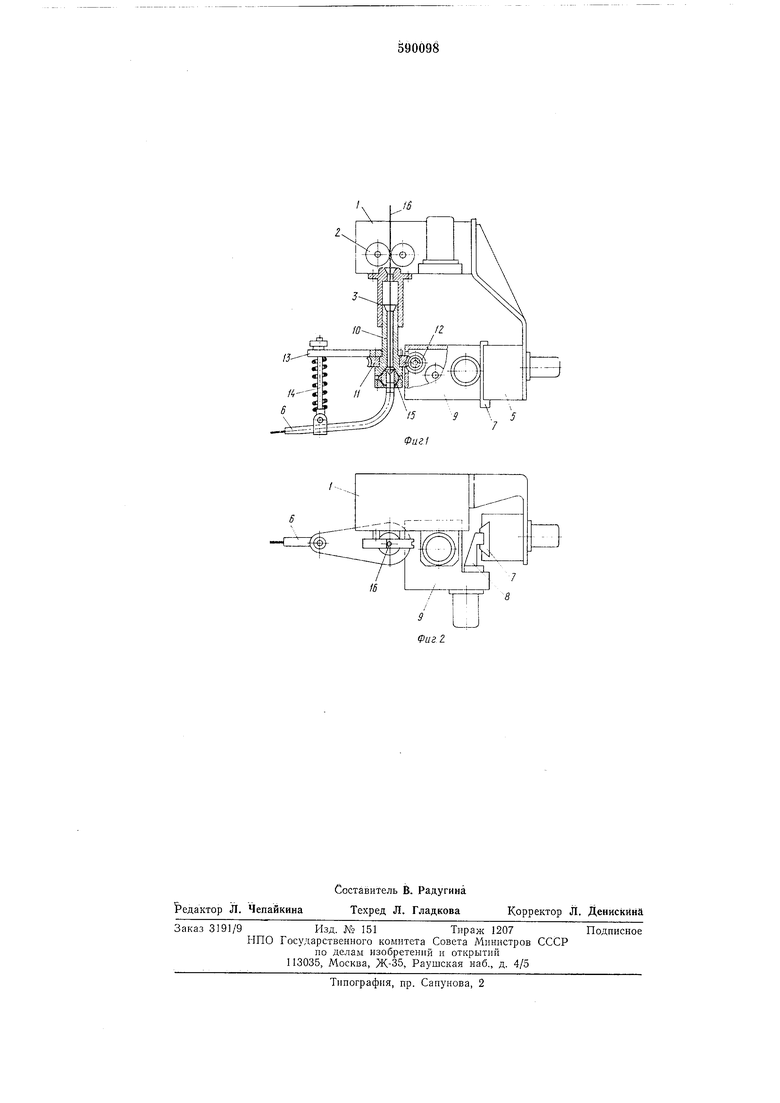
Полый стержень 10 уетановлен в направляющую втулку 3. На стержне 10 смонтировано червячное колесо 11, сопряженное с червяком 12 механизма 9. На червячном колесе 11 установлена поворотная плита 13 с закрепленным через шток 14 наконечником 6. Со стержнем 10 при помощи щарового шарнира 15 соединен наконечник 6, через который направляется в зону сварки присадочная проволока. Размещение указанных механизмов таково, что подающие ролики 2, направляющая втулка 3, стержень 10, шаровой щарнир 15, наконечник 6 лежат на одной общей оси 16 таким образом, что тракт проволоки проходит через общую ось 16 и не изменяется при изменяющемся в процессе сварки положении конца наконечника 6. Относительно оси 16 стержень 10 установлен с возможностью перемещения, как в подшипнике скольжения, в направляющей втулке 3 от механизма 5 перемещения наконечника по высоте, причем относительно этой же оси 16 может поворачиваться плита 13 с наконечником 6 от механизма 9 перемещения наконечника по стыку.
Описанное устройство работает следующим образом.
Присадочная проволока заправляется в подающие ролики 2 механизма 1 подачи присадочной проволоки. Далее присадочная проволока проходит через направляющую втулку 3, стержень 10, шаровой щарнир 15, иаконечник 6 и поступает в зону сварки. В случае, если конец наконечника 6 необходимо настроить выще - ниже, тот от привода механизма 5 при помощи направляющей 7 вместе с механизмом 9 перемещения наконечника по стыку, наконечник 6 будет перемещаться вверх - вниз. Стержень 10 перемещается в направляющей втулке 3 на величину хода конца наконечника 6, присадочная проволока при этом подается в зону сварки относительно иеремещающегося стержня 10 и наконечника 6. В случае, если необходима еще и одновременная постройка наконечника 6 поперек стыка от механизма 9 через червяк 12, поворачивается червячное колесо 11 вместе с поворотной плитой 13 через шток 14, который соединен с наконечником 6. При одновременной настройке проволоки по высоте и по стыку относительно перемещающегося вверх - вниз стержня 10 наконечник 6 поворачивается относительно шарового щарнира 15. Таким
ооразом при сложном изменяющемся в процессе сварки положении конца иаконечиика 6 тракт присадочной проволоки остается постоянным.
Предлагаемое конструктивное рещение исключает перегибы и заедания проволоки в тракте прохождения ее от подающих роликов до зоны сварки, улучшая качество сварных соединений за счет равиомерности подачи
проволоки, а также дает возможность использовать данное устройство в естественных условиях при сварке изнутри деталей небольших диаметров и в камерах для электроннолучевой и других видах сварки. Экоиомия
времени из расчета на один свариваемый стык при одновременной настройке проволоки по высоте и по стыку составит от 5 до 15 минут.
Формула изобретения
Устройство для подачи присадочной проволоки нри автоматической сварке плавлением, содержащее механизм подачи присадочной проволоки, направляющую втулку, жестко закрепленную на корпусе вышеупомянутого механизма, накоиечник, шарнирно связанный с направляющей втулкой и механизм перемещения наконечника по высоте стыка, отличающееся тем, что, с целью повыщения
точности настройки на щов иутем обеспечения возможности одновременной корректировки положения наконечника поперек и по высоте стыка в процессе сварки оно снабжено механизмом перемещения наконечника поперек
стыка, содержащим полый стержень, установленный внутри наиравляющей втулки на скользящей посадке, направляющую, закрепленную на корпусе механизма иодачи присадочной проволоки при помощи кронщтейна, и
червячную передачу с самостоятельным приводом, связывающую полый стержеиь с направляющей и установленную на уиомяиутом кронщтейне, а на полом стержне смонтирована нлита, связанная с наконечником подпружииенным штоком.
Источники информации, принятые во внимание при экспертизе
1.Каталог - справочник. Сварочное оборудование, ч. 1, Киев, «Наукова Думка, 1968,
с. 372 и 374.
2.Патент США N° 3594534, кл. 219-125, 1971.
Фаг
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи присадочной прово-лОКи пРи АВТОМАТичЕСКОй CBAPKE плАВлЕНиЕМ | 1979 |
|
SU841848A1 |
| Устройство для подачи сварочной проволоки при автоматической сварке плавлением | 1979 |
|
SU854638A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для автоматической дуговой сварки поворотных стыков труб | 1976 |
|
SU749600A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ ПРИ АВТОМАТИЧЕСКОЙ СВАРКЕ ПЛАВЛЕНИЕМ | 1991 |
|
RU2027563C1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ МНОГОДУГОВОЙСВАРКИ | 1968 |
|
SU221873A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ | 1972 |
|
SU341618A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| Универсальная машина для испытания материалов и инженерных конструкций | 1930 |
|
SU37896A1 |