Известна установка для электроннолучевой сварки, содержащая электронный сварочный излучатель, механизм подачи нрисадочного материала, горизонтальную цилиндрическую вакуумную камеру с торцевой крышкой в виде фланца, установленного на подвижной каретке с возможностью перемещения вдоль оси цилиндрической вакуумной камеры и снабженного механизмами перемещения свариваемого изделия. Такая установка не обеспечивает возможность регулнрования наиравлепия подачи присадочного материала и угла наклона оси электронного пучка к поверхности свариваемого изделия, в связи с чем огра-ничиваются возможности повышения качества сварного соединения.
В предлагаемой установке эти недостатки устраняются благодаря тому, что горизонтальная цилиндрическая вакуумная камера содержит две поворотные секции, на одной из которых установлен электронный сварочный излучатель, а на другой - механизм подачи присадочного материала.
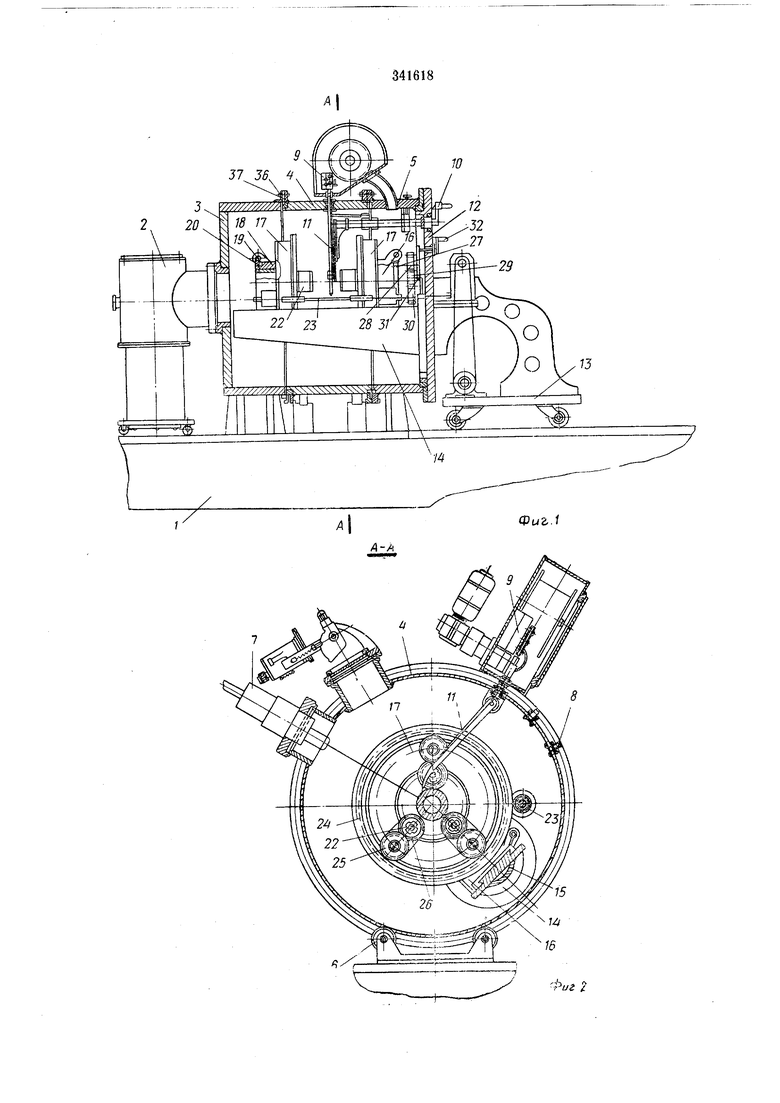
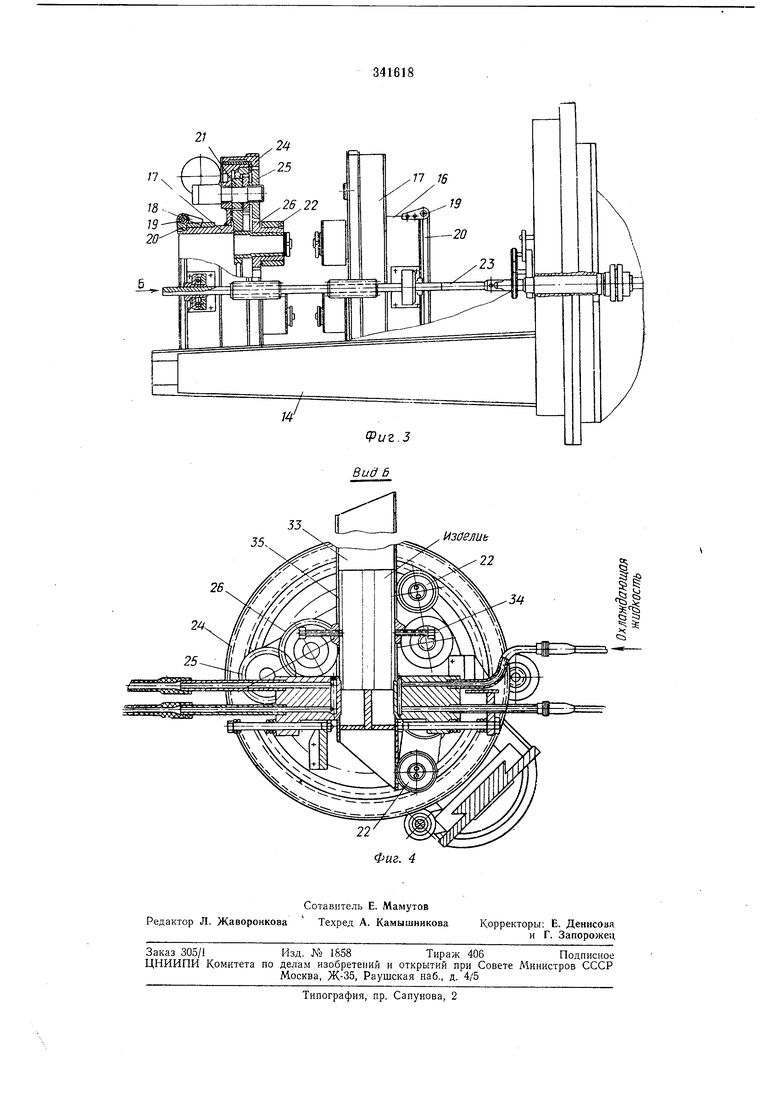
На станине / смонтирован высоковакуумый насос 2, соединенный с горизонтальной цилиндрической вакуумной камерой, содержащей неподвижную часть (секция 3) и две поворотные секции 4 и 5, опирающиеся на онорно-поворотные ролики 6. На секции 4 установлен электронный сварочный излучатель 7, а в стенке секции выполнены вакуумные вводы 8 для подачи нрисадочного материала в камеру; на секции 5 - механизм 9 подачи присадочного материала и устройство 10 для регулирования угла между мундщтуком // и осью электронного сварочного нзлучателя. Устройство 10 соединено с торцевой крыщкой J2 камеры, выполненной в виде фланца, установленного на подвижной каретке 13, которая может неремещаться но станине. Фланец снабжен кронщтейном 14 с направляющей 15, но которой перемещаются стойки 16 с «центраторами /7. Цапфы 18 служат для установки центраторов, а червяк 19 и червячное колесо 20 обеспечивают вращение их. Центраторы снабжены рычагами 21 с роликами 22, вращение которых обеспечивается от приводиого вала 23 через зубчатое колесо 24 и шестерни 25 и 26. Винтовой вал 27 обеспечивает продольное возвратно-постунательное перемещение центраторов. Вал 27 соединен с валом 23 через шестерни 28, 29, 30 и реверс 31 с рукояткой 32.
Установочный стол 33 с крепежными болтами 34 и зубчатой рейкой 35 используют при сварке изделий сложной конфигурации. В этом случае обеспечивают зацепление зубчатой рейки с шестерней 26.
Подвижную секцию и неподвижную часть вакуумной камеры соединяют с помоодью соединительных болтов 36 и вакуумплотных прокладок 37.
Установка работает следующим образом. Перед сваркой центраторы выводят из вакуумной камеры, для чего отвинчивают болты 36 и перемещают каретку 13 с крыщкой 12.
Если предполагается сварка тел вращения, то включают реверс и приводят во вращение вал 27, который отводит правый центратор в крайнее положение при застопоренном левом центраторе. Затем раздвигают рычаги 21, в пространство между роликами 22 устанавливают заготовки и фиксируют.
Обратным переключением реверса правый центратор перемещают в исходное положение до установки необходимого зазора между свариваемыми заготовками.
Электронный сварочный излучатель устанавливают под нужным углом, для чего секции 5 и 4 разъединяют и, вращая ролики 6, поворачивают секции 4 и 5 на требуемый угол. Мундщтуки 11 вставляют в соответствующий вакуумный ввод 8, обеспечивая требуемый угол между мундщтуками и осью излучателя. Затем подвижные и неподвижную секции состыковывают, предварительно отстопорив левый центратор. С помощью вала 27 перемещают центраторы с заготовками до совмещения плоскости стыка с оптической осью электронного сварочного излучателя. С помощью насоса обеспечивают вакуумирование в камере, включают излучатель с одновременным поворотом свариваемого изделия и подачей присадочного материала. Поворот свариваемого изделия при сварке осуществляют с помощью вала 23, вращение которого обеспечивает вращение роликов 22 через колесо 24 и шестерни 25 и 26.
После окончания сварки выключают излучатель, производят разгерметизацию камеры, отсоединяют крышку 12, отводят каретку 13 вправо вплоть до выхода центраторов из камеры и разжимают изделие.
При сварке изделий сложной конфигурации их закрепляют иначе, а именно; рычаги 21 одного из центраторов отводят в такое положепие, чтобы рейка 55 стола 33 вошла в зацепление с шестерней 26, а пара роликов 22 (фиг. 4) была плотно прижата к другой стороне стола. Изделие фиксируют болтами. Продольное возвратно-поступательное перемещение стола осуществляют от вала 23 через зубчатое колесо 24, шестерни 25 л 26 - ролики 22 при соответствующем положении реверса 31. Для поворота стола вокруг продольной оси камеры включают червяк 19 соответствующего центратора, который поворачивает червячное колесо 20 и вместе с ним центратор со столом.
Предмет изобретения
Установка для электроннолучевой сварки, содержащая электронный сварочный излучатель, механизм подачи присадочного материала, горизонтальную цилиндрическую вакуумную камеру с торцовой крышкой в виде фланца, установленного на подвижной каретке с возможностью перемещения вдоль оси цилиндрической ва куумной камеры и снабженного механизмами перемещения свариваемого изделия, отличающаяся тем, что, с целью повышения качества сварного соединения, регулирования направления подачи присадочного материала и угла наклона оси электронного пучка к поверхности свариваемого изделия, горизонтальная цилиндрическая вакуумная камера содержит две поворотные секции, на одной из которых установлен электронный сварочный излучатель, а на другой- механизм подачи присадочного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1978 |
|
SU749605A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для автоматической сварки кольцевых швов | 1985 |
|
SU1263476A1 |
| Устройство для электродуговой сварки | 1975 |
|
SU782975A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ПОВОРОТНЫХ СТЫКОВ | 1997 |
|
RU2122931C1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Двухдуговая головка для сварки кольцевых швов | 1980 |
|
SU925595A1 |
| Способ электронно-лучевой сварки с присадочной лентой таврового соединения | 1977 |
|
SU733920A1 |