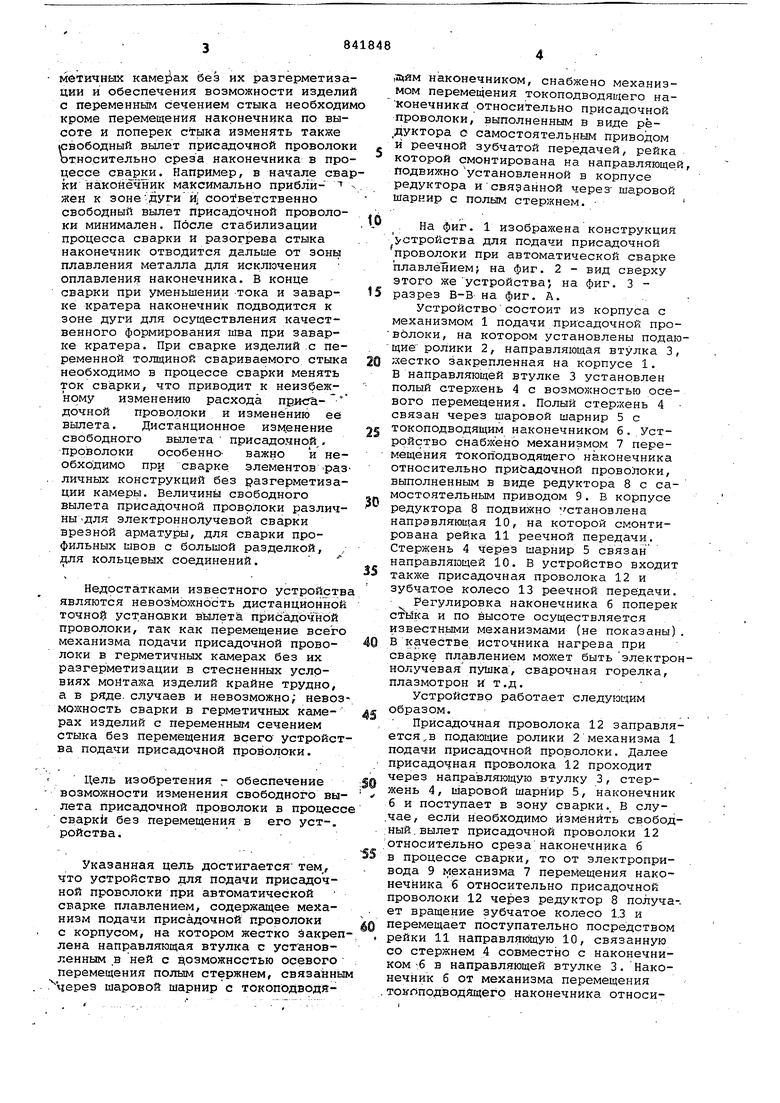
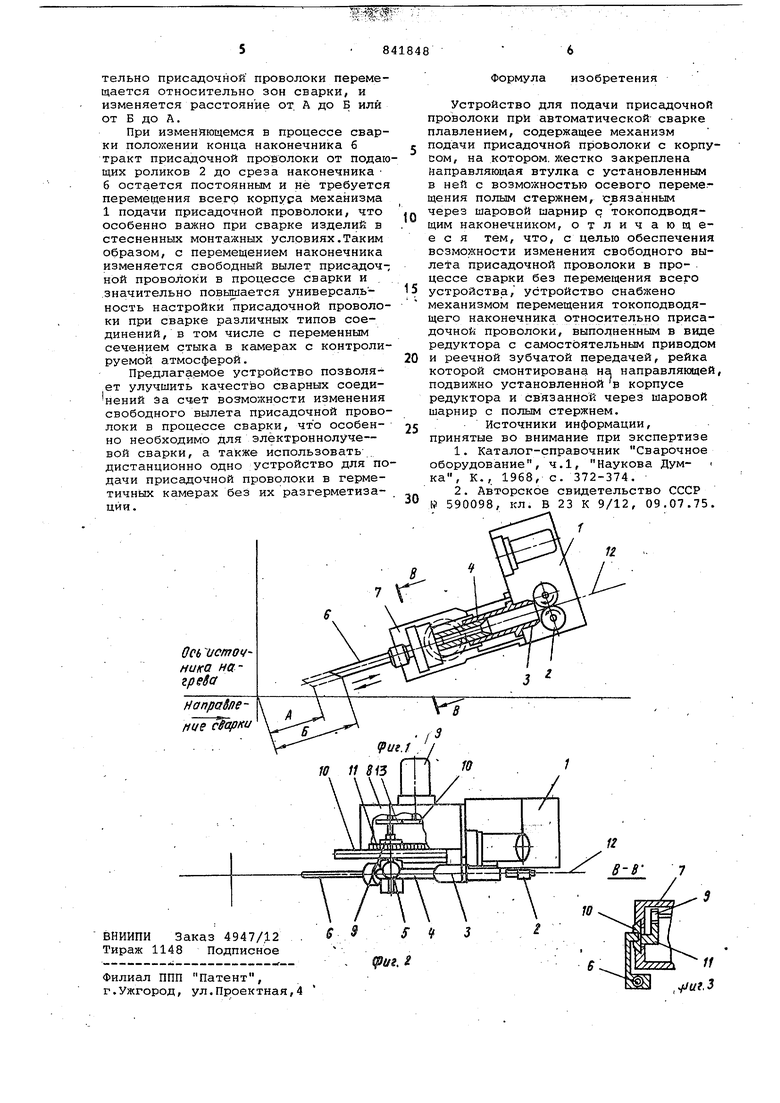
мётйчных камерах без их разгерметиза ции и обеспечения возможности издели с переменныг сечением стыка необходи кроме перемещения наконечника по высоте и поперек стыка изменять также 1свободный вылет присадочной проволок относительно среза наконечника в про цессе сварки. Например, в начале сва ки накойечник максимально приблй- «ен к зоне дуги и соответственно свободный вылет присадочной проволоки минимален. После стабилизации процесса сварки и разогрева стыка наконечник отводится дальше от зоны плавления металла для исключения оплавления наконечника. В конце сварки при уменьшении -тока и заварке кратера наконечник подводится к зоне дуги для осуществления качественного формирования шва при заварке кратера. При сварке изделий с переменной толщиной свариваемого стыка необходимо в процессе сварки менять ток сварки, что приводит к неизбежному изменению расхода njBHfca- дочной проволоки и изменению ее вылета. Дистанционное изм1енение свободного вылета присадочной , Проволоки особенно- важно и необходимо при сварке элементов -раз личных конструкций без разгерметизации камеры. Величины свободного вылета присадочной проволоки различны - для электроннолучевой сварки врезной арматуры, для сварки профильных ивов с большой разделкой, п,пя кольцевых соединений. Недостатками известного устройств являются невозможность дистанционной точной установки вылета присадочной проволоки, так как перемещение всего механизма подачи присадочной проволоки в герметичных камерах без их разгерметизации в стесненных условиях монтажа изделий крайне трудно, а в ряде, случаев и невозможно; невоз можность сварки в герметичных камеpax изделий с переменныгл сечением стыка без перемещения всего устройст ва подачи присадочной проволоки. Цель изобретения г обеспечение возможности изменения свободного вы лета присадочной проволоки в процес сварки без перемещения в его уст-, ройстйа. Указанная цель достигается- тем, что устройство для подачи присадочной проволоки при автоматической сварке плавлением, содержащее механизм подачи присадочной проволоки с корпусом, на котором жестко йакре лена направляющая втулка с установленным ,в ней с цозможностью осевого перемещения полым стержнем, связанн .iepe3 шаровой шарнир с токоподводя, наконечником, снабжено механизмом перемещения токоподводящего наконечника относительно присадочной проволоки, выполненным в виде рё,дуктора о самостоятельным приводом и реечной зубчатой передачей, рейка которой смонтирована на направляюща.й, подвижно установленной в корпусе редуктора исвязанной через шаровой шарнир с полым стержнем. На фиг. 1 изображена конструкция устройства для подачи присадочной проволоки при автоматической сварке плавлением} на фиг. 2 - вид сверху этого жеустройства; на фиг. 3 разрез В-В на фиг. А.: Устройствосостоит из корпуса с механизмом 1 подачи присадочной проволоки, на котором установлены подающие ролики 2, направляющая втулка 3, ;: естко закрепленная на корпусе 1. В направляющей втулке 3 установлен полый стерзхень 4 с возможностью осевого перемещения. Полый стержень 4 связан через шаровой шарнир 5 с токоподводящим наконечником 6. Устройство снабжено механизмом 7 перемещения токоподводящего наконечника относительно припадочной проволоки, выполненным в виде редуктора 8 с самостоятельным приводом 9. В корпусе редуктора 8 подвижно остановлена направляющая 10, на которой смонтирована рейка 11 реечной передачи. Стержень 4 через шарнир 5 связан направляющей 10. В устройство входит также присадочная проволока 12 и зубчатое колесо 13 реечной передачи. Регулировка наконечника 6 поперек и по высоте осуществляется известными механизмами (не показаны). В качестве источника нагрева при сварке плавлением может быть электроннолучевая пушка, сварочная горелка, плазмотрон И т.д., Устройство работает следующим образом. Присадочная проволока 12 заправляется,в подающие ролики 2 механизма 1 подачи присадочной проволоки. Далее присадочная проволока 12 проходит через направляющую втулку 3, стержень 4, шаровой шарнир 5, наконечник б и поступает в зону сварки., В слу.чае, если необходимо изменить свободный.вылет присадочной проволоки 12 относительно среза наконечника б в процессе сварки, то от электропривода 9 механизма 7 перемещения наконечника б относительно присадочной проволоки 12 через редуктор 8 получает вращение зубчатое колесо 1.3 и перемещает поступательно посредством рейки 11 направляющую 10, связанную со стержнем 4 совместно с наконечником -б в направляющей втулке 3. Наконечник б от механизма перемещения токг)подводящего наконечника относи
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи присадочной проволоки | 1975 |
|
SU590098A1 |
| Устройство для подачи сварочной проволоки при автоматической сварке плавлением | 1979 |
|
SU854638A1 |
| Устройство для заварки глубоких отверстий | 1983 |
|
SU1171248A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ ПРИ АВТОМАТИЧЕСКОЙ СВАРКЕ ПЛАВЛЕНИЕМ | 1991 |
|
RU2027563C1 |
| Способ дуговой точечной сварки плавящимся электродом | 1976 |
|
SU740432A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
