Способ относится к области сварки пластмасс, а именно к способам сварки встык профильных изделий из термопластичных материалов, имеющих узкий интервал вязко-текучего состояния и низкую вязкость в этом состояЦель изобретения - повышение проности сварного соединения при сварк деталей из полиамида.
З казанная цель достигается за счет кратковременности нахождения полиамида выше температуры плавлени и связанного с этим снижения степен окисления и разложения расплава полиамида, а также за счет наличия в зоне шва сдвиговых деформаций, нормальных плоскости стыка и связаной с этим интенсификации, процесса перемешивания расплава.
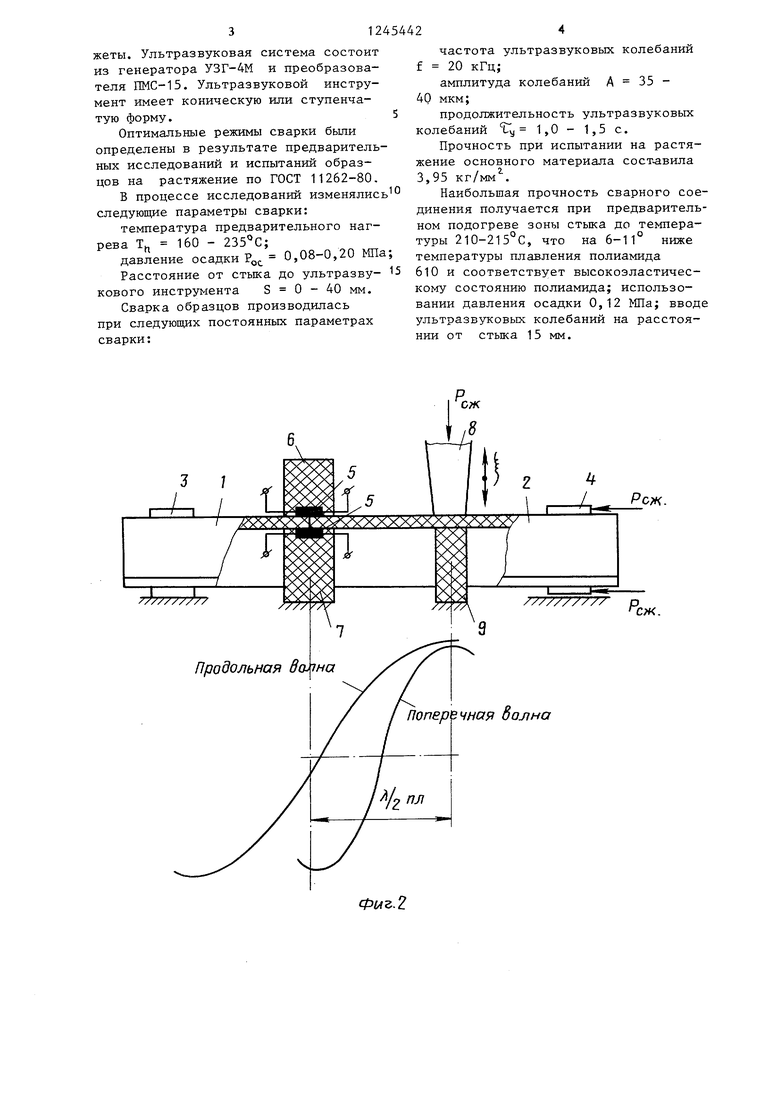
На фиг. 1 изображен процесс стыковки деталей и подогрева зоны стыка; на фиг. 2 - ввод ультразвуковых колебаний; на фиг. 3 - формирующее устройство, продольный разрез; на фиг. 4 - то же, поперечный разрез.
Способ стыковой сварки деталей из полимерных материалов заключается в следующем.
Сектора 1 и 2 изделия закрепляют в неподвижном 3 и подвижном 4 зажимах соответственно и стыкуют с приложением усилия сварки таким образом, чтобы стык располагался посередине нагревателей 5 формирующего устройства, состоящего из двух разъемных полуформ-верхней 6 и нижней 7. Нагреватели 5 выполнены из нихромовой проволоки и размещены посередине полуформ в пазах по профилю изделия.
Нагревателями 5, подключенными к источнику питания, подогревают зону стьжа до высокоэластического состояния (фиг. и. Температуру нагрева контролируют термопарой или предварительно устанавливают на источнике напряжения, соответствующ ую температуре нагрева.
После разогрева полиамида в зоне стьжа до высокозластического состояния посредством ультразвукового инструмента 8 в зону стыка вводят ультразвуковые колебания (фиг. 2).
Для предотвращения значительного прогиба сектора 2 и обеспечения постоянного контакта излучающей поверхности ультразвукового инструмен
та 8 с поверхностью сектора 2 под инструментом 8 предварительно устанавливается упругая опора 9 из резины Дл:я обеспечения большей площади контакта между инструментом и изделием излучающая поверхность инструмента 8 имеет профиль свариваемого изделия.
Ультразвуковые колебания в зону стыка вводят через одну из деталей, в частности, сектор 2, закрепленный в подвижном зажиме. Ввод ультразвуковых колебаний осуществляют на расстоянии от стьжа, равном половине длины поперечной волны, тангенциально плоскости стыка. Под действием ультразвуковых колебаний происходит разогрев подогретого материала в зоне стыка до вязкотекучего состояния и интенсивное перемешивание расплава.
Гак как наибольшие потери ультразвуковой энергии происходят при высокоэластическом состоянии полиамида, то в зоне стыка после предварительного нагрева температура растет быстрее, чем на других участках, находящихся в нормальных условиях в стеклообразном состоянии.
При тангенциальном вводе ультра- зву:к:овьпк: колебаний перпендикулярными к плоскости стыка являются поперечные колебания. Поперечные колебания способствуют взаимному проникновению расплавов свариваемых кромок. Поэтому стьж рационально размещают на расстоянии от места ввода УЗ колебаний, равном поперечной волны, т.е.в местах максимальной амплитуды поперечных колебаний, где Л - длина волны, п - натуральное число.
Ввод ультразвуковых колебаний со стороны подвижного зажима позволяет в процессе сварки при осадке деталей вводить в контакт с ультразвуковым инструментом новые холодные слои материалаJ в результате чего поддерживаются постояннями в процессе сварки условия передачи ультразвуковой энергии и исключается оплавление материала в месте ввода ультразвуковых колебаний.
Пример. Сваривали полиамид- ную манжету по МН5652-65 встьж из четьфех секторов. Сварку секторов осуществляли в приспособлении ,обеспечивающем необходимьм диаметр манжеты. Ультразвуковая система состоит из генератора УЗГ-4М и преобразователя IIMC-15. Ультразвуковой инструмент имеет коническую или ступенчатую форму.
Оптимальные режимы сварки были определены в результате предварительных исследований и испытаний образцов на растяжение по ГОСТ 11262-80.
В процессе исследований изменялис следующие параметры сварки:
температура предварительного нагрева Т 160 -
давление
Расстояние от стыка до ультразву- кового инструмента S О - 40 мм.
Сварка образцов производилась при следующих постоянных параметрах сварки:
осадки 0,08-0,20 МПа
5
частота ультразвуковых колебаний f 20 кГц;
амплитуда колебаний А 35 - 40 мкм;
продолжительность ультразвуковых колебаний t y 1,0 - 1,5 с.
Прочность при испытании на растяжение основного материала сост-авила 3,95 кг/мм .
Наибольшая прочность сварного соединения получается при предваритель- зоны стыка
на
температуры плавления полиамида 610 и соответствует высокозластичес- кому состоянию полиамида; использовании давления осадки 0,12 МПа; вводе ультразвуковых колебаний на расстоянии от стыка 15 мм.
ном подогреве
туры 210-215°С, что
до темпера- 6-11 ниже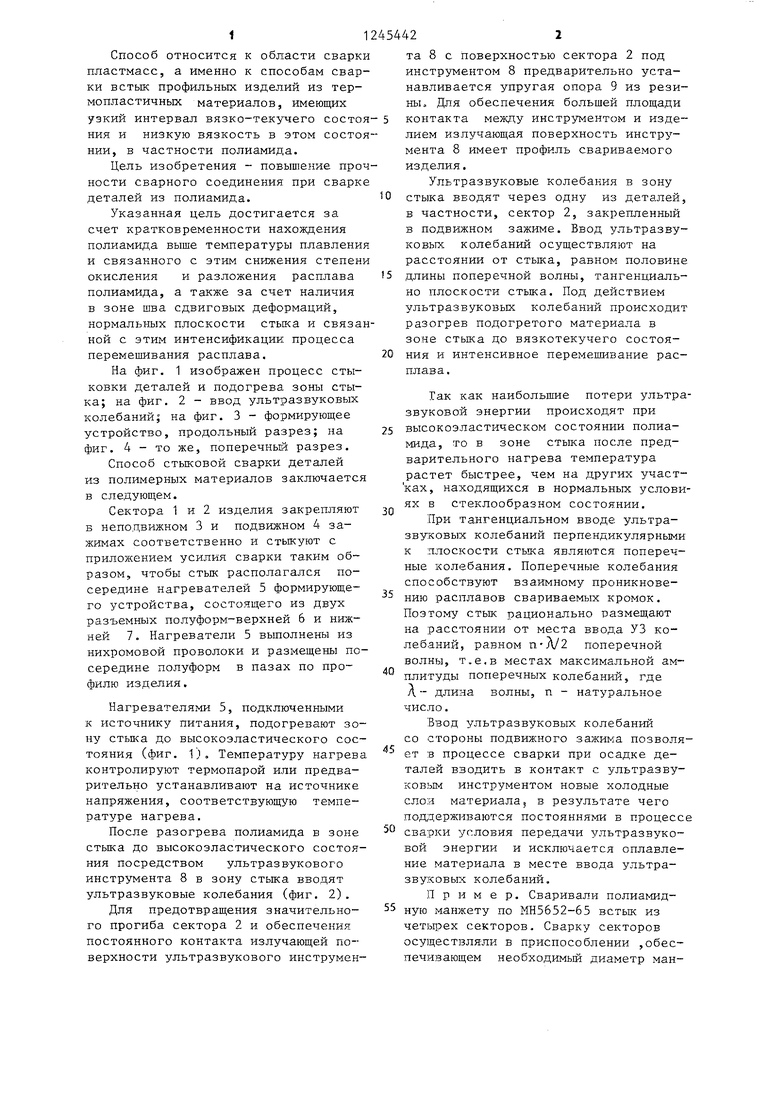
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой сварки пластмассовых деталей кольцевыми швами | 1985 |
|
SU1351811A1 |
| Способ сварки встык термопластичных материалов инфракрасным излучением | 1980 |
|
SU870164A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ С УЛЬТРАЗВУКОВЫМ ВОЗДЕЙСТВИЕМ | 2015 |
|
RU2616313C1 |
| Способ сварки трением деталей из полимерных материалов | 1981 |
|
SU973383A1 |
| Инструмент для ультразвуковой сварки | 1975 |
|
SU536918A1 |
| Способ сварки материалов в ультразвуковых полях и устройство, его реализующее | 2022 |
|
RU2789411C1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Инструмент для ультразвуковой сварки | 1976 |
|
SU590110A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2008 |
|
RU2393070C1 |
| Способ ультразвуковой сварки пластмассовых деталей кольцевыми швами | 1980 |
|
SU876473A1 |

СЖ.
Фlлz.2
Фиг Ъ
Редактор А.Сабо
Составитель Н.Елисеева
Техред О.Сопко Корректор Е.Сирохман
Заказ 3947/9 Тираж 640Подписное
ВНШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ФигМ
| Бекмурзаев Л.А., Волков С.С., Орлов Ю.Н | |||
| Ультразвуковая сварка термопластов с тангенциальным вводом колебаний и относительным перемещением элементов | |||
| - Сварочное производство, 1981, № 2, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Способ сварки фторопласта-4 | 1980 |
|
SU952638A1 |
| Солесос | 1922 |
|
SU29A1 |
