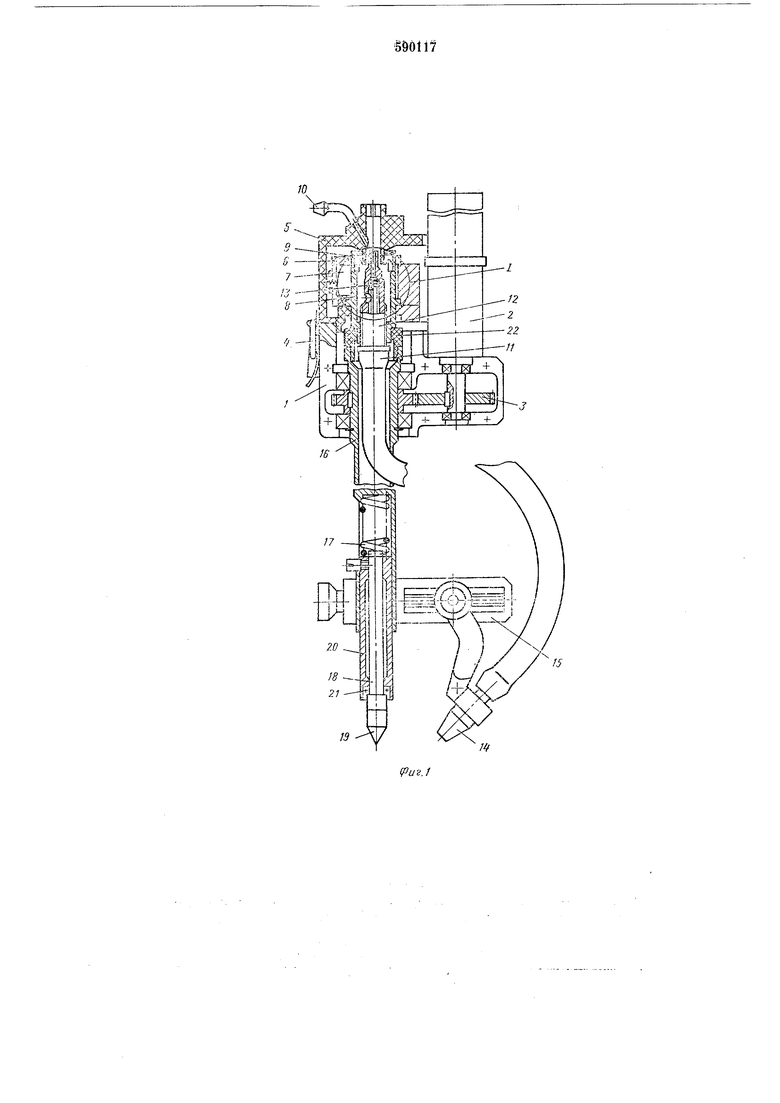
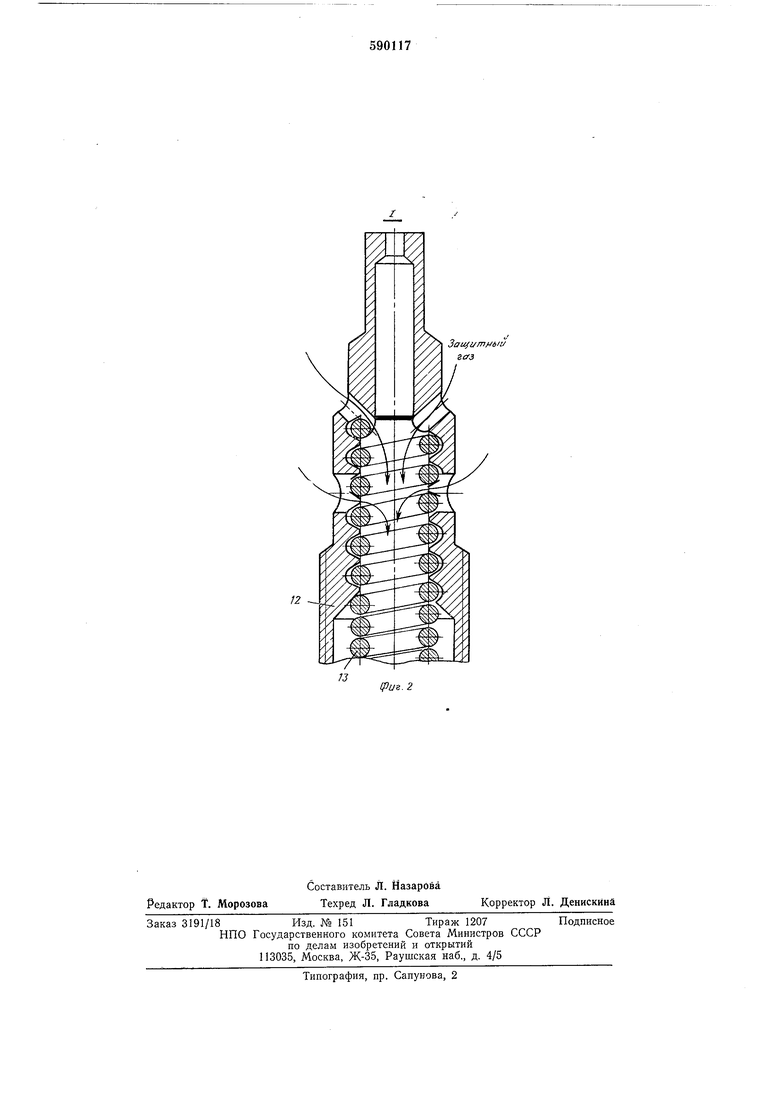
щитного газа в гибкий шланг через радиальные отверстия в зоне креиления направляющей спирали резьба крепления спирали выполнена с шагом, превышаюшим шаг ее витков в остальной части, в результате этого при ввинчивании спирали в резьбу полой втулки между ее витками, заполняющими впадины резьбы, образуются зазоры, открывающие доступ в гибкий шланг газу, проходящему через радиальные отверстия. В корпусе 1 закреплен вращающийся полый вал 16 с окном для вывода гибкого шланга в зону сварки. В полом валу установлены пружины 17, шток 18, с закрепленным на его конце центрирующим пальцем 19, и подшипники 20 и 21. На торце полого вала закреплена диэлектрическая втулка 22, посредством которой осуществлена кинематическая связь с токосъемным барабаном 8.
Головка устанавливается на колонне, имеющей механизмы пространственного перемещения и устройство подачи электродной проволоки.
Работает головка следующим образом.
Полый вал 16 устанавливается над привариваемым изделием, цилиндрическая деталь которого фиксируется центрирующим пальцем 19.
Фиксация осуществляется опусканием головки иосредством механизма вертикального перемещения. Затем, регулирующими устройствами на подвеске 15 устанавливается мундштук 14 над периметром стыка.
Нажатием кнопки «Сварка электродная проволока через полую втулку 12, гибкий шланг 11 подается к мундштуку 14. Одновременно включается привод 2 механизма 3 перемещения подвески 15 по периметру стыка, осуществляется подвод сварочного тока к мундштуку 14 посредством щеток 7, токосъемного барабана 8 и плетенки в гибком шданге 11 и подача защитного газа в зону сварки через канал 10 в съемном блоке 5, кольцевой зазор между фланцем блока 5 и шейкой полой втулки 12, радиальные отверстия пальца и зазоры между витками направляющей спирали 13, гибкий шланг и сопло мундштука 14. Таким образом осуществляется процесс обработки кольцевого стыка.
В процессе сварки возможны случаи заклинивания электродной проволоки между витками направляющей спирали 13. Кроме этого, возникает необходимость установки направляющей спирали, соответствующей диаметру электродной проволоки, зависящему от толщины свариваемых деталей. В этих случаях производится замена гибкого шланга.
Для замены гибкого шланга 11 необходимо, отсоединив мундштук 14 от подвески 15, открыть замки 4, спять блок 5 с корпуса 1 и вывернуть гибкий шланг 11 с полой втулкой 12 из хвостовика токосъемного барабана 8. Заменить гибкий шланг. После закрепления нового гибкого шланга в съемном блоке 5 последний установить в корпус 1 головки, произведя сопряжение хвостовика токосъемного барабана 8 с диэлектрической втулкой 22, закрыть замки 4 и укрепить мундштук 14 на подвеске 15.
Формула изобретения
Головка для сварки кольцевых стыков, содержащая корпус, токоподводящий механизм, тракт подачи присадочной проволоки, выполненный в виде гибкого шланга и размещенной внутри него плотно навитой проволочной спирали, отличающаяся тем, что, с целью повышения качества защиты свариваемой поверхности, верхний торец гибкого шланга
снабжен полой втулкой с внутренней резьбой под проволочную спираль и радиальными отверстиями для прохода защитного газа, при этом шаг навивки проволочной спирали во втулке превышает шаг навивки ее остальной
части.
Нсточники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № ЗС1038, кл. В 23К 31/06, 1970.
2. Авторское свидетельство СССР №349544, кл. В 23К 31/06, 1970.
5
«Л/
15
3auiumfJ6 u газ
Риг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической электродуговой сварки и устройство для его осуществления | 1990 |
|
SU1715533A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2038934C1 |
| Устройство для дуговой сварки в среде защитных газов | 1989 |
|
SU1691000A1 |
| Горелка для сварки магнитоуправляемой дугой | 1989 |
|
SU1798075A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| МУНДШТУК ДЛЯ ЭЛЕКТРОГАЗОСВАРОЧНОГО ПОЛУАВТОМАТА | 1992 |
|
RU2093328C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПРОВОЛОЧНОГО КАРКАСА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321481C2 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| Устройство для сварки кольцевых швов | 1961 |
|
SU140929A1 |