Изобретение относится к сварочному производству, а именно к сварочным горелкам, и может быть использовано для дуговой сварки деталей в среде.защитного газа.
Целью изобретения является повыше- ние надежности подвода тока, к электроду.
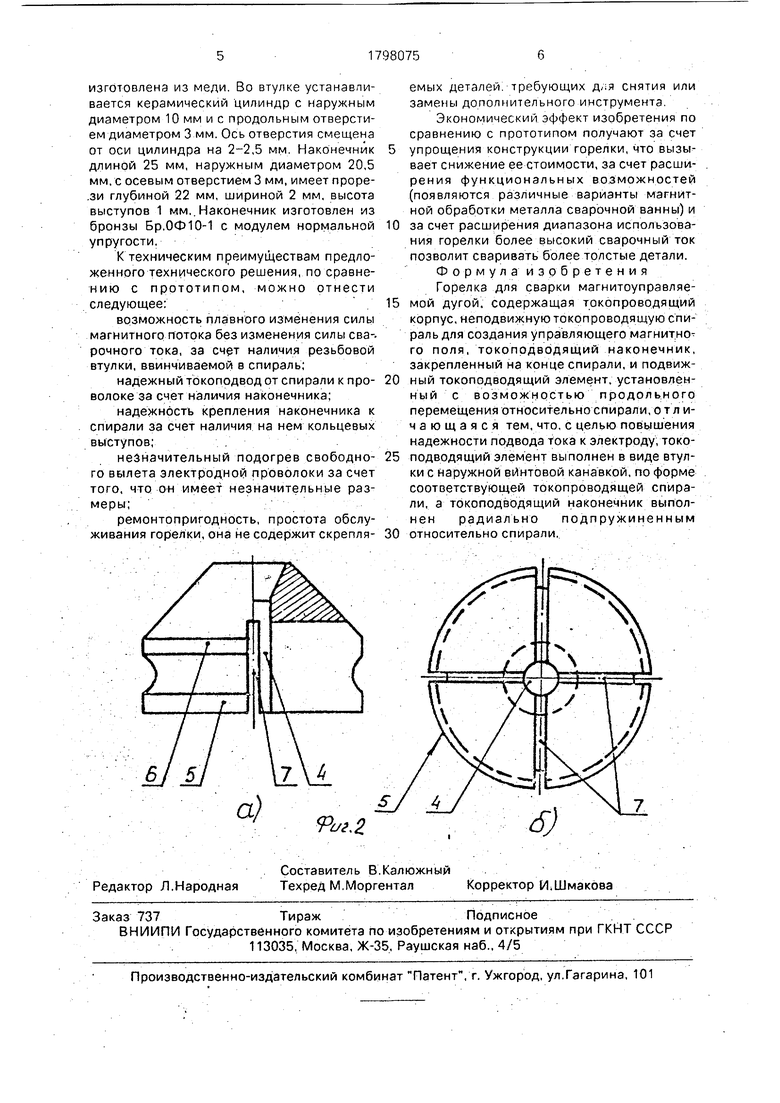
На фиг.1 дан продольный разрез горелки; ,2 - наконечник при виде сбоку (а) и при виде снизу (б).
Горелка содержит корпус 1, внутри ко- торого соосно ему установлена спираль 1) предназначенная для создания продольного магнитного поля. На нижнем последнем витке спирали 2 установлен наконечник 3 с центральным отверстием 4 для прохода электрода (на чертежах не показан ), Наконечник 3 на внешней стороне имеет два кольцевых выступа 5 и 6, расстояние между которыми соответствует диаметру проволоки, из которой навита спираль 2, Выступы 5 и 6 фиксируют наконечники 3 на спирали 2 и предупреждают его перемещение, возможное при движении электрода. Чтобы снять наконечник 3, достаточно сжать его в радиальном направлении. При этом наруж-- ныи диаметр наконечника уменьшается на величину прорезей 7, которые выполнены радиально. .
На верхнем торце спирали 2 установлена втулкаi 8, на внешней боковой поверхно- сти которой выполнена резьба, форма и шаг нарезки которой соответствуют форме и шагу навивки спирали 2, Резьба обеспечивает возможность перемещения по винтовой лини втулки 8 относительно неподвижной спи- рали 2 (втулка 8 может вкручиваться (выкручиваться) в спираль 2), Так как втулка выполнена из электропроводного материала, при ее перемещении происходит плавное изменение свободных витков спирали 2 (остальные витки перемыкаются втулкой 8) й,тем самым, изменение силы магнитного потока без изменения силы сварочного тока:. Во втулке 8 имеется неэлектропроводный, например, керамический цилиндр 9 с продольным отверстием 10 для прохода электрода. Отверстие 10 смещено от продольной оси горелки, что обеспечивает изгиб электрода в пределах упругой деформации, а это.- гарантирует контакт электрода с наконечником 3, выполняющим роль токоподвода. Так как сварочный ток к электроду подводится через наконечник 3, свободный его вылет (электрода) незначителен, следовательно, электрод не будет пере- греваться от проходящего по нему тока, а это позволяет расширить диапазон (ассортимент) свариваемых деталей.
Дальнейшая сущность изобретения поясняется совместно с принципом работы
предложенной горелки. На нижний торец спирали 2 устанавливают наконечник 3. Затем на верхний торец спирали 2 навинчивают втулку 8 через отверстие 10 в цилиндре 9 и через отверстие 4 наконечника 3 пропускают электрод. Благодаря тому, что цилиндр 9 керамический, ток к электроду подводится только через наконечник 3. Благодаря тому, что отверстие 10 в цилиндре 9 смещено относительно отверстия 4 наконечника 3, обеспечивается надежный контакт между электродом и токоподводящим наконечником 3, который., в свою очередь, плотно прилегает к спирали 2. Сварочный ток подводится к втулке 8 или к верхней части спирали 2 (не имеет значения) и движется по спирали 2, создавая продольное магнитное поле„и через наконечник 3 к электроду. Чтобы изменить силу магнитного потока без изменения силы сварочного тока достаточно переместить втулку 8 по резь-бе относительно спирали 2. Часть витков спирали 2 замыкается через втулку 8, что приведёт к изменению магнитного потока. Так как спираль и наконечник при этом останутся неподвижными, свободный вылет электрода останется неизменным.
Существенное отличие заявляемого объекта изобретения от ранее известных заключается в наличии наконечника 3 и в наличии-токопроводящей резьбовой втулки 8, установленных на торцах спирали 2. Указанное отличие в совокупности позволяет плав- :йр изменять силу магнитного потока без изменения силы сварочного тока путем перемещения втулки 8 относительно спирали 2 и обеспечить надежный контакт проволоки с наконечником 3, а.тюследнего - с нижним витком спирали 2. Это позволяет, наряду с быстросъемностью и надежностью крепления наконечника 3;увеличить силу сварочного тока, исключив перегрев свободного вылета электрода. Ни одна из изве- стных горелок не может обладать отмеченными свойствами, так как не содержит устройства i позволяющего изменять магнитный поток без изменения силы тока проходящего через спираль, и известные переходные шайбы не обеспечивают (без специального зажима) /; надежного электроконтакта между спиралью и электродной проволокой.
Пример. Спираль навита из вольфрамовой проволоки диаметром 4мм. Внутренний диаметр спирали 20 мм, шаг навивки 6 мм, длина спирали 100 мм. Втулка имеет диаметр наружный 20 мм, длина 80 мм, внутреннее отверстие диаметром 10 мм. На втулк| имеется резьба круглая, шаг нарезки 6 мм. Втулка может вкручиваться в спираль и.
изготовлена из меди. Во втулке устанавливается керамический Цилиндр с наружным диаметром 10 мм и с продольным отверстием диаметром 3 мм. Ось отверстия смещена от оси цилиндра на 2-2,5 мм. Наконечник длиной 25 мм, наружным диаметром 20,5 мм. с осевым отверстием 3 мм, имеет проре- .зи глубиной 22 мм, шириной 2 мм, высота выступов 1 мм,.Наконечник изготовлен из бронзы Бр.ОФЮ-1 с модулем нормальной упругости.
К техническим преимуществам предложенного технического решения, по сравнению с прототипом, можно отнести следующее:
возможность плавного изменения силы магнитного потока без изменения силы сва-. рочного тока, за счет наличия резьбовой втулки, ввинчиваемой в спираль;
надежный тсжоподвод от спирали к про- волоке за счет наличия наконечника;
надежность крепления наконечника к спирали за счет наличия на нем кольцевых выступов;.
незначительный подогрев свободно- го вылета электродной проволоки за счет того, что он имеет незначительные размеры;
ремонтопригодность, простота обслуживания горелки, она не содержит скрепля-
емых деталей требующих для снятия или замены дополнительного инструмента.
Экономический эффект изобретения по сравнению с прототипом получают за счет упрощения конструкции горелки, что вызывает снижение ее стоимости, за счет расширения функциональных возможностей (появляются различные варианты магнитной обработки металла сварочной ванны) и за счет расширения диапазона использования горелки более высокий сварочный ток позволит сваривать более толстые детали. Фор мул а и э обретения Горелка для сварки магнитоуправляе- мой дугой, содержащая токопроводящий корпус, неподвижную токопроводящую спираль для создания управляющего магнитного поля, токопрдводящий наконечник, закрепленный на конце спирали, и подвижный токоподводящий элемент, установленный с возможностью продольного перемещения относительно спирали, о т л и- чающаяся тем, что, с целью повышения надежности подвода тока к электроду, токоподводящий элемент выполнен в виде втулки с наружной винтовой канавкой, по форме соответствующей токопроводящей спирали, а токоподводящий наконечник выполнен радиально подпружиненным относительно спирали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки магнитоуправляемой дугой | 1989 |
|
SU1782702A1 |
| Горелка для сварки магнитоуправляемой дугой | 1985 |
|
SU1294524A1 |
| Горелка для сварки магнитоуправляемой дугой | 1991 |
|
SU1796374A1 |
| Токоподводящее устройство | 1979 |
|
SU821093A1 |
| Устройство для электродуговой сварки плавящимся электродом с увеличенным вылетом | 1981 |
|
SU1030121A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1991 |
|
RU2023555C1 |
| Токоподводящее устройство | 1983 |
|
SU1097461A1 |
| Горелка для сварки магнитоуправляемой дугой | 1987 |
|
SU1489938A1 |
Использование: может быть использовано для сварки деталей в среде защитного газа. Сущность изобретения: горелка, содержащая корпус 1. неподвижную токопро 2 . .. водящую спираль 2, снабжена тбкоподвЪдя- щим наконечником 3. Наконечник выполнен в виде втулки с выступами 5 и 6 на: наружной поверхности и радиально подпружинен относительно спирали 2, в которой установлен токопроводящий элемент 8 в виде втулки с наружной винтовой канавкой, соответствующей по форме виткам спирали. При вращении элемента 8 изменяется число свободных витков спирали, что приводит к изменению силы магнитного потока без изменения силы сварочного тока. Большая площадь контакта элемента 8 со спиралью и наконечника обеспечивает надежность токбп одвода к электроду. Положительный эффект: упрощается конструкция и стоимость горелки, повышается надежность эксплуатации и расширение технологических возможностей. 2 ил.
| Горелка для магнитоуправляемой дуговой сварки | 1983 |
|
SU1094688A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для определения изношенности поверхностей станин, суппортов и т.п. | 1929 |
|
SU12945A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
