Изобретение относится к оборудованию для дуговой сварки в среде защитных газов плавящимся электродом.
Цель изобретения - повышение удобства эксплуатации устройства путем снижения его веса.
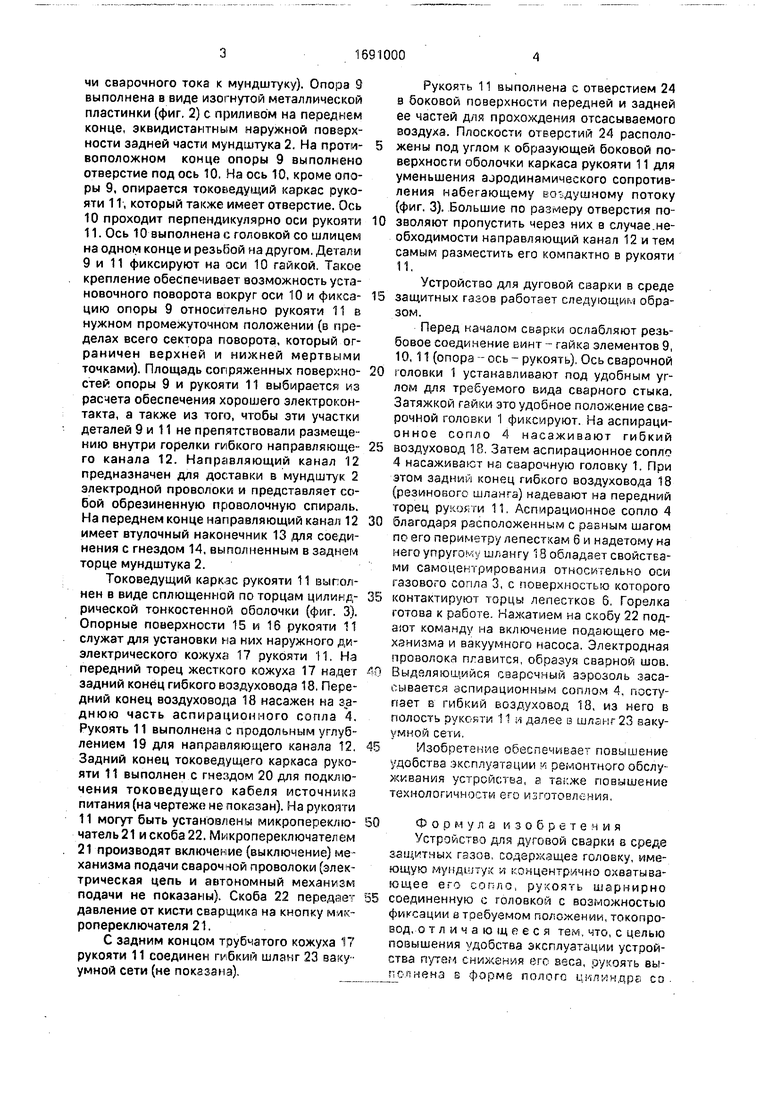
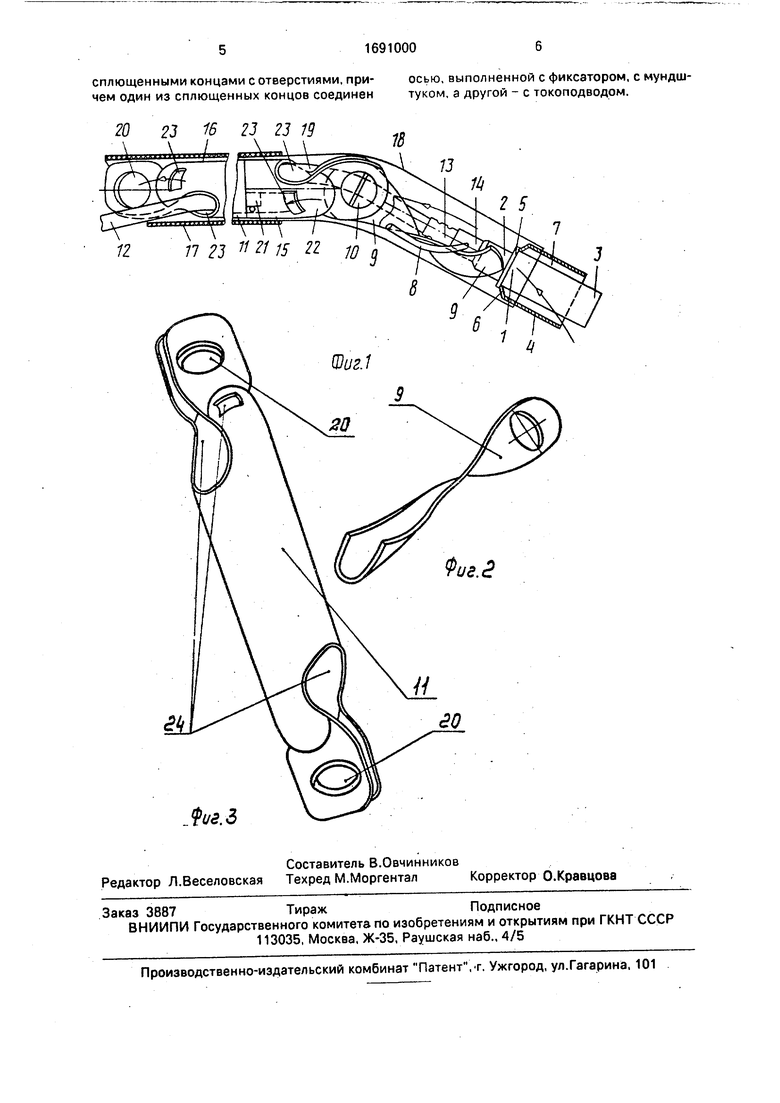
На фиг. 1 показано устройство для дуговой сварки в среде защитных газов; на фиг. 2 - опора трубопровода; на фиг. 3 - токове- дущий каркас рукоятки.
Устройство для дуговой сварки в среде защитных газов содержит сварочную головку 1, состоящую из внутреннеготокоподво- дящего мундштука 2, охватывающего мундштук 2 газового сопла 3 и охватывающего газовое сопло 3 аспирационного сопла 4. Все эти части сварочной головки 1 жестко связаны между собой. Для электроизоляции газового 3 и аспирационного 4 сопл предназначена диэлектрическая втулка 5, охватывающая мундштук 2 и имеющая ограничительный бурт для лепестков 6 аспирационного сопла 4. Втулка 5 имеет посадочную поверхность для газового сопла 3, которое насажено на эту поверхность. Лепестки 6 выполнены в виде трех отогнутых внутрь участков боковой поверхности аспирационного сопла 4. расположены с постоянным шагом по его периметру и служат для создания радиального зазора 7 между газовым соплом 3 и внутренней поверхностью аспирационного сопла 4. Радиальный зазор 7 служит каналом для удаляемого воздуха. В мундштук 2 вмонтирован штуцер 8, предназначенный для подвода защитного газа. Газ поступает в штуцер 8 по гибкой трубке (не показана). В стенках части мундштука 2, размещенной внутри газового сопла 3, выполнены отверстия, через которые защитный газ поступает в газовое сопло 3
Мундштук 2 жестко скреплен с электропроводной опорой 9 (соединение этих элементов обладает достаточно высокой электропроводностью для хорошей передао ю
о
8
чи сварочного тока к мундштуку). Опора 9 выполнена в виде изогнутой металлической пластинки (фиг. 2) с приливом на переднем конце, эквидистантным наружной поверхности задней части мундштука 2. На противоположном конце опоры 9 выполнено отверстие под ось 10. На ось 10, кроме опоры 9, опирается токоведущий каркас рукояти 11, который также имеет отверстие. Ось
10проходит перпендикулярно оси рукояти 11. Ось 10 выполнена с головкой со шлицем на одном конце и резьбой на другом. Детали 9 и 11 фиксируют на оси 10 гайкой. Такое крепление обеспечивает возможность установочного поворота вокруг оси 10 и фиксацию опоры 9 относительно рукояти 11 в нужном промежуточном положении (в пределах всего сектора поворота, который ограничен верхней и нижней мертвыми точками). Площадь сопряженных поверхностей опоры 9 и рукояти 11 выбирается из расчета обеспечения хорошего электроконтакта, а также из того, чтобы эти участки деталей 9 и 11 не препятствовали размещению внутри горелки гибкого направляющего канала 12. Направляющий канал 12 предназначен для доставки в мундштук 2 электродной проволоки и представляет собой обрезиненную проволочную спираль. На переднем конце направляющий канал 12 имеет втулочный наконечник 13 для соединения с гнездом 14, выполненным в заднем торце мундштука 2.
Токоведущий каркас рукояти 11 выполнен в виде сплющенной по торцам цилиндрической тонкостенной оболочки (фиг. 3). Опорные поверхности 15 и 16 рукояти 11 служат для установки на них наружного диэлектрического кожуха 17 рукояти 11. На передний торец жесткого кожуха 17 надет задний конец гибкого воздуховода 18. Передний конец воздуховода 18 насажен на заднюю часть аспирационного сопла 4. Рукоять 11 выполнена с продольным углублением 19 для направляющего канала 12. Задний конец токоведущего каркаса рукояти 11 выполнен с гнездом 20 для подключения токоведущего кабеля источника питания (на чертеже не показан). На рукояти
11могут быть установлены микропереключатель 21 и скоба 22. Микропереключателем 21 производят включение (выключение) механизма подачи сварочной проволоки (электрическая цепь и автономный механизм подачи не показаны). Скоба 22 передает давление от кисти сварщика на кнопку микропереключателя 21.
С задним концом трубчатого кожуха 17 рукояти 11 соединен гибкий шланг 23 вакуумной сети (не показана).
Рукоять 11 выполнена с отверстием 24 в боковой поверхности передней и задней ее частей для прохождения отсасываемого воздуха. Плоскости отверстий 24 расположены под углом к образующей боковой поверхности оболочки каркаса рукояти 11 для уменьшения аородинамического сопротивления набегающему воздушному потоку (фиг. 3). Большие по размеру отверстия позволяют пропустить через них в случае.необходимости направляющий канал 12 и тем самым разместить его компактно в рукояти 11.
Устройство для дуговой сварки в среде
защитных газов работает следующим образом.
Перед началом сварки ослабляют резьбовое соединение винт - гайка элементов 9, 10,11 (опора - ось - рукоять), Ось сварочной
головки 1 устанавливают под удобным углом для требуемого вида сварного стыка. Затяжкой гайки это удобное положение сварочной головки 1 фиксируют. На аспираци- онное сопло 4 насаживают гибкий
воздуховод 18. Затем аспирационное сопло 4 насаживают на сварочную головку 1. При этом задний конец гибкого воздуховода 18 (резинового шланга) надевают на передний торец рукояти 11. Аспирационное сопло 4
благодаря расположенным с равным шагом по его периметру лепесткам 6 и надетому на него упругому шлангу 18 обладает свойствами самоцентрирования относительно оси газового сопла 3, с поверхностью которого
контактируют торцы лепестков 6. Горелка готова к работе, Нажатием на скобу 22 подают команду на включение подающего механизма и вакуумного насоса. Электродная проволока плавится, образуя сварной шов.
Выделяющийся сварочный аэрозоль засасывается аспирационным соплом 4, поступает в гибкий воздуховод 18, из него в полость рукояти 11 и далее в шланг 23 вакуумной сети.
Изобретение обеспечивает повышение удобства эксплуатации и ремонтного обслуживания устройства, а также повышение технологичности его изготовления.
Формула изобретения
Устройство для дуговой сварки в среде защитных газов, содержащее головку, имеющую мундштук и концентрично охватывающее его сопло, рукоять шарнирно
соединенную с головкой с возможностью фиксации в требуемом положении, токопро- вод, отличающееся тем, что, с целью повышения удобства эксплуатации устройства путем снижения его веса, рукоять вы- полнена в форме полого цилиндра со
сплющенными концами с отверстиями, причем один из сплющенных концов соединен
осью, выполненной с фиксатором, с мундштуком, а другой - с токоподводом.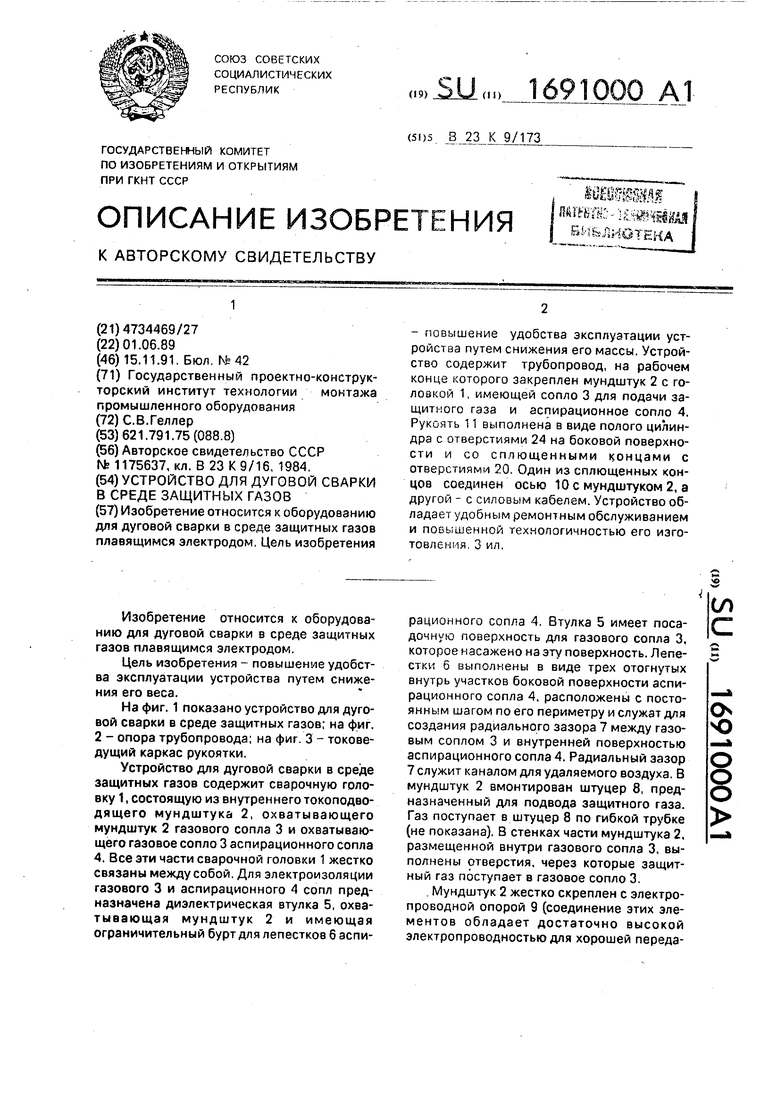
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ РУЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2030263C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ | 1992 |
|
RU2024370C1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1031672A1 |
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
| Горелка для электродуговой сварки в защитных газах | 1988 |
|
SU1698000A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Токоподводящий мундштук к устройству для дуговой сварки плавящимся электродом | 1987 |
|
SU1442346A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |
| Горелка для электродуговой сварки в защитных газах | 1983 |
|
SU1174209A2 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996131A1 |
Изобретение относится к оборудованию для дуговой сварки в среде защитных газов плавящимся электродом, Цель изобретения - повышение удобства эксплуатации устройства путем снижения его массы. Устройство содержит трубопровод, на рабочем конце которого закреплен мундштук 2 с головкой 1, имеющей сопло 3 для подачи защитного газа и аспирационное сопло 4. Рукоять 11 выполнена в виде полого цилиндра с отверстиями 24 на боковой поверхности и со сплющенными концами с отверстиями 20. Один из сплющенных концов соединен осью Юс мундштуком 2, а другой - с силовым кабелем. Устройство обладает удобным ремонтным обслуживанием и повышенной технологичностью его изготовления 3 ил.
20
16 23 23 19
ijhaaraj -
/с.3
г 5
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1175637A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
