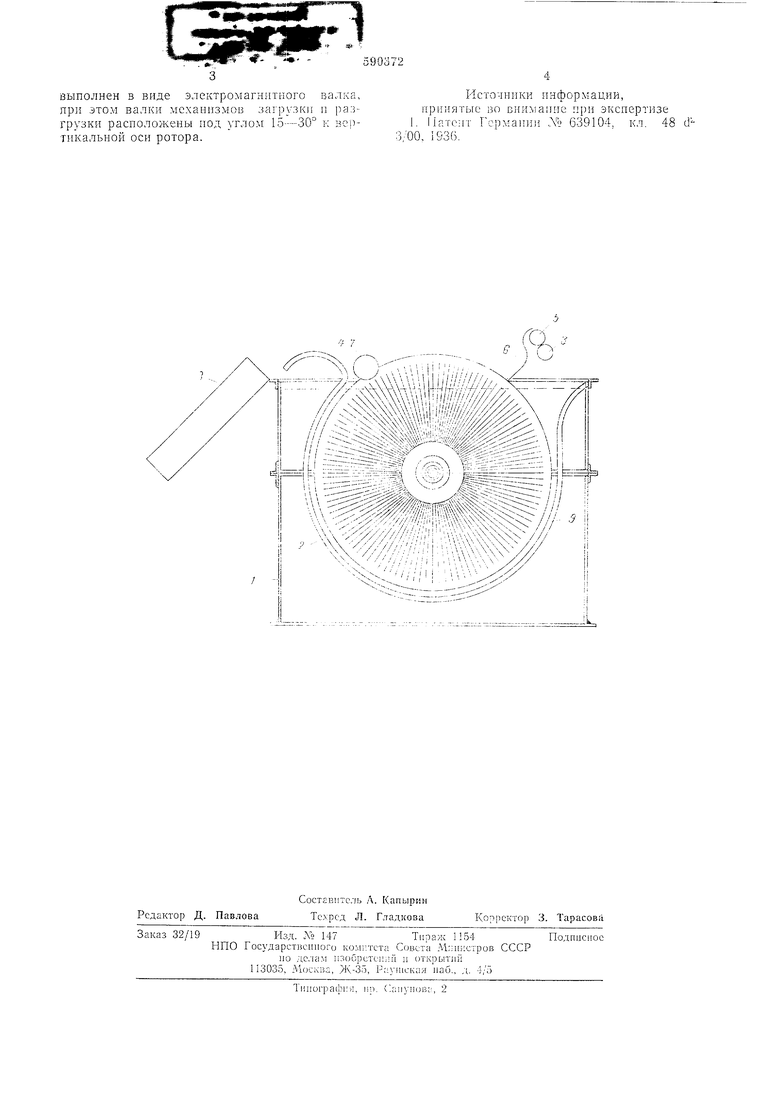
выполнен в виде электромагнитного валка, при этом валки механизмов заг 5узК11 п |)азгрузки расноложены под углом 15--30° i-: : ертикальной оси ротора.
590372
Источники информации, принятые во внимание при экспертизе I. Патент Гсрман)Г11 JVi 639104. кл. 48 d 3/00. 1936.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом прокатки в черновой группе клетей непрерывного прокатного стана | 2022 |
|
RU2787290C1 |
| Диспергатор резиновой крошки | 2019 |
|
RU2712673C1 |
| СПОСОБ ДЛЯ НАПРАВЛЕНИЯ ОТЛИВАЕМОГО МАТЕРИАЛА ИЗ ЛИТЬЕВОЙ КАМЕРЫ ЛИТЕЙНОЙ УСТАНОВКИ И ЛИТЕЙНАЯ УСТАНОВКА ДЛЯ ЛИТЬЯ ОТЛИВАЕМОГО МАТЕРИАЛА | 2008 |
|
RU2456119C2 |
| Валковый комплект кварто | 1988 |
|
SU1516155A1 |
| Узел валков прокатной клети | 1973 |
|
SU445486A1 |
| Комплект рабочих валков листопрокатной клети | 1990 |
|
SU1731314A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 ММ С ТОЛЩИНОЙ СТЕНКИ ОТ 8 ДО 90 ММ НА ТРУБОПРОКАТНОЙ УСТАНОВКЕ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2519195C1 |
| Способ поперечно-клиновой прокатки ступенчатых изделий | 1987 |
|
SU1593764A1 |
| Способ прокатки заготовок | 1989 |
|
SU1623805A1 |
| Рабочий валок стана горячей прокатки | 1987 |
|
SU1435340A1 |
