Изобретение относится к способу для направления отливаемого материала из литьевой камеры линейной установки, причем с помощью последовательности направляющих валков и прокатных валков отливаемый материал выводится из литьевой камеры, причем прокатные валки для уменьшения толщины отливаемого материала прикладывают усилие прокатки к отливаемому материалу, в то время как направляющие валки не прикладывают усилия прокатки к отливаемому материалу, и причем, по меньшей мере, прокатные валки приводятся в действие с помощью привода с приложенной нагрузкой.
Изобретение также относится к линейной установке для литья отливаемого материала, в частности отливаемой заготовки (прутка) или отливаемой сортовой заготовки, причем отливаемый материал с помощью последовательности направляющих валков и прокатных валков выводится из литьевой камеры, причем прокатные валки для уменьшения толщины отливаемого материала прикладывают усилие прокатки к отливаемому материалу, в то время как направляющие валки не прикладывают усилия прокатки к отливаемому материалу, причем, по меньшей мере, прокатные валки могут приводиться в действие независимо друг от друга.
Кроме того, изобретение относится к соответствующему устройству управления, соответствующему компьютерному программному продукту и носителю данных с сохраненным на нем компьютерным программным продуктом.
Литейная установка может представлять собой установку непрерывной разливки, установку непрерывной отливки сортовой заготовки или установку бесконечной непрерывной разливки с кристаллизатором. В случае установки непрерывной разливки отливаемая заготовка, как правило металлическая отливаемая заготовка, в частности стальная отливаемая заготовка, посредством приводных валков или пар валков вытягивается из кристаллизатора. В случае установки непрерывной отливки сортовой заготовки, как правило, множество отливаемых сортовых заготовок отливаются из одного кристаллизатора, как правило, от двух до шести отливаемых сортовых заготовок.
Для направления отливаемого материала при вытягивании, например отливаемой заготовки или отливаемой сортовой заготовки, как правило предусматриваются электрически приводимые валки или пары валков. Например, отливаемая заготовка вытягивается из кристаллизатора, по существу, вертикально и посредством криволинейного участка отливаемой заготовки переводится в, по существу, горизонтальное направление.
Чтобы снизить затраты при прокатке в прокатном стане, в литейных установках валки или пары валков предпочтительно используются не только для направления отливаемой заготовки, но и для уменьшения толщины отливаемого материала.
Критическими параметрами при литье отливаемого материала являются скорость литья и желательная конечная толщина, если желательно уменьшение толщины.
Для установки скорости литья отливаемого материала может служить число оборотов привода валков или привода пар валков, например, для этого постоянной поддерживается скорость всех приводов. Тем самым при возрастании уменьшения толщины заготовки скорость литья падает. Так как, однако, приводимые валки вращаются с одинаковой радиальной скоростью, являющееся результатом уменьшения толщины изменение скорости участка отливаемого материала учитывается в недостаточной степени. Поэтому, как правило, в таком способе по этой причине не предусматривается уменьшение толщины отливаемого материала.
В качестве альтернативы может быть предусмотрено, что взаимодействующие с отливаемым материалом валки или пары валков приводятся в действие посредством приводов, которые все работают с одинаковой нагрузкой. Пары валков вместе с приводом и средством для выработки усилия прокатки обозначаются термином «редукционная клеть». Работа приводов с одинаковой нагрузкой при динамическом сокращении толщины - динамическом, так как усилия прокатки зависят от переменной по времени характеристики фазы внутри заготовки, - заготовки или сортовой заготовки имеет следствием то, что при незначительном вертикальном усилии или усилии прокатки на отливаемую заготовку силы трения настолько незначительны, что валки теряют сцепление и не переносят или переносят лишь в малой степени подачу на отливаемую заготовку. К тому же в случае валков с повышенным вертикальным усилием или повышенным усилием прокатки, ввиду нагрузки, одинаково распределенной по валкам, возникает повышенное трение, которое ведет к замедлению окружной скорости соответствующего валка. Это приводит к замедлению скорости отливаемой заготовки или к остановке отливаемого материала в литейной установке.
На основе динамического распределения усилий в случае работающих с одинаковой нагрузкой приводов валков - снижение толщины отливаемой заготовки посредством различных пар валков в значительной степени зависит от процесса и является во время литья динамическим - возникают нестабильности в скорости литья. В частности, динамика снижения толщины определяется посредством вычисленной составляющей жидкости внутри отливаемой заготовки, которая определяется посредством соответствующих моделей, которые не являются предметом настоящей заявки.
Из патента ЕР 0463203 В1 известен способ направления для электрических приводов валков установки непрерывной разливки, при котором отливаемая заготовка вытягивается из кристаллизатора установки непрерывной разливки посредством приводных валков, приводы которых отдельно регулируются регуляторами, и может уменьшаться по толщине. Недостатком этого решения является то, что тем самым приводы, относительно использования внутри литейных установок с редукционными клетями, являются регулируемыми недостаточно гибко.
В основе изобретения лежит задача создания устройства и способа, с помощью которых может повышаться стабильность скорости литья и может достигаться значительное уменьшение толщины отливаемого материала.
Относящаяся к способу часть указанной задачи решается соответствующим вышеупомянутым типовым способом за счет того, что определяется усилие прокатки, по меньшей мере, одного прокатного валка, и нагрузка привода этого прокатного валка управляется в зависимости от определенного усилия прокатки. За счет улучшенного распределения мощности, вводимой прокатными валками в отливаемый материал, повышается предоставляемая в распоряжение энергия подачи для отливаемого материала. Тем самым обеспечивается возможность более сильного уменьшения толщины отливаемого материала, причем одновременно можно избежать обусловленного, при обстоятельствах, высокими усилиями прокатки замедления скорости литья. Поэтому можно избежать застаивания отливаемого материала в литейной установке. К тому же за счет установленной соответственно изобретению нагрузки приводов, по меньшей мере, одного прокатного валка улучшается передача энергии подачи на отливаемый материал, благодаря чему повышается качество поверхности отливаемого материала по сравнению с качеством поверхности отливаемого материала, который изготавливается известным из предшествующего уровня техники способом.
В особенно предпочтительном выполнении изобретения полная нагрузка определяется как сумма нагрузок приводов прокатных валков, и полное усилие прокатки определяется как сумма усилий прокатки, прикладываемых прокатными валками, причем нагрузки приводов, соответствующих прокатным валкам, управляются таким образом, что они относятся к полной нагрузке так, как усилия прокатки соответствующих прокатных валков к полному усилию прокатки. Это может быть представлено следующим уравнением:
Посредством приведенного выше уравнения может также обеспечиваться простое, зависимое от усилия прокатки распределение приводных нагрузок приводов, приводящих в действие прокатные валки.
В предпочтительном выполнении изобретения для управления нагрузкой привода дополнительно определяется дополнительное номинальное значение числа оборотов, чтобы число оборотов валка согласовать с обусловленным прокаткой повышением скорости прокатываемого участка отливаемого материала. Оно является в заявленном способе, как правило, зависимым от нагрузки привода. Предпочтительным образом дополнительное номинальное значение числа оборотов может рассчитываться по следующей формуле:
Δni,soll=p·(Ii ist-Ii)·
причем Ii ist описывает фактический ток i-го привода, Ii описывает зависимое от усилия номинальное значение i-го привода, р - постоянная, nN - номинальное число оборотов и IN - номинальный ток привода.
Это обеспечивает возможность динамического согласования числа оборотов с нагрузками приводов. Номинальное число оборотов привода, который нагружен номинальным током, является особенностью привода, который при этом способе определения дополнительного номинального значения числа оборотов является основой для определения дополнительного номинального значения числа оборотов.
В предпочтительном выполнении изобретения один из ведущих валков таким образом приводится в действие посредством нагруженного нагрузкой привода, и прижимающее усилие, не уменьшающее толщину отливаемого материала, таким образом воздействует на отливаемый материал, что устанавливает предварительно задаваемую скорость отливаемого материала. Валок, устанавливающий скорость отливаемого материала, нагружается номинальным значением нагрузки, так что согласование нагрузки с номинальным значением нагрузки приводит к установке желательной скорости. Предпочтительным образом валок, устанавливающий скорость, не нагружается дополнительным номинальным значением числа оборотов.
В частности, является предпочтительным, что скорость отливаемого материала поддерживается постоянной. Это вновь означает, что номинальное значение нагрузки для привода валка, устанавливающего скорость, в нормальном случае является постоянным. Если скорость должна измениться, то есть увеличиться или уменьшиться по сравнению с данным значением скорости, то номинальное значение нагрузки для валка, устанавливающего скорость, изменяется. Предпочтительным образом привод, относящийся к устанавливающему валку, регулирует нагрузку внутренним образом, так что на приводе устанавливается заданное номинальное значение нагрузки.
В другой предпочтительной форме выполнения изобретения нагрузки приводов валков, расположенных после валков, устанавливающих скорость, управляются в зависимости от определенной нагрузки привода, относящегося к валку, устанавливающему скорость литья. Таким образом, если скорость литья должна изменяться, то есть если нагрузка привода валка, устанавливающего скорость, изменяется, то это изменение нагрузки привода валка, устанавливающего скорость и тем самым цель изменения скорости литья для управления приводами последующих прокатных валков принимаются во внимание.
В частности, является предпочтительным посредством валка, устанавливающего скорость литья, измерять скорость литья отливаемого материала, так как тем самым экономится дополнительное измерительное устройство, например дополнительный измерительный валок или измерительное устройство для бесконтактного определения скорости литья. Таким образом, также отпадает необходимость в проводимом для такого измерительного валка или измерительного устройства техническом обслуживании, чтобы достичь измерения скорости литья с определенной точностью. Это нетребующееся теперь техническое обслуживание к тому же проводилось бы с высокими затратами, так как измерительное устройство для измерения скорости литья должно было бы находиться в опасной для персонала зоне литейной установки. Этого всего можно избежать тем, что валок, устанавливающий скорость, также измеряет скорость литья отливаемого материала.
В другой предпочтительной форме выполнения изобретения определяется нагрузка привода, соответствующего измерительному валку, и отсюда определяется значение смещения нагрузок для нагрузок приводов, соответствующих валкам, расположенным за измерительным валком, и приводы управляются на основе этого значения смещения нагрузок. Тем самым можно достичь того, что приводы валков, расположенных за измерительным валком, управляются посредством значения смещения нагрузок таким образом, что последующие прокатные валки, которые могут рассматриваться как единый блок, разгружают измерительный валок в каждом направлении действия. Это означает, например, что изменение скорости литья отливаемого материала, которое является нежелательным и обусловлено собственным весом выводимого отливаемого материала, компенсируется.
В особенно предпочтительном выполнении изобретения для определения значения смещения нагрузок применяется PI(пропорционально-интегральный)-регулятор. В PI-регуляторе для определения значения смещения нагрузок в качестве номинального значения задается небольшой положительный активный ток. В особенности тем самым может быть достигнуто то, что следующие за измерительным валком валки разгружают измерительный валок в каждом направлении действия за счет того, что приводы, соответствующие валкам, следующим за измерительным валком, управляются посредством определенного таким образом значения смещения нагрузок.
В предпочтительном выполнении изобретения нагрузка привода, соответствующего измерительному валку, устанавливается на заданное постоянное значение нагрузки. Подобная установка нагрузки привода, соответствующего измерительному валку, обеспечивает и при незначительном прижимающем усилии измерительного валка, воздействующем на отливаемый материал, постоянное проскальзывание между измерительным валком и отливаемым материалом. Тем самым также снижается ошибка измерения, возникающая при измерении скорости литья.
Относящаяся к устройству часть вышеуказанной задачи решается управляющим устройством для литейной установки с машиночитаемым программным кодом, который содержит управляющие команды, которые побуждают управляющее устройство выполнять способ по любому из пунктов 1-13 формулы изобретения. Предпочтительным образом предусмотрено центральное управляющее устройство, которое управляет направляющими и прокатными валками в соответствии с изобретением, а также соответствующей литейной установкой.
Кроме того, относящаяся к устройству часть вышеуказанной задачи исходя из типовой литейной установки вышеназванного типа решается тем, что предусмотрены средства для определения усилия прокатки, прикладываемого прокатными валками к отливаемому материалу, и управляющее устройство по пункту 14 формулы изобретения, посредством которого нагрузка привода, соответствующего прокатному валку, управляется в зависимости от того усилия прокатки, которое этот прокатный валок прикладывает к отливаемому материалу. За счет улучшенного распределения мощности, вводимой прокатными валками в отливаемый материал, повышается предоставляемая в распоряжение энергия подачи для отливаемого материала. Тем самым обеспечивается возможность более сильного уменьшения толщины отливаемого материала, причем одновременно можно избежать обусловленного, при обстоятельствах, высокими усилиями прокатки замедления скорости литья отливаемого материала. Поэтому можно избежать застаивания отливаемого материала в литейной установке. К тому же за счет установленной соответственно изобретению нагрузки привода, по меньшей мере, одного прокатного валка улучшается передача энергии подачи на отливаемый материал, благодаря чему повышается качество поверхности отливаемого материала по сравнению с качеством поверхности отливаемого материала, который изготавливается известным из предшествующего уровня техники способом.
Под усилием прокатки в рамках настоящей заявки понимается усилие, которое является подходящим, чтобы обусловить пластичную, продолжительную деформацию отливаемого материала. Валок, который вызывает такое усилие, воздействующее на отливаемый материал, определяется как прокатный валок. Наряду с прокатными валками предусмотрены направляющие валки, которые предусмотрены, например, для определения направления, в частности криволинейного участка отливаемой заготовки. Уменьшение толщины, обусловленное упругой деформацией отливаемого материала, в рамках этой заявки не следует рассматривать как уменьшение толщины, так как это уменьшение толщины является обратимым и непостоянным.
В качестве последовательности валков в рамках данной заявки также понимается последовательность пар валков, причем, по меньшей мере, один валок пары валков является приводимым.
Посредством изобретения может быть, в частности, использовано то, что при повышенном усилии прокатки, приложенном к отливаемому материалу, на отливаемый материал может воздействовать повышенный крутящий момент без потери сцепления прокатного валка с отливаемым материалом.
В предпочтительном выполнении изобретения предусмотрены средства для определения полной нагрузки как суммы нагрузок приводов прокатных валков и средства для определения полного усилия прокатки как суммы усилий прокатки, прикладываемых прокатными валками к отливаемому материалу, причем нагрузки приводов, соответствующих прокатным валкам, устанавливаются с помощью управляющего устройства таким образом, что для каждого привода отношение нагрузки к полной нагрузке по существу равно отношению усилия прокатки прокатного валка, соответствующего этому приводу, к полному усилию прокатки. При этом речь идет о простой линейной взаимосвязи, которая при динамическом изменении усилия прокатки ведет к динамическому изменению нагрузки привода.
За счет этого в любой момент может достигаться стабильная скорость литья при одновременно хорошем сцеплении прокатных валков. Средства для определения полной нагрузки могут непосредственно определять полную нагрузку приводов прокатных валков из отдельных нагрузок приводов путем формирования суммы отдельных нагрузок. Это справедливо аналогичным образом для средств определения полного усилия прокатки. Как правило, средства для определения полного усилия выполнены таким образом, что они применяют отдельные усилия прокатки, которые прикладываются прокатными валками к отливаемому материалу, чтобы из них путем формирования суммы определить полное усилие прокатки. Можно также использовать уменьшение толщины отливаемого материала за счет прокатки для определения полного усилия прокатки. Эти параметры подаются в управляющее устройство, которое вычисляет нагрузки отдельных приводов по следующему соотношению:
Причем Ii обозначает устанавливаемое значение активного тока для привода прокатного валка i, Fi обозначает усилие прокатки, прикладываемое прокатным валком i к отливаемому материалу, Itot - полная нагрузка и Ftot - полное усилие прокатки.
В другой предпочтительной форме выполнения изобретения предусмотрены средства для определения дополнительного номинального значения числа оборотов для управления, по меньшей мере, одним из приводов. Ввиду уменьшения толщины отливаемого материала за счет усилия прокатки прокатных валков происходит повышение скорости участков отливаемого материала на основе закона массового потока. Чтобы это повышение скорости за счет уменьшения толщины учесть для последующих прокатных валков, требуется определять дополнительное номинальное значение числа оборотов. Оно учитывает изменения скорости прокатываемых участков отливаемого материала за счет предыдущей прокатки и обеспечивает повышение стабильности скорости литья. Особенно предпочтительно дополнительное номинальное значение числа оборотов определять средствами для определения дополнительного номинального значения числа оборотов, которые выполнены таким образом, что дополнительное номинальное значение числа оборотов рассчитывается по следующей формуле:
Δni,soll=p·(Ii ist-Ii)·
причем Ii ist описывает фактический ток i-го привода, Ii - зависимое от усилия номинальное значение i-го привода, р - постоянная, nN - номинальное число оборотов и IN - номинальный ток привода.
На основе простого соотношения и содержащихся в нем величин для определения дополнительного номинального значения числа оборотов можно в реальном времени определять дополнительное номинальное значение числа оборотов и управляющее устройство настраивать на дополнительное номинальное значение числа оборотов, определенное для соответствующего привода. Номинальное число оборотов привода, который нагружен номинальным током, является особенностью привода, который при этом способе определения дополнительного номинального значения числа оборотов является основой для определения дополнительного номинального значения числа оборотов.
В предпочтительном выполнении изобретения нагрузка привода, соответствующего одному из ведущих валков, и прижимное усилие, прикладываемое одним из ведущих валков к отливаемому материалу, устанавливаются таким образом, что устанавливается предварительно задаваемая скорость литья отливаемого материала. Для этого приводу может задаваться номинальное значение для нагрузки, так что окружность приводного валка, соответствующего этому приводу, вращается с желательной скоростью литья. При этом валок предпочтительно не нагружается дополнительным номинальным значением числа оборотов. Предпочтительным образом номинальное значение нагрузки для этого привода является постоянным. Однако если требуется, чтобы произошло изменение желательной скорости литья отливаемого материала, то номинальное значение нагрузки привода соответственно согласовывается, и нагрузка привода изменяется таким образом, чтобы установилась желательная скорость литья отливаемого материала.
В другом предпочтительном выполнении изобретения управляющее устройство выполнено таким образом, что нагрузки приводов валков, расположенных после валков, устанавливающих скорость литья, устанавливаются в зависимости от определенной нагрузки привода, относящегося к валку, устанавливающему скорость литья. Таким образом, если нагрузка привода ведущего валка возрастает выше предельного значения нагрузки, то желательно повысить скорость литья отливаемого материала. Напротив, если нагрузка снижается ниже заданного предельного значения нагрузки, то, очевидно, посредством измененного номинального значения нагрузка привода задается так, чтобы скорость литья отливаемого материала снизилась.
Особенно предпочтительным является теперь применять нагрузку привода валка, устанавливающего скорость, в качестве управляющей величины для нагрузки приводов, соответствующих валкам, следующим за валком, устанавливающим скорость литья. Тем самым можно и валки, следующие за ведущим валком, быстро устанавливать на измененные условия литья, в частности на измененные скорости литья, без возникновения явлений растяжения или явлений сжатия в отливаемом материале во время изменения скорости.
В частности, является предпочтительным выполнение валка, устанавливающего скорость литья, для измерения скорости литья отливаемого материала. Тем самым отпадает необходимость в дополнительном измерительном устройстве для измерения скорости литья отливаемого материала. Несмотря на такую экономию повышается эксплуатационная готовность, и отпадает необходимость в требуемом в ином случае техническом обслуживании этого измерительного устройства в технически неблагоприятной зоне горячего отливаемого материала.
В другой предпочтительной форме выполнения изобретения предусмотрен PI-регулятор для определения значения смещения нагрузок из определенной нагрузки привода, соответствующего валку, измеряющему скорость литья, с помощью которого может управляться нагрузка привода, соответствующего валку, расположенному за измерительным валком. Тем самым можно достичь того, что следующие за измерительным валком валки в максимальной степени нейтрально перемещаются совместно с отливаемым материалом, который имеет скорость литья, отличающуюся от нуля. В особенности PI-регулятор путем выдачи соответствующего значения смещения нагрузок может побуждать управляющее устройство к тому, чтобы управлять нагрузками приводов валков, следующих за измерительным валком, таким образом, что измерительный валок в каждом направлении действия разгружается посредством последующих прокатных валков.
В предпочтительном варианте выполнения изобретения управляющее устройство выполнено таким образом, что нагрузка привода, соответствующего валку, измеряющему скорость литья, поддерживается на постоянном значении. Тем самым обеспечивается то, что измерительный валок и при незначительном прижимающем усилии, воздействующем на отливаемый материал, имеет постоянное проскальзывание. Тем самым возникающая при измерении ошибка заметно снижается, так как измерительный валок воздействует на отливаемый материал в постоянном направлении и с остающейся постоянной силой. Проскальзывание, иначе возникающее в динамической форме при измерении посредством приводных роликов, может здесь соответствовать приближенно статическому проявлению и может компенсироваться значительно более простыми способами, если бы потребовалось дальнейшее повышение точности измерений.
В особенно предпочтительном выполнении изобретения средства для определения нагрузки привода определяют его крутящий момент. Альтернативно или дополнительно, к определению крутящего момента может определяться активный ток привода средствами для определения нагрузки. Как с помощью крутящего момента, так и с помощью активного тока нагрузка привода может определяться надежным образом. На практике и, в частности, по отношению к представленным в этой заявке уравнениям активный ток в качестве меры для нагрузки может применяться, при обстоятельствах, предпочтительным образом, потому что его, как правило, легче измерять. Однако крутящий момент и активный ток для определения нагрузки привода равноценны.
Другие преимущества изобретения вытекают из поясненного далее, схематично представленного примера выполнения. На чертежах показано следующее:
фиг.1 - установка непрерывной разливки для литья металлической отливаемой заготовки,
фиг.2 - блок-схема для представления примерного выполнения соответствующего изобретению способа.
На фиг.1 показана литейная установка 1, которая выполнена как установка непрерывной разливки для литья отливаемого материала 2, выполненного в форме отливаемой заготовки. Кроме того, на фиг.1 показана литьевая камера 3, выполненная как проточный кристаллизатор, из которого вытягивается отливаемая заготовка. После, по существу, вертикального выхода отливаемой заготовки 2 из проточного кристаллизатора 3 со скоростью v литья, ведущие валки 4 направляют отливаемую заготовку 2 в горизонтальное направление. Отливаемая заготовка имеет начальную толщину 9, которая должна быть уменьшена до конечной толщины 9'. Для этого применяется множество редукционных клетей 13-0, 13-1, 13-2, 13-3, 13-4. В последующем описании прокатные клети обозначены как 13-i, i = 0…4. Посредством редукционной клети 13-i на отливаемую заготовку 2 оказывается воздействие усилием F прокатки, которое приводит к уменьшению толщины 9 отливаемой заготовки. Уменьшение толщины отливаемой заготовки, происходящее уже во время отливки, облегчает дальнейшую прокатку в прокатном стане.
Следствием уменьшения толщины 9 отливаемой заготовки является то, что участок отливаемой заготовки с уменьшенной толщиной 9 повышает свою скорость ввиду сохранения объема. Между выполняющими прокатку редукционными клетями 13-i и 13-i+1 имеют место, таким образом, различающиеся скорости участков отливаемой заготовки.
Редукционная клеть 13-i, i = 0…4, имеет в этом примере выполнения два валка, между которыми проводится отливаемая заготовка 2. В случае показанных на фиг.1 редукционных клетей 13-i, i = 0…4, только расположенные выше отливаемой заготовки 2 валки редукционных клетей 13-i, i = 0…4, приводятся с помощью привода 8. Расположенные ниже отливаемой заготовки 2 валки редукционных клетей 13-i, i = 0…4, не являются приводными и служат только в качестве установленного с возможностью вращения сопротивления при воздействии усилия на отливаемую заготовку посредством верхнего валка.
Каждый из содержащихся в редукционных клетях 13-i, i = 0…4, валков, которые расположены над отливаемой заготовкой 2, может поэтому работать как прокатный валок 5. Для этого каждый i-ый прокатный валок 5 прижимается к отливаемой заготовке 2 усилием Fi прокатки. Однако верхний валок редукционной клети 13-i, i = 0…4, не обязательно должен действовать как прокатный валок 5. Если, например, усилие для валка выбрано настолько незначительным, что не происходит никакого пластического уменьшения толщины отливаемой заготовки, то этот валок рассматривается как направляющий валок 4. Относящее к этому усилие обозначается как прижимное усилие А. Каждый направляющий валок 4, 5 редукционных клетей 13-i имеет соответствующий привод 8, так что соответствующие валки 4, 5 редукционных клетей 13-i, i = 0…4, приводятся в действие независимо друг от друга. Приводы 8 валков 4, 5 редукционных клетей 13-i связаны, соответственно, с управляющим устройством 10, которое управляет приводами 8. Кроме того, приводы 8 содержат средства 8'' для определения нагрузки Ii ist i-го привода 8 редукционной клети 13-i, i = 0…4, которая может подаваться на управляющее устройство 10.
Кроме того, i-ая редукционная клеть 13-i, i = 0…4, имеет средства 8' для определения усилия прокатки, которое воздействует на отливаемую заготовку 2, причем определенные усилия Fi прокатки прокатных валков 5 i-ой редукционной клети 13-i могут подаваться на управляющее устройство 10.
Усилия Fi прокатки, воздействующие на отливаемую заготовку 2, управляются управляющим устройством 10. Требуемые усилия прокатки, чтобы изменить отливаемую заготовку от начальной толщины 9 до конечной толщины 9', а также распределение усилий прокатки по редукционным клетям 13-i, i = 0…4, для установки этой конечной толщины 9' сообщаются управляющему устройству 10 посредством модели, используемой независимо от управляющего устройства 10.
Чтобы сэкономить на дополнительном измерительном устройстве для измерения скорости литья отливаемой заготовки 2, первая редукционная клеть в последовательности редукционных клетей 13-i, i = 0…4, используется для установки и измерения скорости v литья.
Поэтому первая редукционная клеть в последовательности редукционных клетей 13-i, i = 0…4, во время вывода отливаемой заготовки 2 не имеет никакого прокатного валка 5 над отливаемой заготовкой 2, а только один направляющий валок 4. Уменьшение толщины отливаемой заготовки 2 обеспечивается последующими редукционными клетями 13-1, 13-2, 13-3, 13-4. Управляющее устройство 10 для этого выполнено таким образом, что сообщенные моделью усилия F1, F2, F3, F4 прокатки устанавливаются на редукционных клетях 13-1, 13-2, 13-3, 13-4, и из определенных затем усилий F1, F2, F3, F4 прокатки определяется полное усилие Ftot.
К тому же определяются нагрузки I1, I2, I3, I4 приводов А прокатных валков 5 в форме действующих в приводах А активных токов I1, I2, I3, I4, и отсюда - путем формирования суммы - вычисляется полная нагрузка Itot. Управляющее устройство 10 управляет теперь нагрузками приводов 8 таким образом, что нагрузка Ii i-го привода 8 прокатного валка равна полной нагрузке Itot, если приложенное этим валком 5 к отливаемой заготовке 2 усилие Fi прокатки равно полному усилию Ftot. Первая редукционная клеть 13-0, которая при направлении отливаемой заготовки 2 не имеет прокатных валков 5, а имеет только направляющие валки 4, служит в качестве устройства для установки скорости литья или устройства для измерения скорости литья. В соответствии с этим, в зависимости от выполняемого валком процесса, направляющий валок, расположенный над отливаемой заготовкой 2, также определяется как устанавливающий скорость валок 6 или как измерительный валок 7.
Для установки скорости v литья или для измерения скорости литья направляющий валок 4, расположенный над отливаемой заготовкой 2, прижимается с прижимным усилием А к отливаемому материалу. Тем самым обеспечивается контакт с отливаемой заготовкой. Привод 8 валков 4, 6, 7 этой первой редукционной клети 13-0 не управляется так, как приводы 8 прокатных валков 5. Для привода 8 этого направляющего валка 4 первой редукционной клети 13-0 задается номинальное значение нагрузки, чтобы тем самым установить желательную скорость v литья. Эта желательная скорость v литья может, например, подаваться на управляющее устройство 10 со стороны пользователя, которое затем соответственно управляет приводом 8 устанавливающего скорость валка 6 редукционной клети 13-0. Нагрузка I0 привода 8 устанавливающего валка 6 первой редукционной клети 13-0 может применяться для управления нагрузкой I1, I2, I3, I4 приводов 8 последующих прокатных валков 5. Для этого определяется нагрузка I0 первого привода 8 и подается на управляющее устройство 10. Там определенная нагрузка I0 посредством PI-регулятора обрабатывается для получения управляющего сигнала для нагрузок I1, I2, I3, I4 приводов 8, относящихся к прокатным валкам 5. Это имеет значение, в частности, в том случае, когда измерение скорости литья должно осуществляться посредством измерительного валка 7 первой редукционной клети 13-0.
С помощью литейной установки, показанной на фиг.1, и управляющего устройства 10, входящего в состав литейной установки, может осуществляться установка толщины отливаемого материала и осуществляться ее изменение от начальной толщины 9 до конечной толщины 9' без возникновения нестабильностей скорости литья.
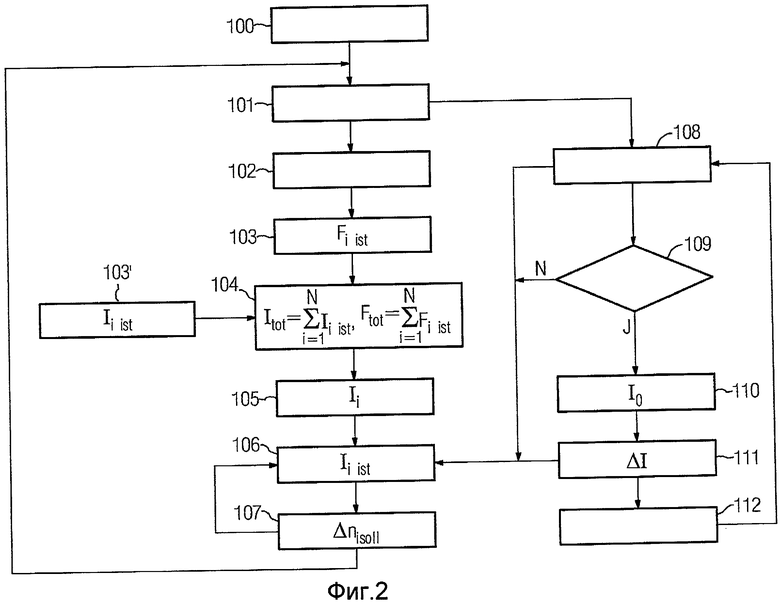
Фиг.2 исходит из инициированного способа непрерывной разливки. При этом в распоряжении имеется модель для определения жидкой середины проката, которая определяет требуемые усилия прокатки на прокатных валках для установления конечной толщины 9' исходя из начальной толщины 9. Эти определенные, подлежащие установке усилия прокатки подаются на этапе 100 способа в управляющее устройство.
На фиг.2 предусматривается, что установка скорости литья отливаемого материала осуществляется с помощью редукционной клети, с помощью которой может в принципе осуществляться также уменьшение толщины. В данном случае эта редукционная клеть используется не для прокатки, а для установления и/или измерения скорости литья выводимого из кристаллизатора отливаемого материала. Поэтому относящиеся к этой редукционной клети направляющие валки также обозначаются как измерительные или как устанавливающие скорость литья валки.
Для этого сначала на этапе 101 способа устанавливается, какие валки должны использоваться как прокатные валки i или могут использоваться, ввиду некоторого дефекта. Затем управление устанавливает усилие Fi прокатки для соответствующего i-го прокатного валка на этапе 102 способа, причем соответствующее усилие Fi прокатки задается вышеназванной моделью динамическим образом. После установки усилия Fi прокатки на соответствующем прокатном валке, на этапе 103 способа определяется усилие Fi ist прокатки - фактическое усилие прокатки для i-го валка. Определение и установка усилия Fi ist прокатки могут осуществляться, по существу, одновременно. Прокатные валки i оказывают не только воздействие усилием Fi прокатки на отливаемую заготовку, но и с каждым прокатным валом i соотнесен привод, который приводит в действие прокатный валок, так что отливаемая заготовка перемещается вдоль заданного направления. Для этого привод прокатного валка i нагружается нагрузкой Ii.
На этапе 103' способа определяется фактическое значение нагрузки Ii ist каждого отдельного привода, соответствующего прокатному валку i. Из определенных усилий Fi ist прокатки и определенных нагрузок Ii ist приводов прокатных валков на этапе 104 способа определяется полная нагрузка Itot и полное усилие Ftot прокатки. Это достигается тем, что определенные нагрузки Ii ist суммируются. Полное усилие Ftot определяется тем, что отдельные усилия Fi ist прокатки, прикладываемые к отливаемой заготовке прокатными валками i, суммируются.
Затем на этапе 105 способа определяется (номинальная) нагрузка Ii привода в зависимости от усилия Fi прокатки. Это выполняется в соответствии с соотношением:
После определения (номинальной) нагрузки Ii ist i-го привода пропорционально усилию прокатки, прикладываемому соответствующим этому приводу i-ым валком к отливаемой заготовке, эта нагрузка Ii ist на этапе 106 способа устанавливается на новое значение Ii. Посредством зависимой от усилия прокатки установки нагрузки улучшается подача отливаемой заготовки через i-ый прокатный валок. К тому же не происходит снижения скорости посредством изменяющихся, являющихся результатом изменения усилия прокатки соотношений трения в отливаемой заготовке. На фиг.1 i изменяется от 0 до 4. Число i прокатных валков может, однако, выбираться любым в зависимости от соответствующей установки непрерывной разливки.
Предпочтительным образом при установке нагрузки привода прокатного валка на этапе 106 способа принимается во внимание целенаправленное измерение скорости литья с помощью измерительного валка или изменение скорости посредством валка, устанавливающего скорость, на этапе 108 способа.
Если на этапе 108 способа должна устанавливаться измененная скорость литья, то является предпочтительным, что нагрузка приводов прокатных валков управляется в зависимости от определенной нагрузки привода валка, устанавливающего скорость. Если нагрузка привода, относящегося к валку, устанавливающему скорость, возрастает, то нагрузки приводов прокатных валков быстро согласуются с измененной скоростью литья.
В противном случае прокатные валки из-за слишком низкой нагрузки их приводов вырабатывают сопротивление против изменения скорости литья. Это должно устраняться посредством управления, зависимого от нагрузки привода, относящегося к устанавливающему скорость литья валку, приводами, относящимися к прокатным валкам. Установка скорости литья на этапе 108 способа, таким образом, учитывает также установку нагрузок на этапе 106 способа.
К тому же на этапе 109 способа можно регулярно опрашивать, должно ли производиться измерение скорости литья отливаемого материала. Если измерение скорости литья на этапе 111 способа осуществляется с помощью измерительного валка, то целесообразно, чтобы измеряющий скорость валок по возможности разгружался посредством последующих прокатных валков в каждом направлении действия. Тем самым может осуществляться измерение, в максимальной степени свободное от ошибок.
Это может достигаться тем, что определяется нагрузка валка, измеряющего скорость, и нагрузка приводов приводных валков определяются в зависимости от нагрузки измеряющего скорость валка, и на этапе 110 способа определяется значение ΔI смещения нагрузки посредством PI-регулятора. Посредством значения ΔI смещения нагрузки, с помощью которого управляются приводы, соответствующие прокатным валкам, может достигаться то, что измерительный валок, по существу, разгружен во всех направлениях при измерении. После определения нагрузки приводов, относящихся к прокатным валкам, с учетом значения ΔI смещения нагрузки на этапе 106 способа при установлении нагрузки, может быть реализовано измерение скорости литья с уменьшенной ошибкой измерений.
После установления нагрузок приводов, относящихся к прокатным валкам, на этапе 107 способа может быть определено дополнительное номинальное значение числа оборотов. Посредством дополнительного номинального значения числа оборотов, обусловленное уменьшением толщины повышение скорости участка отливаемого материала учитывается при управлении валками.
Способ может выполняться непрерывно, причем управление приводами может осуществляться как часть контура регулирования. В частности, способ может осуществляться до тех пор, пока отливка отливаемого материала, например отливаемой заготовки, не завершится.
За счет соответствующего изобретению способа может быть улучшена подача отливаемого материала и повышена стабильность скорости литья.
В частности, с подобным способом могут предпочтительно работать установки бесконечной непрерывной разливки, и в особенности литейная установка может быть выполнена как установка бесконечной непрерывной разливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШАГОВОЙ ПРОКАТКИ НЕПРЕРЫВНО ОТЛИВАЕМЫХ ЗАГОТОВОК И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1248110A1 |
| Способ обработки непрерывно отливаемых деталей | 1975 |
|
SU564779A3 |
| СПОСОБ И ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ НЕПРЕРЫВНОЙ ЗАГОТОВКИ | 2015 |
|
RU2683671C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОСОРТОВОГО ПРОКАТА В СОВМЕЩЕННОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2134179C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2006 |
|
RU2393034C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ | 2003 |
|
RU2250151C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ | 2011 |
|
RU2537629C2 |
| СПОСОБ ПРОКАТКИ ДЛИННОМЕРНЫХ ПОЛОС В КЛЕТИ КВАРТО И ПРОКАТНАЯ КЛЕТЬ КВАРТО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2068307C1 |
| СПОСОБ ПРОКАТКИ НЕПРЕРЫВНО ОТЛИВАЕМОЙ ЗАГОТОВКИ | 1984 |
|
SU1235053A1 |
| Способ продольной прокатки | 1989 |
|
SU1667955A1 |
Изобретение относится к области непрерывной разливки. Технический результат - повышение стабильности скорости литья и существенное уменьшение толщины отливаемого материала. Согласно способу для направления отливаемого материала (2) из литьевой камеры (3) литейной установки (1) используют направляющие валки (4) и прокатные валки (5). Отливаемый материал (2) выводится из литьевой камеры (3), причем прокатные валки (5) для уменьшения толщины (9, 9') отливаемого материала (2) прикладывают усилие (F1, F2, F3, F4) прокатки к отливаемому материалу (2), в то время как направляющие валки (4) не прикладывают усилия прокатки к отливаемому материалу (2). Прокатные валки (5) приводятся в действие с помощью соответствующих приводов (8). Нагрузки (I1, I2, I3, I4) приводов прокатных валков (5) изменяют в зависимости от усилия (F1, F2, F3, F4) прокатки. 4 н. и 19 з.п. ф-лы, 2 ил.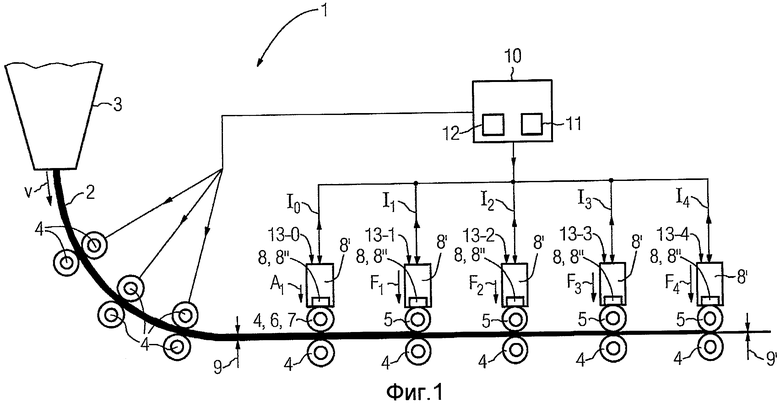
1. Способ направления отливаемого материала (2) из литьевой камеры (3) литейной установки (1), при котором с помощью последовательности направляющих валков (4) и прокатных валков (5) отливаемый материал (2) выводят из литьевой камеры (3), причем прокатные валки (5) для уменьшения толщины (9, 9') отливаемого материала (2) прикладывают усилие (F1, f2, F3, F4) прокатки к отливаемому материалу (2), а направляющие валки (4) не прикладывают усилия прокатки к отливаемому материалу (2), и причем, по меньшей мере, прокатные валки (5) приводят в действие с помощью соответствующего привода (8) с приложенной нагрузкой, при этом определяют (103) усилие (F1, F2, F3, F4) прокатки по меньшей мере одного прокатного валка (5) и управляют (105, 106) нагрузкой (I1, I2, I3, I4) привода этого прокатного валка (5) в зависимости от определенного усилия (F1, F2, F3, F4) прокатки, отличающийся тем, что определяют (104) полную нагрузку (Itot) как сумму нагрузок (I1, I2, I3, I4) приводов (8) прокатных валков (5) и полное усилие (Ftot) прокатки определяют как сумму усилий (F1, F2, F3, F4) прокатки, прикладываемых прокатными валками, причем нагрузки (I1, I2, I3, I4) приводов (8), соответствующих прокатным валкам (5), управляются таким образом, что они относятся к полной нагрузке (Itot) так, как усилия (F1, F2, F3, F4) прокатки соответствующих прокатных валков (5) к полному усилию (Ftot) прокатки.
2. Способ по п.1, отличающийся тем, что для управления нагрузкой (I1, I2, I3, I4,) привода (8) дополнительно определяют (107) дополнительное номинальное значение (Δni,soll) числа оборотов, чтобы число оборотов валка согласовать с обусловленным прокаткой повышением скорости прокатываемого участка отливаемого материала.
3. Способ по п.2 отличающийся тем, что дополнительное номинальное значение (Δni,soll) числа оборотов рассчитывают по следующей формуле:
причем Ii ist описывает фактический ток i-го привода, Ii описывает зависимое от усилия номинальное значение i-гo привода, р - постоянная, nN - номинальное число оборотов и IN - номинальный ток привода.
4. Способ по любому из пп.1-3, отличающийся тем, что один из направляющих валков (4) таким образом приводят в действие посредством нагруженного нагрузкой привода (8), и прижимающее усилие (А), не уменьшающее толщину (9, 9') отливаемого материала, таким образом воздействует на отливаемый материал (2), что устанавливается (108) предварительно задаваемая скорость (v) отливаемого материала (2).
5. Способ по п.4, отличающийся тем, что скорость (v) отливаемого материала поддерживают постоянной.
6. Способ по п.4, отличающийся тем, что нагрузки (I1, I2, I3, I4) приводов (8) валков (5), расположенных после валков (6), устанавливающих скорость (v), управляются в зависимости от определенной нагрузки (I0) привода, относящегося к валку (6), устанавливающему скорость (v) литья.
7. Способ по п.5, отличающийся тем, что нагрузки (I1, I2, I3, I4) приводов (8) валков (5), расположенных после валков (6), устанавливающих скорость (v), управляются в зависимости от определенной нагрузки (I0) привода, относящегося к валку (6), устанавливающему скорость (v) литья.
8. Способ по п.4, отличающийся тем, что посредством валка (6), устанавливающего скорость (v) литья, измеряют (112) скорость (v) литья отливаемого материала (2).
9. Способ по п.5, отличающийся тем, что посредством валка (6), устанавливающего скорость (v) литья, измеряют (112) скорость (v) литья отливаемого материала (2).
10. Способ по п.6, отличающийся тем, что посредством валка (6), устанавливающего скорость (v) литья, измеряют (112) скорость (v) литья отливаемого материала (2).
11. Способ по п.7, отличающийся тем, что посредством валка (6), устанавливающего скорость (v) литья, измеряют (112) скорость (v) литья отливаемого материала (2).
12. Способ по п.8, отличающийся тем, что определяют (110) нагрузку (I0) привода (8), соответствующего измерительному валку (7), и отсюда определяют (111) значение смещения нагрузок для нагрузок (I1, I2, I3, I4) приводов (8), соответствующих валкам (5), расположенным за измерительным валком, и приводы (8) управляются (106) на основе этого значения смещения нагрузок.
13. Способ по п.9, отличающийся тем, что определяют (110) нагрузку (I0) привода (8), соответствующего измерительному валку (7), и отсюда определяют (111) значение смещения нагрузок для нагрузок (I1, I2, I3, I4) приводов (8), соответствующих валкам (5), расположенным за измерительным валком, и приводы (8) управляются (106) на основе этого значения смещения нагрузок.
14. Способ по п.10, отличающийся тем, что определяют (110) нагрузку (I0) привода (8), соответствующего измерительному валку (7), и отсюда определяют (111) значение смещения нагрузок для нагрузок (I1, I2, I3, I4) приводов (8), соответствующих валкам (5), расположенным за измерительным валком, и приводы (8) управляются (106) на основе этого значения смещения нагрузок.
15. Способ по п.11, отличающийся тем, что определяют (110) нагрузку (I0) привода (8), соответствующего измерительному валку (7), и отсюда определяют (111) значение смещения нагрузок для нагрузок (I1, I2, I3, I4) приводов (8), соответствующих валкам (5), расположенным за измерительным валком, и приводы (8) управляются (106) на основе этого значения смещения нагрузок.
16. Способ по п.12, отличающийся тем, что значение смещения нагрузки определяют (111) PI-регулятором.
17. Способ по п.12, отличающийся тем, что нагрузку (I0) привода (8), соответствующего измерительному валку (7), устанавливают на заданное постоянное значение нагрузки.
18. Способ по п.16, отличающийся тем, что нагрузку (I0) привода (8), соответствующего измерительному валку (7), устанавливают на заданное постоянное значение нагрузки.
19. Способ по п.1, отличающийся тем, что в качестве меры для нагрузки (I0, I1, I2, I3, I4) привода (8) применяют его крутящий момент.
20. Способ по п.1, отличающийся тем, что в качестве меры для нагрузки (I0, I1, I2, I3, I4) привода (8) применяют его активный ток (I0, I1, I2, I3, I4).
21. Управляющее устройство (10) для литейной установки (1) с машиночитаемым программным кодом, который содержит управляющие команды для выполнения способа по любому из пп.1-20.
22. Носитель данных, на котором сохранен компьютерный программный продукт для управляющего устройства (10), который содержит машиночитаемый программный код, который предназначен для того, чтобы с помощью управляющего устройства (10) выполнять способ по любому из пп.1-20, когда компьютерный программный продукт выполняется на управляющем устройстве (10).
23. Литейная установка (1) для литья отливаемого материала (2), в частности отливаемой заготовки или отливаемой сортовой заготовки, причем отливаемый материал (2) с помощью последовательности взаимодействующих с отливаемым материалом (2) направляющих валков (4) и прокатных валков (5) выводится из литьевой камеры (3), причем посредством прокатных валков (5) для уменьшения толщины (9, 9') отливаемого материала (2) прикладывают усилия (F1, F2, F3, F4) прокатки к отливаемому материалу (2), в то время как направляющие валки (4) не прикладывают усилия прокатки к отливаемому материалу (2), причем, по меньшей мере, прокатные валки (5) могут приводиться в действие независимо друг от друга, и при этом предусмотрены средства (8') для определения усилия прокатки (F1, F2, F3, F4), прикладываемого прокатными валками к отливаемому материалу, а также предусмотрено управляющее устройство (10) по п.21.
| DE 3822939 C1, 05.10.1989 | |||
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ГАЗОПРОНИЦАЕМОСТИ ПОВЕРХНОСТНЫХ ПОКРОВОВ ПЛОДОВ | 0 |
|
SU350431A1 |
| Способ автоматического управления установкой непрерывной разливки металла | 1978 |
|
SU685420A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНОЙ ПОЛОСЫ ТОЛЩИНОЙ МЕНЕЕ 10 ММ | 1991 |
|
RU2013184C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |

