(54) УСТАНОВКА ДЛЯ МНОГОКРАТНОГО ПОКРЫТИЯ И СУШКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для многократного покрытия и сушки внутренних поверхностей труб | 1980 |
|
SU952367A1 |
| Установка для сушки-оплавления окрашенных изделий | 1981 |
|
SU1014594A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ И СУШКИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1990 |
|
RU2011429C1 |
| Линия для окраски внутренней поверхности длинномерных изделий | 1977 |
|
SU745547A1 |
| Кольцевая туннельная сушилка | 1982 |
|
SU1073542A1 |
| Агрегат для эмалирования труб | 1959 |
|
SU129448A1 |
| Способ обработки внутренних поверхностей хлебопекарных форм и линия для обработки внутренних поверхностей хлебопекарных форм | 1981 |
|
SU1178379A1 |
| Установка для сушки окрашенных изделий | 1974 |
|
SU556290A1 |
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU223298A1 |
| ОКРАСОЧНО-СУШИЛЬНАЯ УСТАНОВКА | 2002 |
|
RU2232956C2 |
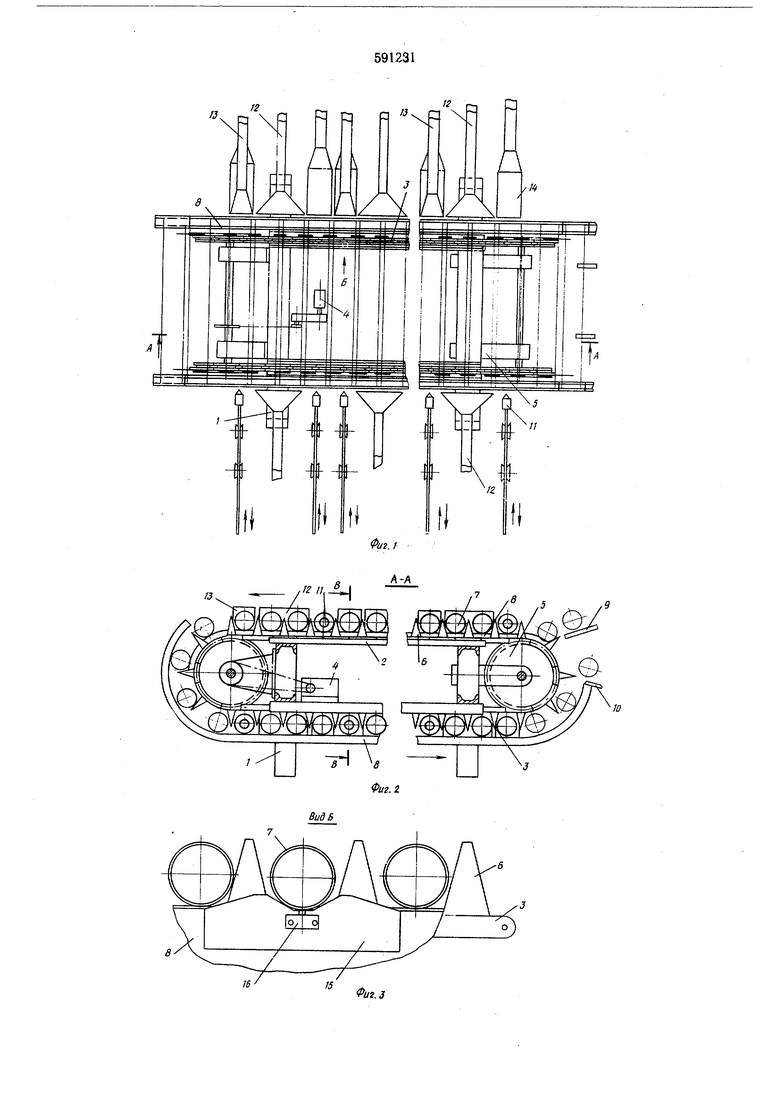
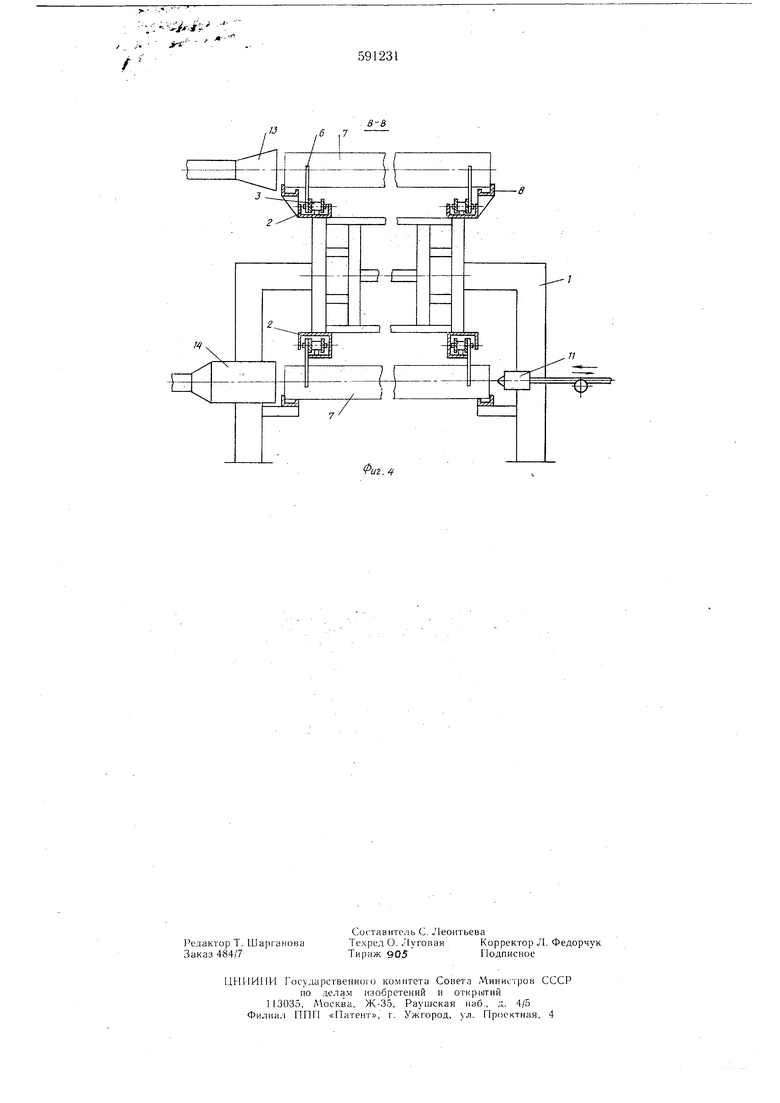
Изобретение относится к технике яанесения лакокрасочных покрытий на поверхность труб и может быть использовано на предприятиях, выпускающих трубы с коррозионностойким покрытием, используемые в мелиоративном, водном и коммунальном хозяйстве. Известно устройство 1 для нанесения защитных покрытий на внутренние поверхности труб, включающее конвейеры с несущими каретками, узлы установки труб, устройство для нанесения покрытий и сущильную печь. Однако данное устройство не позволяет многократно наносить покрытия, что необходимо для значительного повышения износостойкости поверхности и водонепроницаемости труб, используемых в мелиоративном и коммунальном хозяйстве. При использовании данного устройства для многократного покрытия труб путем пропускания их через конвейер повторно нарущается непрерывность потока выдачи труб, необходимого для завершения технологического процесса по выпуску готовых труб. Известна также установка 2 для многократного покрытия и сущки внутренних поверхностей труб, содержащая механизмы нанесения покрытия, механизм подачи труб, средства для сушки покрытия и охлаждения изделия и направляющие для перемещения труб. Недостатком установки является то, что она не может обеспечить автоматизированный процесс выпуска труб с минимальным тактом. Пелью изобретения является повышение производительности установки. Это достигается те.м, что механизм подачи труб выполнен в виде двух параллельных бесконечных ветвей толкающего конвейера, параллельно которым по незамкнутому контуру расположены направляющие для перемещения труб, снабженные закрепленными на них напротив механизмов нанесения покрытия механизмами установки труб. Средства для сушки покрытия и охлаждения изделий обычно выполнены в виде воздуховодов, соединенных с магистралью подачи теплоносителя и установленных после каждого механизма нанесения покрытия. Кроме того, на ветвях конвейера могут быть закреплены толкатели труб, а механизм установки труб выполнен в виде призмы, по оси которой установлен концевой выключатель. На фиг. 1 изображена установка, вид сверху; на фиг. 2 - разрез А-А фиг. I; на фиг. 3 - вид Б фиг. 1; на фиг. 4 - разрез В-Б фиг. 2. На металлоконструкции 1 закреплены направляющие 2 двух ветвей толкающего конвейера 3 с приводом 4 и натяжной станцией 5. Ветви конвейера 3 выполнены в виде втулочнороликовой цепи, на щеках которой закреплены толкатели 6, совершающие перекатывание обрабатываемых труб 7 по направляющим 8. К верхним (прямым) ветвям конвейера 3 примыкает загрузочный 9 лоток, ниже которого ближе к уровню обратных ветвей конвейера примыкает разгрузочный 0 лоток.
По ходу прямых и обратнЕ 1х ветвей конвейера 3 установлены с oпpeдev eнным интервалом механизмы 11 нанесения покрытия на внутреннюю поверхность труб, за которыми последовательно расположены воздуховоды 12 сушки и воздуховоды 13 охлаждения, а напротив каждого установлены гидрофильтры 14.
К направляющим 8 на позициях нанесения покрытия закреплены механизмы установки труб, выполненные в виде призм 15 с концевыми выключателями 16, которые дают разрешающий сигнал на работу механизмов нанесения покрытия. Призмы 15 выполняют функции ловушки, сглаживаюпдей неточность остановки конвейера при каждом цикле перемещения. Количество постов нанесения покрытия, сушки и охлаждения соответствует кратности наносимых слоев покрытия.
Работа установки заключается в следующем.
Включают вентиляционные установки, питающие воздуховоды сушки, охлаждения труб и отсоса паров растворителя через гидрофильтр из обрабатываемых труб. Затем включают привод конвейера и переводят его работу в автоматический режим, при котором командоаппарат циклически включает и выключает привод.
Нанесение покрытия на трубы осуществляется одновременно всеми механизмами нанесения покрытия во время остановки конвейера. При остановке конвейера трубы, поступившие на позиции нанесения покрытия, улавливаются призмами 15 и включают приводы механизмов нанесения покрытия.
Такт выпуска труб с нанесенным покрытием складывается из времени нанесения одного слоя покрытия на внутреннюю поверхность трубы и перемещения конвейера на величину шага расположения обрабатываемых труб. За каждьш такт конвейер толкателями захватывает по
одной трубе с загрузочного лотка и выдает по одной трубе с нанесенным покрытием на разгрузочный лоток, а механизмы нанесения покрытия наносят по одному слою покрытия. За время движения труб между постами нанесения покрытия производится сущка их воздуховодами 12 и охлаждение после сушки воздуховодами 13.
Такое выполнение установки для многократного нанесения покрытия позволяет обеспечить ритмичную нагрузку механизма нанесения покрытия, поста съема, пакетирования и отгрузки труб.
Формула изобретения
Источники информации, принятые во внимание при экспертизе:
3 Г-,
/J
А-Л
Фиг.з
:-./i
.--591231
. 4
