промывки форм содержит вертикальную ванну, охватывающую петлю конвейера, систему оборотного водоснабжения и форсунки.
4. Линия по п.2, отличающаяся тем, что установка для дробеструйной обработки содержит систему оборотного снабжения стальHoji сечкой, а эжектор шарнирно зак78379
реплен на каретке, установленной в горизонтальных направляюйщх.
5. Линия по Пч2, отличающаяся тем, что механизм плавного поворота форм содержит подпружиненный упор и замкнутый цепной транспортер, установленный с возможностью, синхронного движения с конвейером для транспортировки форм,
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения полимерных покрытий на внутреннюю поверхность хлебопекарных форм | 1983 |
|
SU1122288A1 |
| Установка для нанесения полимерных покрытий на внутреннюю поверхность хлебопекарных форм | 1988 |
|
SU1517886A1 |
| СПОСОБ НАНЕСЕНИЯ АНТИАДГЕЗИОННОГО ПОКРЫТИЯ НА ХЛЕБОПЕКАРНЫЕ ФОРМЫ | 2011 |
|
RU2463790C1 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ПЕКАРНЫХ ФОРМ | 1991 |
|
RU2025977C1 |
| Способ покрытия хлебопекарной формы антиадгезионным составом | 1982 |
|
SU1050628A1 |
| Способ покрытия хлебопекарных форм антиадгезионным составом | 1990 |
|
SU1750572A1 |
| Люлечный конвейер хлебопекарной печи | 1981 |
|
SU1052206A1 |
| Устройство для контроля греющих поверхностей хлебопекарных печей | 1989 |
|
SU1789847A1 |
| ХЛЕБОПЕКАРНАЯ ПЕЧЬ ДЛЯ ВЫПЕЧКИ НАЦИОНАЛЬНОГО ХЛЕБА В ВИДЕ ЛЕПЕШЕК | 2022 |
|
RU2787025C1 |
| ХЛЕБОПЕКАРНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧЕНЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2331195C2 |
1. Способ обработки внутренних поверхностей хлебопекарных форм, включающий их обжиг, дробеструйную обработку, обдув сжатым воздухом, нднесение грунта и антиадгезионного покрытия с последующей его термообработкой, о т л и ч а ющ и и с я тем, что, с целью повыщения качества обработки форм, обжиг форм производят при 450-500 С в течение 0,9-1,2 ч в газовой среде с содержанием кислорода 12-15%, а перед ; .робеструйной обработкой осущестьляюг промывку форм водой под давлением с последующей сушкой. 2. Линия для обработки внутренних поверхностей хлебопекарных форм, содержащая печь для обжига, включающую камеру с загрузочным и разгрузочные окнами и установленными внутри камеры нагревателями, устройство для дробеструйной обработки с эжектором, устройства для обдува форм, нанесения грунта и антиадгезионного покрытия и печь для термообработки покрытия, отличающаяся тем, что, с целью повышения качества обработки форм, производительности труда и снижения энергозатрат, линия дополнительно содержит установленное на выходе из печи для обжига вентиляционное устройство для охлаждения форм, расположенное между ним и устройством для дробеструйной обработки устройство для промывки форм с камерой сушки,а также связывающий все устройства линии замкнутый конвейер для транспортировки форм, нижняя ветвь . ко торого состоит из вертикальных пе00 тель, а верхняя расположена гори:о зонтально в печи для термообработки покрытия, внутрь петель нижней ви конвейера установлены механизмы для плавного поворота при промывке, дробеструйной обработке, обдуве, нанесении грунта и антиадгезионнога покрытияi при этом нагреватели печи для обжига закреплены выше верхней кромки окон на 0,5-0,6 расстояния между загрузочньм и разгрузочным окнами. . 3. Линия по п.2, отличающаяся тем, что устройство для
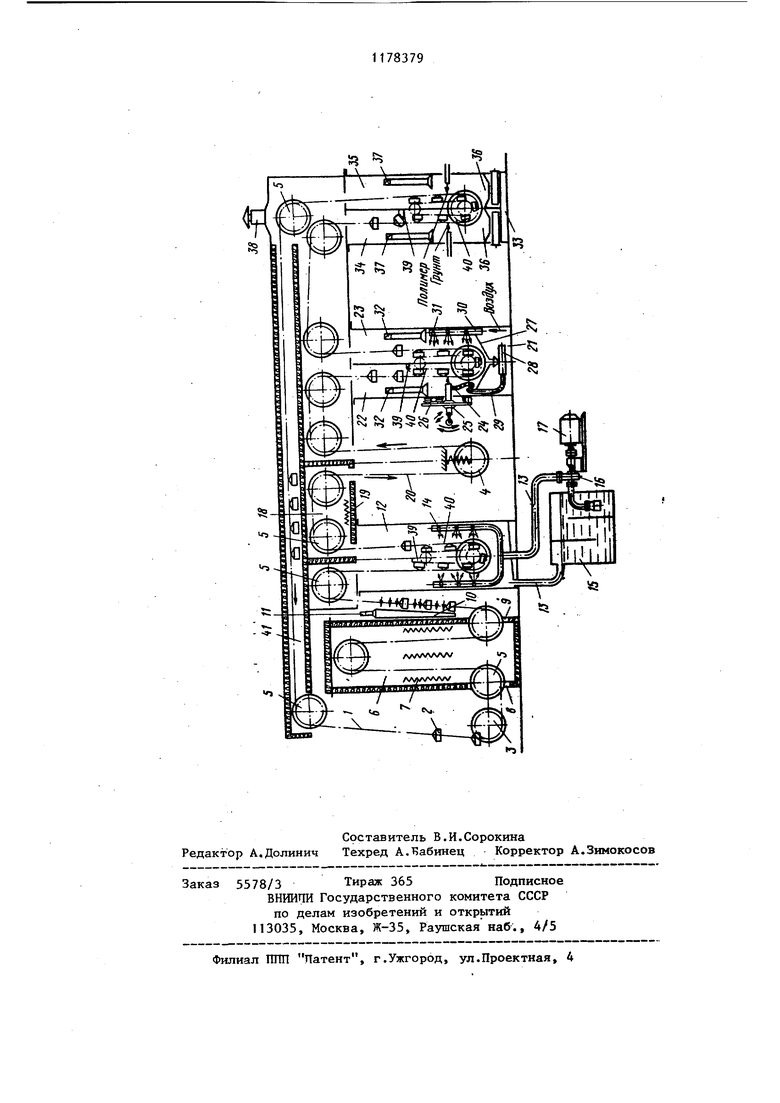
Изобретение относится к хлебопекарной промьшшенности, а именно к обработке внутренних поверхносте хлебопекарных форм антиадгезионными покрытиями. Целью изобретения является повы шение качества обработки форм, производительности труда и снижени энергозатрат. Сущность способа заключается в том, что хлебопекарные формы обжигают при АЗО-ЗОО с, в течение 0,91,2 ч в газовой среде с содержанием кислорода 12-15%, промывают водой под давлением, сушат, подвергают дробеструйной обработке, а далее наносят грунт и антиадгезионное полимерное покрытие на . внутреннюю поверхность хлебопекарн форм споследующей термообработкой покрытия. Пример 1. Хлебопекарные фор мы, имеющие 2-миллиметровый слой нагара смеси растительных масел и тестовых включений, отработанный слой старого полимерного покрытия, либо консервационный слой смазки новой формы, обжигают в газовой среде.печи с содержанием кислорода 13% при в течение 33 мин. Формы охлаждают до ,а затем про дукты обжига удаляют путем промывки форм водой под давлением 1,3 МПа с последующей сушкой при 80 С в течение 0,6 ч. Контроль качества обработки форм производят с помощью линзы трехкрат ного увеличения, при этом наблюдают полгое выгорание органических слоев на внутренней поверхности форм, 100%-ную их сохранность для последу щей дробеструйной обработки. После дробеструйной обработки на внутреннюю поверхность хлебопекарных форм наносят распылением грунт и антиадгезионное покрытие с последующей его термообработкой в течение 2 ч при . Пример 2. Хлебопекарные формы обжигают в газовой среде печи с содержанием кислорода 12% при 430 С в течение 70 мин. После обжига формы охлаждают до 8U С и затем подвергают водоструйной промывке под давлением 2 МПа и последующей сушке, при 100 С в течение 0,4 ч. При контроле наблюдают полное выгорание органических слоев и сохранность поверхности форм для последующей дробеструйной обработки. Далее производят дробеструйную обработку, после которой на внутреннюю поверхность форм наносят распылением грунт и антиадгезионное покрытие, которое подвергают термообработке в течение 3 ч при . Линия для обработки внутренних поверхностей хпебопекарных форм схематически изображена на чертеже. Линия состоит из двухниточного грузонесущего конвейера 1 для транспортирования люлек 2 с формами, оборудованного приводной станцией 3, натяжной станцией 4 и обводными звездочками 3. Нижняя ветвь конвейера 1 состоит из вертикальных петель по числу участков, последовательно связывающих оборудование и технологические участки в единую замкнутую систему. Все технологические операции по обработке форм выполняются при их непрерывном движении. Привод конвейера осуществляется от электродвигателя, ременной передачи и двух редукторов (не показаны). В состав линии входит печь 6 обжига, выполненная в виде куполообразной камеры с установленными в верхней части электронагревателями 7, имеющей загрузочное 8 и разгрузочное 9 ок- , на, расположенные ниже зоны обжига. Разгрузочное окно 9 снабжено камерой 10 охлаждения с вытяжньм устройством 11. Участок очистки форм от нагара состоит из вертикальной ванны 12 для промьтки форм, снабженной системой трубопроводов 13 с форсунками 14, шламосборника 15, насосной установки 16 с приводом 17 Камера 18 сушки, расположенная под ванной 12, оборудована электронагревателями 19. Вертикальная петля 20 нижней ветви конвейера 1, которую образует натяжная станция 4, оборудована рабочим постом для контроля качества обработки и навешивания люлек с формами, не требующими обжига
Участок дробеструйной обработки состоит из шкафа 21, разделенного на две секции 22 и 23. Секция 22 .оборудована сталеструйной установко состоящей из эжектора 24, смонтированного в щарнире 25, установленном на каретке 26 с возможностью перемещения в плоскости, перпендикулярной направлению движения ветви петли конвейера 1, и системой оборотного снабжения установки стальной сечкой, состоящей из конического днища 27, закрепленного в нижней части шкафа, воронки 28 и шланга 29 для подачи сечки к эжектору 24 . Сек ция 23 оборудована воздуховодом 30, питанищмся от компрессора (не показан) и снабженного перфорацией 31 для обдува форм сжатым воздухом.Обе секции 22 и 23 оборудованы вытяжным устройством 32.
Участок дробеструйной обработки оборудован рабочим местом оператора дробеструйщика. Участок нанесения покрытия состоит из камеры 33, разделенной на две секции 34 и 35. В секции 34 производится нанесение грунта на внутреннюю поверхность фо а в секции 35 наносится антиадгезионое покрытие. Камера 33 оборудована поддонами 36 для сбора излишних и распьшившихся материалов покрытия Обе секции 34 и 35 также снабжены
системой 37 отсоса воздуха. Помимо того, что каждая камера сйабжена идивидуальными вытяжными устройства (11,32,37), вся установка дополнительно имеет общую вытяжную систему 38.
Ванна. 12 промывки, шкаф 21 дробеструйной обработки и камера 33 нанесения покрытий оборудованы устройствами для плавного поворота фо внутренней поверхностью по отношению к рабочим органам.
Устройства состоят из механизма предварительного поворота форм, состоящего из подпружиненных планок 39, контактирующих с формами, и двухниточного замкнутого цепного транспортера 40, смонтированного на валах конвейера 1, между ветвями петель, для удержания форм в повернутом положении при их синхронном движении с конвейером 1.
Участок термостатирования выполнен в виде тоннельной печи 41, охватывающей верхнкж горизонтальную ветвь конвейера 1. Печь распор ложена над другими участками линии В верхних люках ее (не показаны) установлены лампы инфракрасного излучения.
Обработка внутренней поверхности форм на линии производится следующим образом..
На рабочем посту лншьки с формами навешиваются на конвейер 1. Это единственная ручная транспортная операция по перемещению )шлек, все остальные - полностью механизированы.
ЛЬольки 2 с формами направляются в печь 6 обжига через загрузочное окно 8 печи. С помощью электронагревателей 7 формы подвергаются обжигу при 450-500®С в течение 0,9-1,2 ч (в зависимости от уста- новленной производительности конвейера) в условиях пониженного содержания кислорода, которое достигается за счет того, что электронагреватели расположены в верхней закрытой части камеры печи. При этом способе обжига меньше образуется окалины, формы предохраняются от воспламенения и увеличивается их долговечность.
Далее формы через выходное окно 9 печи 6 поступают в камеру 10 охлаждения с вытяжным устройстBOM 11. Камера 10 работает по принципу всасывания воздуха. Затем люльки с формами поступают на участок очистки форм, состоящий из вертикальной ванны 12, где производится обмыв форм от продуктов обжига водой под давлением 1,52,0 МПа с помощью форсунок 14, причем в процессе обмыва формы плавно поворачиваются внутренней поверхностью по отношению к форсункам 14 Это дает возможность наилучшим образом обработать именно внутреннюю поверхность форм. Ванна 12 снабжена системой оборотного водоснабжения, состоящей из насосной установки 16 с приводом 17 и шламосборника 15, расположенных за пределами помещения цеха.
Продукты обжига поступают в шламосборник 15, имеющий вертикальные перегородки, где происходит отстой воды и ее осветление. Всасывакиций патрубок насосной установки оснащен фильтром.
Из ванны 12 формы поступают в камеру 18 сушки, где с помощью электронагревателей 19 производится сушка форм при 80-100°С в течение 0,4-0,6 ч.
На петле 20 конвейера 1 оборудовано рабочее место. Здесь производится контроль качества обработки и при необходимости ручная доработк поверхности форм.
После этого формы поступают на участок дробеструйной обработки, где оператором в секции 22 производится обработка внутренней поверхности форм. Причем, как и на участке очистки форм в ванне 12, формы плавно поворачиваются по отношению к эжектору 24. Кроме того, сам эжектор 24 установлен в шарнире 25 на: каретке 26, что дает возможность полностью и качественно обработать внутреннюю поверхность форм
Дробеструйная установка работает при давлении воздуха 0,4-0,6 МПа, причем каждая форма обрабатывается 5 в течение 5-6 с.
Из секции 22 формы поступают в секцию 23, оборудованную воздуховодом 30, снабженным перфорацией 31
0 по всей длине люлек 2, где производится обдувка форм и удаление пьши через вытяжное устройство 32. Воздух подается под давлением О,1-0,2 МПа. Затем формы, полностью подготовленные для дальнейшей обработки, поступают на участок нанесения покрытия в камеру 33, разделенную на секции 34 и 35. В секции 34 на рабочем , месте производится нанесение грунта, а в секции 35 наносится антиадгезионное покрытие с помощью электрораспьтителя Ореол - 5. При обработке формы поворачиваются внутренней поверхностью к рабочим
5 органам.
На участке ветви конвейера 1, проходящей в секции 35, происходит предварительная сушка покрытия 0 при атмосферном воздухе и температуре помещения (t ), а затем люльки с формами поступают в зону термостатической обработки (полимеризации) покрытия, которая осуществляется на верхней горизонталь5ной ветви конвейера.
В термостатической тоннельной печи 41 производится окончательная сушка и полимеразция антиадгезионного покрытия в течение
2-3 ч при 180-240 0. Термостатирование производится с помощью ламп инфракрасного излучения.
После этого производится съем , обработанных фбрм и навешивание люлек с формами, предназначенными для обработки.
Далее весь процесс повторяется.
| Михалев А.А, Справочник по хлебопекарному производству | |||
| М.: Пищевая промыпшенность, 1977, Т.1, с | |||
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |
| Кузьминский Р.В., Поландова Р.Д | |||
| Научные исследования и опытноконструкторские разработки л хлебопекарной промышленности | |||
| М.: Пищевая промышленность, 1979 , с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| . | |||
