1
Изобретение относится к технике нанесения лакокрасочных покрытий на поверхность труб.
Известно устройство для перемещения изделий, включающее цепной толкающий конвейер, толкатели которого снабжены роликами 1.
Недостатком этого устройства является то, что ролики толкателей служат только для перемещения изделий.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является установка для многократного покрытия и сушки внутренних поверхностей труб, содержащая механизмы нанесения покрытия, средства для сущки покрытия и охлаждения изделий, механизмы установки труб в рабочее положение, толкающий конвейер для подачи труб в виде бесконечных цепей, с закрепленными на них толкателями труб и верхними и нижними направляющими для перемещения бесконечных цепей 2.
- Недостатком этой установки является возможность повреждения наружного защитного покрытия труб из-за возникающего
трения скольжения в зоне контакта толкателя с поверхностями перекатывающихся труб. Наряду с этим при нагружении цепей в одинаковой мере на рабочем и холостом участках их работы возрастают нагрузки на привод, чем снижается надежность и долговечность работы конвейера.
Целью изобретения является обеспечение сохранности наружного покрытия труб и увеличение срока службы толкающего конвейера.
Для достижения этой цели в установке для многократнотч) покрытия и сущки внутренних поверхностей труб, содержащей механизмы нанесения покрытия, средства 15 для сущки покрытия и охлаждения изделий, механизмы установки труб в рабочее положение и толкающий конвейер для подачи труб в виде бесконечных цепей с .закрепленными на них толкателями труб и верхними и нижними направляющн.ми для неремеще20ния бесконечных цепей каждый толкател1 труб снабжен роликом, а нижние Haiip;iBляющие смонтированы под толкающим конвейером с возмоисностью клаимодействия с роликами.
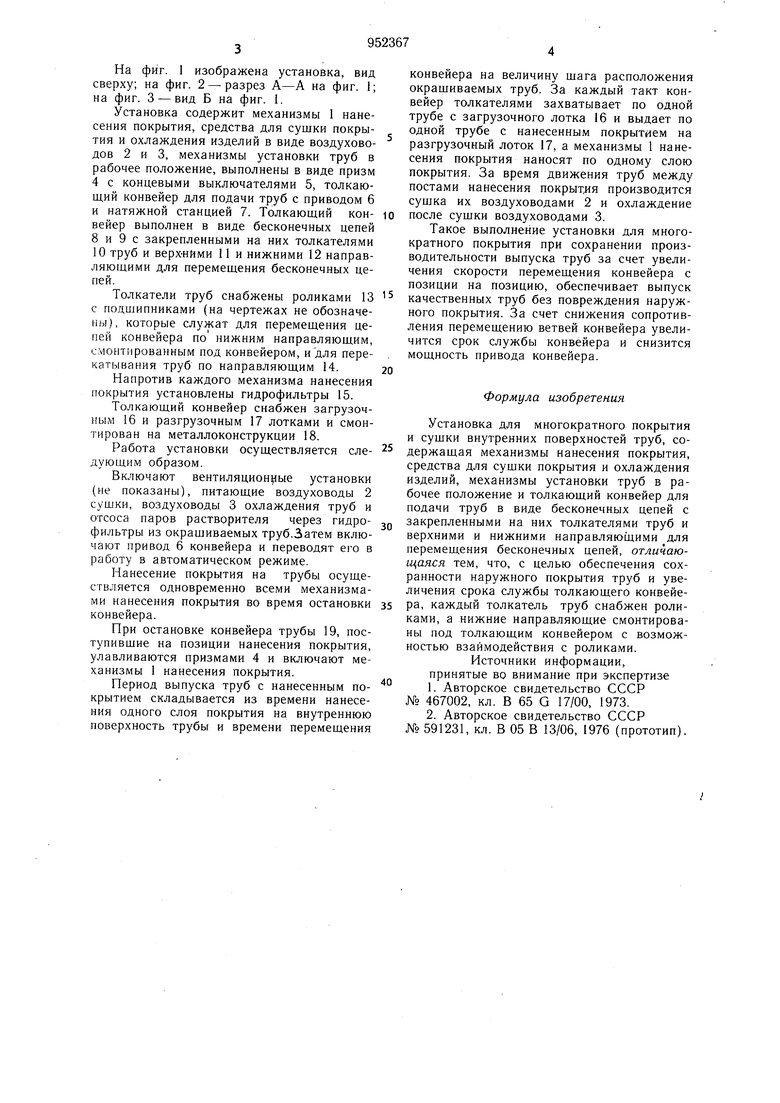
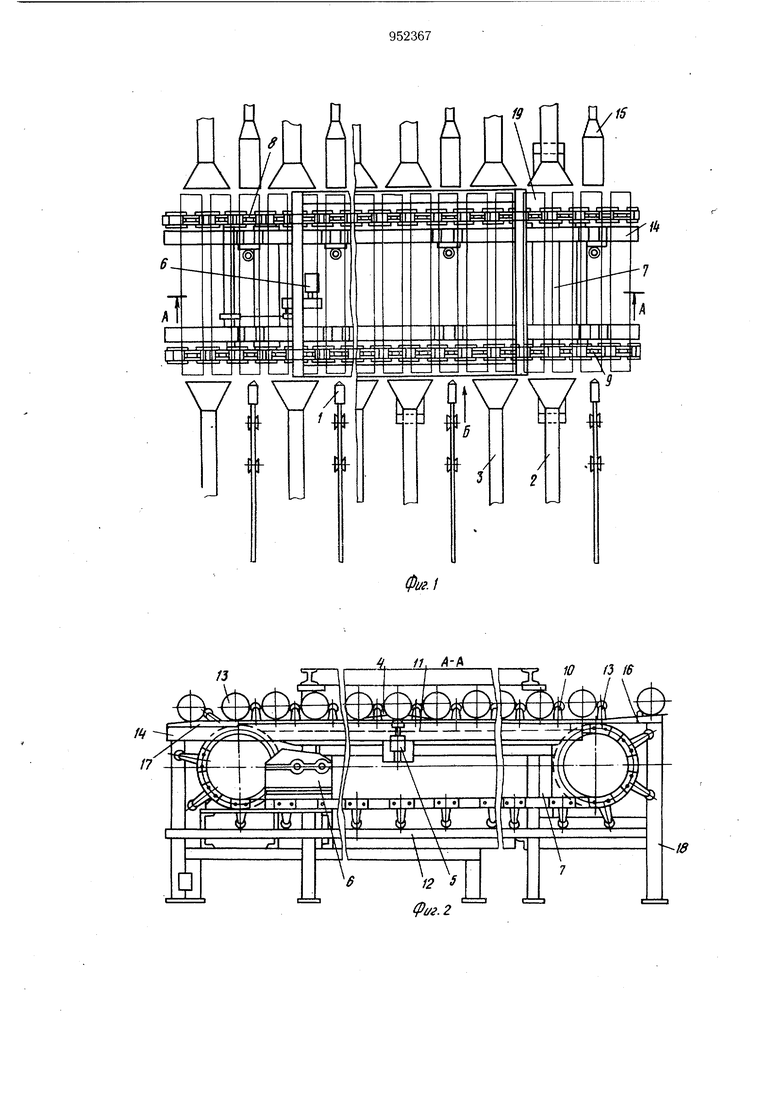
На фиг. 1 изображена установка, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Установка содержит механизмы 1 нанесения покрытия, средства для сушки покрытия и охлаждения изделий в виде воздуховодов 2 и 3, механизмы установки труб в рабочее положение, выполнены в виде призм 4 с концевыми выключателями 5, толкающий конвейер для подачи труб с приводом б и натяжной станцией 7. Толкающий конвейер выполнен в виде бесконечных цепей 8 и 9 с закрепленными на них толкателями 10 труб и верХНйми 11 и нижними 12 направляющими для перемещения бесконечных цепей.
Толкатели труб снабжены роликами 13 с подшипниками (на чертежах не обозначены), которые служат для перемещения цепей конвейера по нижним направляющим, смонтированным под конвейером, и для перекатывания труб по направляющим 14.
Напротив каждого механизма нанесения покрытия установлены гидрофильтры 15.
Толкающий конвейер снабжен загрузочным 16 и разгрузочным 17 лотками и смонтирован на металлоконструкции 18.
Работа установки осуществляется еледующим образом.
Включают вентиляцион 1ые установки (не показаны), питающие воздуховоды 2 сушки, воздуховоды 3 охлаждения труб и отсоса паров растворителя через гидрофильтры из окрашиваемых труб.Затем включают привод 6 конвейера и переводят его в работу в автоматическом режиме.
Нанесение покрытия на трубы осуществляется одновременно всеми механизмами нанесения покрытия во время остановки конвейера.
При остановке конвейера трубы 19, поступившие на позиции нанесения покрытия, улавливаются призмами 4 и включают механизмы 1 нанесения покрытия.
Период выпуска труб с нанесенным покрытием складывается из времени нанесения одного слоя покрытия на внутреннюю поверхность трубы и времени перемещения
конвейера на величину щага расположения окрашиваемых труб. За каждый такт конвейер толкателями захватывает по одной трубе с загрузочного лотка 16 и выдает по одной трубе с нанесенным покрытием на разгрузочный лоток 17, а механизмы 1 нанесения покрытия наносят по одному слою покрытия. За время движения труб между постами нанесения покрытля производится сушка их воздуховодами 2 и охлаждение после сушки воздуховодами 3.
Такое выполнение установки для многократного покрытия при сохранении производительности выпуска труб за счет увеличения скорости перемешения конвейера с позиции на позицию, обеспечивает выпуск качественных труб без повреждения наружного покрытия. За счет снижения сопротивления перемещению ветвей конвейера увеличится срок службы конвейера и снизится мощность привода конвейера.
Формула изобретения
Установка для многократного покрытия и сущки внутренних поверхностей труб, содержащая механизмы нанесения покрытия, средства для сущки покрытия и охлаждения изделий, механизмы установки труб в рабочее положение и толкающий конвейер для подачи труб в виде бесконечных цепей с закрепленными на них толкателями труб и верхними и нижними направляющими для перемещения бесконечных цепей, отличающаяся тем, что, с целью обеспечения сохранности наружного покрытия труб и увеличения срока службы толкающего конвейера, каждый толкатель труб снабжен роликами, а нижние направляющие смонтированы под толкающим конвейером с возможностью взаимодействия с роликами.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 467002, кл. В 65 G 17/00, 1973.
2.Авторское свидетельство СССР
№ 591231, кл. В 05 В 13/06, 1976 (прототип).
Д.п Д
s
Mij iiL iiil iii- jii JiiLSjJiisjiii:H:j|ii:Siii iL j i i№i jj iji
. f, ,т . fm г|
V7 О W/0
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для многократного покрытия и сушки внутренних поверхностей | 1976 |
|
SU591231A1 |
| Поточная линия для обработки изделий | 1982 |
|
SU1081101A1 |
| Установка для окраски труб | 1976 |
|
SU656672A1 |
| Установка для сушки-оплавления окрашенных изделий | 1981 |
|
SU1014594A1 |
| Кольцевая туннельная сушилка | 1982 |
|
SU1073542A1 |
| Линия для окраски внутренней поверхности длинномерных изделий | 1977 |
|
SU745547A1 |
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU223298A1 |
| УСТРОЙСТВО ДЛЯ СУШКИ КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ ГОЛОЙ " GLYCYRRHIZA GLABRA L" | 2000 |
|
RU2168684C1 |
| Установка для сушки покрытия листовых материалов | 1983 |
|
SU1119939A1 |
| Установка для сушки окрашенных изделий | 1974 |
|
SU556290A1 |
Видб
t/e.d 19
