(54) ГОРИЗОНТАЛЬНЫЙ ПРЕСС ДЛЯ СБОРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальный пресс для сборки деталей типа вал-втулка | 1979 |
|
SU774898A1 |
| Поточная линия формирования колесных пар подвижного состава | 1972 |
|
SU490701A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ РАСПРЕССОВКИ И ЗАПРЕССОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ И УЗЛОВ | 2008 |
|
RU2394684C2 |
| Способ формирования колесных пар подвижного состава и устройство для его осуществления | 1985 |
|
SU1344568A1 |
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Стенд для сборки и разборки узлов машин | 1977 |
|
SU662310A1 |
| Устройство для сборки деталей | 1989 |
|
SU1646764A1 |
| Устройство для сборки охватываемой и охватывающей деталей типа вал-втулка | 1982 |
|
SU1215255A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ВЫПРЕССОВКИ ИЛИ ЗАПРЕССОВКИ ВТУЛОК | 2020 |
|
RU2738714C1 |

1
Изобретение относится к механосборочному производству, в частности к прессам для сборки с прессовыми соединениями.
Известен пресс для сборки деталей типа валов и колес, содержащий установленные на основании одну против другой траверсы, на одной из которых закреплен силовой цилиндр с прессующим плунжером, на другой - упорная плита l. Этот пресс предназначен для запрессовки вала в колесо. Прессующий плунжер силового цилиндра воздействует на торец вала и запрессовывает его в неподвижно установленное колесо, опорой которому служит упорная плита. Пресс применяется также для запрессовки деталей типа втулок (колес, шестерен, подшипников) на Вал
Для осуществления сборки узлов, включающих вал, колесо и два подшипника, запрессовываемые на вал с обеих сторон колеса, известный пресс использовать нельзя, не производя перестановку собираемого узла.
Известен также пресс для сборки деталей типа вал-втулка, содержащий установленные на основании траверсы с силовыми цилиндрами, прессуюпше шаоки которых выполнены полыми 2 .
На этом прессе можно запрессовывать одновременно два подшипника с обеих сторон вала, однако, из-за того, что плунжеры выполнены полыми, первая операция сборки вала с колесом исключается - она должна производиться на другом прессе до запрессовки на вал подшипников.
Цель изобретения - расширение технологических возможностей за счет обеспечения сборки валов с колесами и подшипниками на одном рабочем месте без перестановки собираемого узла,
Для достижения этой цели пресс снабжен кареткой, установленной с возможностью возвратно-поступательного перемещения от индивидуального привода в направляющих, закрепленных на торце плунжера, при этом на каретке установлены параллельно друг другу опорная пята и сменная опорная втулка для подшипников и соосно втулке в каретке выполнено сквозное отверстие.
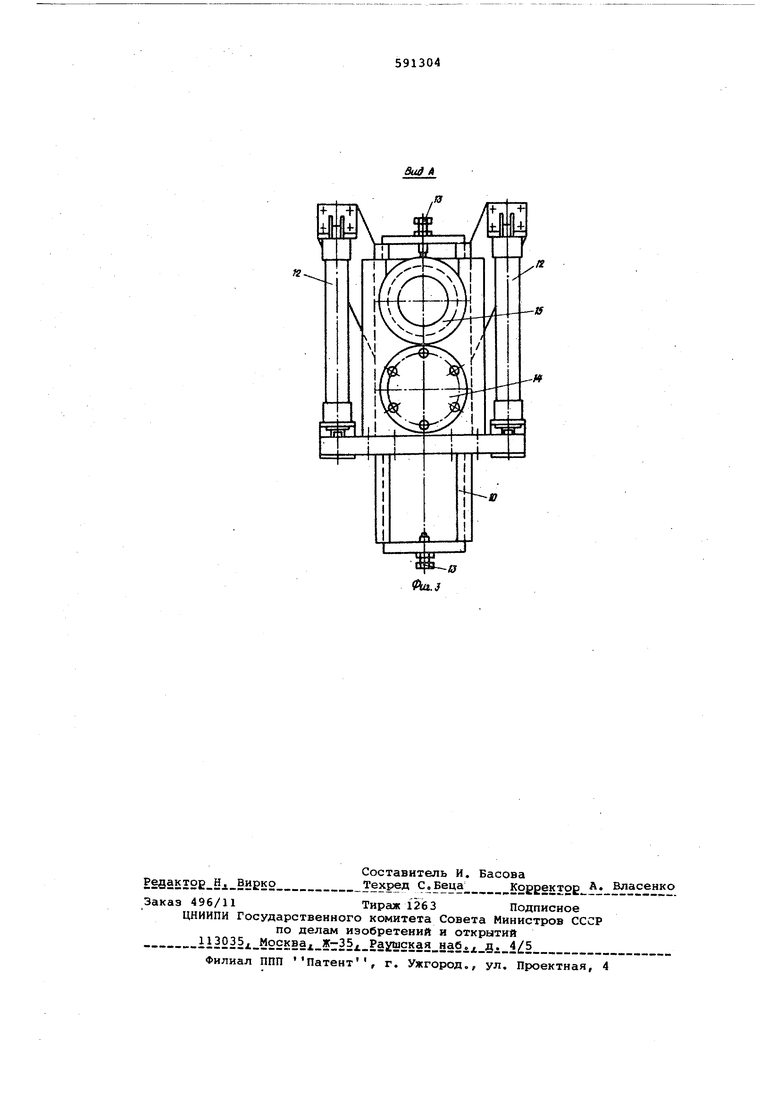
На фиг. 1 изображен пресс в момент запрессовки вала в колесо; на фиг. 2 - то же, в момент запрессовки на вал подшипников; на фиг. 3 - вид А фиг. 1.
На основании 1 пресса смонтирована неподвижная траверса 2, в которой размещены рабочий гидроцилиндр 3 с пО льлм прессующим плунжером 4 и гидроцилиндры 5 возврата плунжера в исходное положение. На основании смонтированы также неподвижная поперечина б и подвижная траверса 7, которые связаны с неподвижной траверсой тягами 8. Положение подвижной траверсы фиксируется посредством клиньев 9, устанавливаемых в пазы тяг.
Подвижная и неподвижные траверсы в процессе запрессовки образуют замкнутый силовой,контур. На торце плунжера закреплены плоские направляющие 10, в которых с возможностью возвратно-поступательного перемещения установлена каретка 11. Перемещение каретки осуществляется от индивидуального привода 12, вьтолненного в виде гидроцилиидров. Крайние положения каретки ограничены упорами 13. Со стороны подвижной траверсы на каретке соосно плунжеру закреплена опорная пята 14. Параллельно. пяте установлена опорная сменная втулка 15„ Соосно опорной втулке а каретке выполнено сквозное отверстие. На подвижной траверсе закреплен упор 16.
Пресс работает следующим образом.
Подлежащие сборке детали - вал 17 и колесо 18 устанавливают в спеодальном приспособлении на оперные призмы (на чертеже не показаны). Каретка располагается в крайнем верхнем положении таким образом, чтобы ось опорной пяты совпадала с осью плунжера. Упираясь пятой 14 в торец вала 17, плунжер в проце.ссе рабочего хода запрессовывает вал в колесо 18, при этом опорой колесу 18 служит упор 16. По окончании рабочего хода плунжер возвращается в исходное положение возвратными гидроцилиндрами 5. Под:$обранный узел (колесо с валом) отводится в промежуточное положение между двумя траверсами 2 и 7. С
обеих сторон вала 17 устанавливают подшипники 19. Каретка с помощью гидроцилиндров привода 12 опускается до упора 13, при этом ось опорной втулки и отверстия в каретке должна совпадать с осью плунжера. При рабочем ходе плунжера торец опорной втулки воздействует на торец одного из подшипников 19 и перемещает собираемый узел влево до упора другого подшипника в упор 16, а при дальнейшем перемацеиии запрессовывает одновременно оба подшипника на шейки вгша, при этом свободный конец вала проходит через опорную втулку и сквозное отверстие
каретки в полость гглунжера.
Предлагаемая экономия от внедрения изобретения составит 7200 руб.
Формула изобретения
Горизонтальный пресс для сборки деталей, например вал-колесо, содеожащий смонтированные на основании
подвижную траверсу и неподвижную траверсу с расположенным на ней силовым цилиндром с полым плунжером, о тличающи йс я тем, что, с целью расширения технологических
возможностей за счет запрессовки, например, подшипников за одну установку деталей и повышения производительности, он снабжен приводной ка. реткой, установленной с возможностью возвратно-поступательного перемещения в направляющих, закрепленных на торце плунжера, и установленными на каретке параллельно друг относительно друга опорной пятой и сменной опорной втулкой для подшипников, при
этом соосно втулке в каретке выполнено сквозное отверстие.
Источники информации, принятые во внимание при экспертизе:
№ 319434, кл. В 23 р 19/02, 1970.
в
