(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ
ИЗДЕЛИЙ
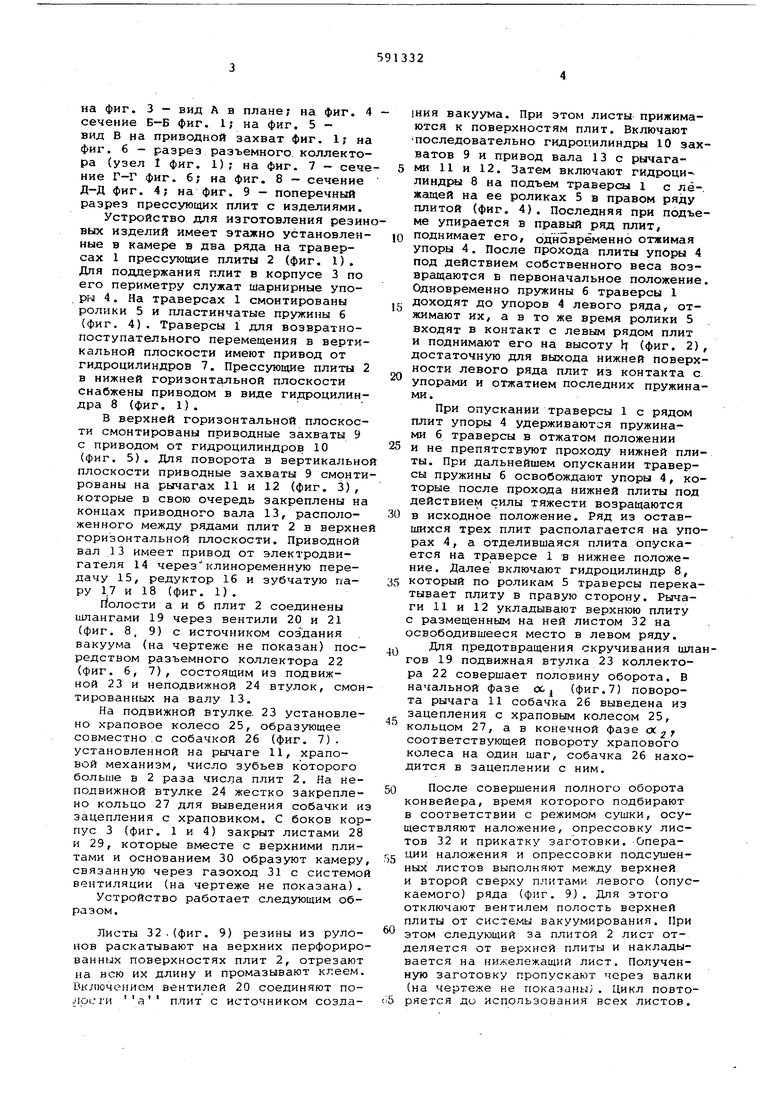
на фиг. 3 - ВИЯ А в плане; на фиг. 4 сечение Б-Б фиг. 1; на фиг. 5 вид В на приводной захват фиг. 1; на фиг. 6 - разрез разъемного, коллектора (узел 1 фиг. 1) на фиг. 7 - сечение Г-Г фиг. 6; на фиг. 8 сечение Д-Д фиг. 4; на фиг. 9 - поперечный разрез прессующих плит с изделиями.
Устройство для изготовления резинвых изделий имеет этажно установленные в камере в два ряда на траверсах 1 прессующие плиты 2 (фиг. 1). Для поддержания плит в корпусе 3 по его периметру служат шарнирные упоры 4. На траверсах 1 смонтированы ролики 5 и пластинчатые пружины 6 (фиг. 4). Траверсы 1 для возвратнопоступательного перемещения в вертикальной плоскости имеют привод от гидроцилиндров 7. Прессующие плиты 2 в нижней горизонтальной плоскости снабжены приводом в виде гидроцилиндра 8 (фиг. 1).
В верхней горизонтальной плоскости смонтированы приводные захв-аты 9 с приводом от гидроцилиндров 10 (фиг. 5), Для поворота в вертикально плоскости приводные захваты 9 смонтированы на рычагах 11 и 12 (фиг. 3), которые в свою очередь закреплены на концах приводного вала 13, расположенного между рядами плит 2 в верхне горизонтальной плоскости. Приводной вал 13 имеет привод от электродвигателя 14 через клиноременную передачу 15, редуктор 16 и зубчатую пару 1.7 и 18 (фиг. 1) .
11олости а и б плит 2 соединены шлангами 19 через вентили 20 и 21 (фиг. 8, 9) с источником создания вакуума (на чертеже не показан) посредством разъемного коллектора 22 (фиг. б, 7), состоящим из подвижной 23 и неподвижной 24 втулок, смонтированных на валу 13.
На подвижной втулке. 23 установлено храповое колесо 25, образующее совместно.с собачкой 26 (фиг. 7). установленной на рычаге 11, храповой механизм, число зубьев которого больше в 2 раза числа плит 2. На неподвижной втулке 24 жестко закреплено кольцо 27 для выведения собачки и зацепления с храповиком. С боков корпус 3 (фиг. 1 и 4) закрыт листами 28 и 29, которые вместе с верхними плитами и основанием 30 образуют камеру связанную через газоход 31 с системо вентиляции (на чертеже не показана).
Устройство работает следующим образом.
Листы 32. (фиг. 9) резины из рулонов раскатывают на верхних перфорированных поверхностях плит 2, отрезают на всю их длину и промазывают клеем. Включением вентилей 20 соединяют полосги а плит с источником созда|ния вакуума. При этом листы- прижимаются к поверхностям плит. Включают Последовательно гидроцилиндры 10 захватов 9 и привод вала 13 с рычагами 11 и 12. Затем включают гидроцидиндры 8 на подъем траверсы 1 с лежащей на ее роликах 5 в правом ряду плитой (фиг. 4). Последняя при подъеме упирается в правый ряд плит,
поднимает его, одновременно отжимая упоры 4. После прохода плиты упоры 4 под действием собственного веса возвращаются в первоначальное положение. Одновременно пружины б траверсы 1
i доходят до упоров 4 левого ряда, отжимают их, а в то же время ролики 5 входят в контакт с левым рядом плит и поднимают его на высоту h (фиг. 2), достаточную для выхода нижней поверхности левого ряда плит из контакта с. упорами и отжатием последних пружинами.
При опускании траверсы 1 с рядом плит упоры 4 удерживаются пружинами б траверсы в отжатом положении
и не препятствуют проходу нижней плиты. При дальнейшем опускании траверсы пружины б освобождают упоры 4, которые после прохода нижней плиты под действием силы тяжести возращаются
0 в исходное положение. Ряд из оставшихся трех плит располагается на упорах 4, а отделившаяся плита опускается на траверсе 1 в нижнее положение. Далее включают гидроцилиндр 8,
5 который по роликам 5 траверсы перекатывает плиту в правую сторону. Рычаги 11 и 12 укладывают верхнюю плиту с размещенным на ней листом 32 на освободившееся место в левом ряду.
Для предотвращения скручивания шлангов 19 подвижная втулка 23 коллектора 22 совершает половину оборота. В начальной фазе л (фиг.7) поворота рычага 11 собачка 26 выведена из зацепления с храповым колесом 25, кольцом 27, а в конечной фазе Х г соответствующей повороту храпового колеса на один шаг, собачка 26 находится в зацеплении с ним.
После совершения полного оборота конвейера, время которого подбирают в соответствии с режимом сушки, осуществляют наложение, опрессовку листов 32 и прикатку заготовки. Операi- ции наложения и опрессовки подсушенных листов выполняют между верхней и второй сверху п.пнтами левого (опускаемого) ряда (фиг. 9). Для этого отключают вентилем полость верхней плиты от системы вакуумирования. При
этом следующий за плитой 2 лист отделяется от верхней плиты и накладывается на нижележащий лист. Полученную заготовку пропускают через валки (на чертеже не показаны;. Цикл повторяется до использонания всех листов.
идновременно с наложением, опрессовкой и прикаткой листов осуи1ествляют их сушку.
Изобретение позволяет сократить производственные площади и увеличить производительность труда при дублировании листов.
Формула изобретения
Устройство для Изготовления резиновых изделий, содержащее этажно установленные в камере в два ряда на траверсах прессующие плиты, связанные между собой средствё1ми транспортирования с приводными захватами, установленными соответственн в нижней и верхней горизонтальных плоскостях и приводы вертикального возвратно-поступательного перемещени прессующих плит, отличающееся тем, что, с целью обеспечения соединения листовых материалов за счет использования при сборке обеих
Ч Г
11, / .
рабочих поверхностей прессующих плит, установленные в верхней горизонтальней плоскости приводные захваты связаны с приводом их перемещения посредством рычагов и связанного с ними вала, а прессующие плиты вьтолнены перфорированными и полыми с горизонтальными внутренними пес егородками и соединены с источником создания вакуума посредством разъемного коллектора, выполненного в виде установленных на приводном валу и взаимодействующих между собой и соответственно с источником вакуума и полостями плит неподвижной и подвижной втулок и храпового механизма, храповое колесо которого закреплено на подвижной втулке, а собачка - на одном из рычагов .
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство
220752, кл. В 30 В 15/14, 1964.
2.Авторское свидетельство
412009, кл. В 29 Н 5/20, 1966.
/г

| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С ГИДРОЦИЛИНДРАМИ ПОДЪЕМА И НАГРЕВАТЕЛЬНЫМИ ПЛИТАМИ | 2010 |
|
RU2440244C2 |
| Устройство для вырубки деталей из полосового и ленточного материала | 1978 |
|
SU770827A1 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С МЕХАНИЗМОМ ПОДЪЕМА | 2013 |
|
RU2544717C2 |
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1983 |
|
SU1123782A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| Гидравлический многоэтажный пресс с механизмом подъема и способ прессования с гидравлической схемой его реализации | 2017 |
|
RU2681591C2 |
| Устройство для сборки | 1991 |
|
SU1757836A1 |
| Установка для упаковки рулонов на поддоне | 1979 |
|
SU861174A1 |
| Устройство для выдачи и ориентации штучных заготовок | 1987 |
|
SU1479178A1 |


13
y
to
}-
J t
6 /,
/////. / //A /,гг
29
H системе вентиляции
IPui f
&ид В
te
Vuz. 5
