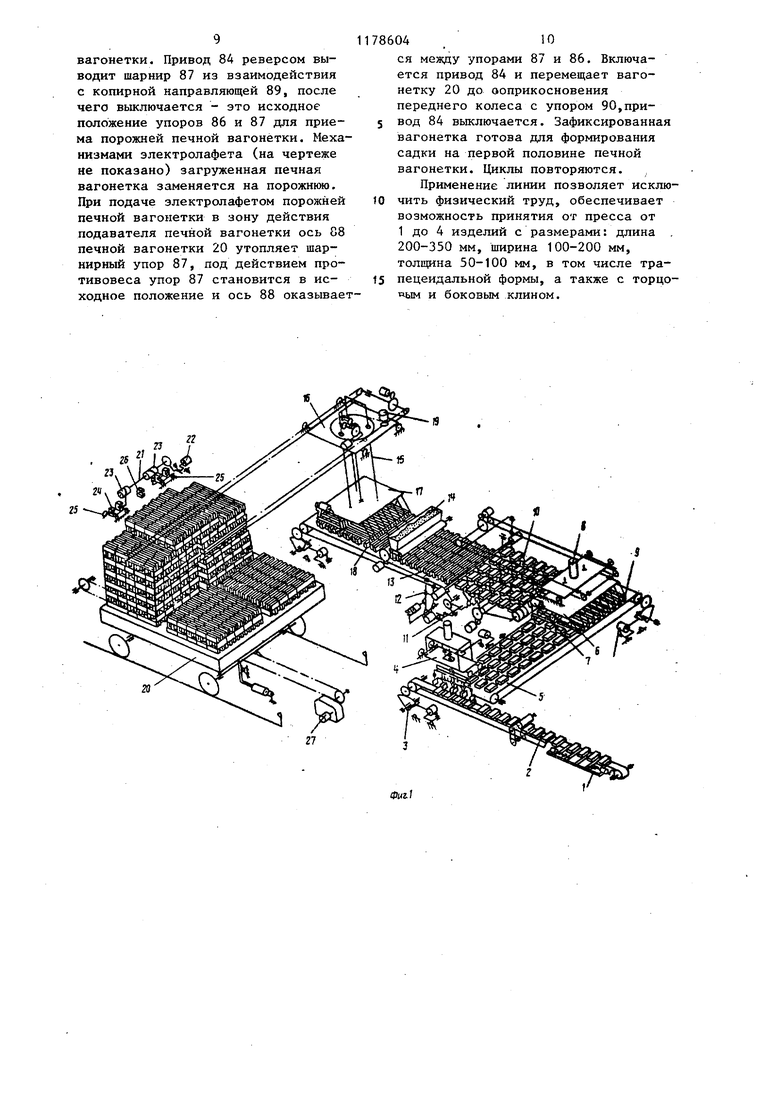
1 Изобретение относится к промьпиленности строительных материалов и может быть использовано для механи ции процессов производства огнеупорных изделий и строительного кирпича. Цель изобретения - повьшение устойчивости садки и расширение типоразмеров кирпичей. На фиг.1 изображена автоматичес кая линия, общий вид на фиг.,2 съемник кирпичей, вариант при четы рех одновременно прессуемых кирпичах; на фиг.З - перегрузочное устройствоJ на фиг.4 - вид А на фиг.З; на фиг.З - перегрузочное устройство, вариант для двух кирпи чей; на фиг.6 - конвейер-рядообразователь} на фиг. 7 - разрез Б-Б н фиг.б; на фиг. 8 - кантователь и сближатель кирпичей; на фиг.9 - ра рез В-В на фиг.8; на фиг.10 - меха низмы присыпки, вид сбоку; на фиг.11 - подаватель печных вагонеток . Линия содержит съемник 1, закрепленный на засыпном ящике пресса приемный конвейер 2 с приводом 3 шаговых перемещений грузонесущего органа, перегрузочное устройство 4 групп кирпичей. Под перегрузочным устройством 4 размещен конвейеррядообразователь 5. Линия имеет также установленное на приводной каретке перегрузочное устройство 6 рядов кирпичей с приводом 7 зажима кирпичей, цилиндром 8 подъема захвата 9. Далее в технологической последо вательности установлен конвейер-по даватель 10 рядов кирпичей, кантователь 11, сближатель 12, конвейер-образователь слоя 13 и размещен ный над ним механизм присыпки 14. Перегрузочное устройство слоя 1 содержит установленный на приводной каретке 16 приводной захват 17 с приводными зажимными элементами 18. На каретке 16 установлен механизм 19 поворота захвата 17. Слои кирпичей укладываются на печную вагонетку 20, на которой установле ны сближатели 21 датчиков с приводом 22, барабанами 23. Датчики 24 установлены на тележках 25, а датчик 26 установлен неподвижно. Вагонетка 20 подается подавателем 27 42 Съемник 1 содержит крепежную планку 28 с закрепленными на ней цилиндрами 29 и неподвижными щеками 30. С цилиндрами 29 контактируют подпружиненные стержни 31, несущие на себе подвижные щеки 32. На планке 28 закреплены направляющие втулки 33. . Перегрузочное устройство 4 обеспечивает формирование рядов кирпичей на конвейере-рядообразователе 5 и может иметь несколько вариантов выполнения. На тележке 34 установлен цилиндр 35, на штоке которого имеется буртик 36, а через подшипник 37 пропущена полая подвеска 38, к нижней части которой закреплена траверса 39. Внутри полой подвески помещен .стержень 40, соединенный с штоком и плитой 41. К траверсе 39 шарнирно закреплены подвески 42 и коленчатые рычаги 43, нижние концы которых шарНИРно соединены с зажимными башмаками 44., в результате чего образуются шарнирные параллелограммы. Горизонтальные плечи коленчатых рычагов 43 входят в выточки стержней 45, закрепленных к плите 41. На полой подвеске 38 шарнирно закреплена защелка 46, взаимодействующая с буртиком 36 и сбрасывателем 47, установленным на исходной позиции тележки 34. Полая подвеска 38 соединена цепной передачей 48 с приводом 49, тележка 34 шатуном 50 соединена с кривошипом 51, посаженным на вал гидр.омотора 52. Упоры 53 ограничивают поворот вала гидромотора 52 в пределах 180 . К полым подвескам 38 (фиг.5) могут быть прикреплены рычаги 53, соединенные между собой шарнирной тягой 54. Палец 55 рычага 53 размещен между направляющими 56. Конвейер-рядообразователь 5 содержит гидромотор 57, на валу которого закреплен кривошип 58. На траектории движения кривошипа расположены упоры 59, ограничивающие вращение кривошипа 58 в пределах 180. Кривошип 58 шарнирно соединен шатуном 60 с гайкой 61, установленной на регулировочном винте 62, который установлен радиапьно на торцевой плоскости зубчатого сектора 63. Последний установлен в подшипника1Х и входит в зацепление с зубьями корпуса 64, посаженного свободно на валу 65, на нем же жестко посажено храповое колесо 66 К корпусу 64 шарнирно закреплена собачка 67, которую прижимает к хр повому колесу 66 пружина 68. В под шипниках установлен вал 65, на который жестко посажен барабан 69 конвейера-рядообразователя.Корпус 64, храповое колесо 66, собачка 67 и пружина 68 составляют обгонную муфту 70. Кантователь рядов кирпичей 11 состоит из дисков 71, посаженных на приводной вал 72. Сближатель 12 содержит шарнирный параллело1рамм 73, на котором установлены цилиндры 74. На кронштейне 75 шарнирно закреплен цилиндр 76, шток которого шарнирно соединен со стойкой параллелограмма 73.- Сближатель 12 установлен на позицией скантованного на 45° ряда кирпичей кантователем 11. Механизм присыпки 14 (фиг.10) состоит из гидромотора 77, взаимодействующего через зубчатые переда чи 78 с приводным барабаном 79 лен точного конвейера 80 и цилиндричес кой щеткой 81, размещенной паралле но барабану 79. Над конвейером 80 установлен бункер 82, регулируемый по высоте. Под барабаном и щеткой 81 размещен направляющий лоток 83 с узкой вькодной щелью в нижней его части. Подаватель печной вагонетки 27 (фиг.11) содержит привод 84, беско нечную тяговую цепь 85, к которой закреплены жесткий упор 86 и шарни ный упор 87, взаимодейств5тощие с передней осью 88 печной вагонетки 20. Кроме того, шарнирный упор 87 взаимодействует с копирной направляющей 89, установленной на позиции исходного положения упоров 86 87. В конце тупика закреплен останов 90. Между копирной направляюще 89 и остановом 90 размещен шарнирньй упор 91, управляемый цапиндром 92. Линия работает следукяцим образо Каждый отпрессованный кирпич группы, вытолкнутый из пресс- ормы пресса, оказывается между подвижно 32 и неподвижной щеками 30 съемника, после чего силовыми цилиндрами 29 стержни 31 перемещаются навстре 044 чу друг другу и кирпичи зажнмаюгся щеками 30 и 32. После перемещения съемника 1 на позицию укладки кирпичей подача рабочего тела в цилиндры 29 прекращается и усилиями сжатых пружин стержни 31 с подвижными щеками 32 возвращают в исходные положения. Кирпичи освобождаются от заж1тма и остаются на конвейере 2, съемник возвращается в исходное положение. После каждой укладки группы кирпичей конвейер 2 с помощью привода 3 выполняет шаговое перемещение в сторону перегрузочного устройства 4. Когда группа кирпичей оказывается под перегрузочным устройством 4, цилиндр 35 опускает захват, при этом защелка 46 опирается хвостовиком на сбрасыватель 47 и выводится за пределы буртика 36. По достижении нижнего положения цилиндр перемещает шток в верхнее положение, при этом через стержень 40, плиту 41, стержни 45 и коленчатые рычаги 43 движение пе- редается зажимным башмаком 44, которые зажимают каждый кирпич группы. По окончании зажатия кирпичей захват с кирпичами поднимается в верхнее положение, после подъема включается в работу гидромотор 52, при этом кривошип 51 совершает поворот на 180 от левого к правому упору 53. Тележка 34 перемещается в сторону конвейера-рядообразователя 5 (фиг.1). Т1о достижении крайнего положения тележки захват с кирпичами опускается, в крайнем нижнем положении захвата усилием цилиндра 35 зажимные башмаки 44 разводятся и кирпичи укладываются на конвейер-рядорбразователь 5, при этом защелка 46 упирается в буртик 36 и фиксирует разведенное положение зажимных башмаков 44. В таком положении захват поднимается цилиндром 35 в верхнее положение и приводом 52 тележка перемещается в исходное состояние. В случае формирования рядов из кирпичей трапецеидальной формы при перемещении нечетных групп одновременно с перемещением тележки 34 к конвейеру-рядообразователю 5 включается привод 49 и через цепную передачу 48 поворачивает захват с кирпичами вокруг вертикальной оси на 180. При обратном движении тележки приводом 49 захват поворачивается в исходное состояние. В процессе перемещения четных групп кирпичей привод 49 в работе не участвует.
При формировании рядов из кирпичей прямоугольной формы, расположенных длинной стороной перпендикулярно направлению движения съемника, в процессе перемещения тележки к конвейеру-рядообразователю 5 каждый кирпич поворачивается на 90 вокруг своей вертикальной оси с помощью рычага 53, тяги 54 и направляющих 56. После каждой укладк групп кирпичей на конвейер-рядообразователь 5 последний перемещает ее на заданную величину шага, таким образом формируются ряды кирпичей.
Привод конвейера-рядообразовате 5 работает следующим образом.Гидромотор 57 совершает рабочий ход поворотом вала с кривошипом 58 против часовой стрелки на правого к первому упору 59, при эт через шатун 60, сектор 63 и обгонную муфту 70 барабан 69 поворачивается на заданный угол и перемеща несущий орган конвейера на заданную величину шага, после чего обрат ньм вращением вала гидромотора 57 все звенья привода возвращаются в исходное положение. Изменение заданной величины шагового перемещения конвейера в зависимости от длины принимаемых от пресса кирпичей осуществляется путем перемещения гайки 61 регулировочньм винтом 62.
По заполнении всей длины конвейера-рядообразователя 5 (фиг.1),ря.дами кирпичей включается в работу перегрузочное устройство 6, при этом приводом 7 зажимаются кирпичи рядов, находящихся в зоне действия перегрузочного устройства, после чего цилиндром 8 захват с рядами кирпичей поднимается в верхнее положение и каретка перемещается в сторону конвейера-подавателя 10. В крайнем переднем положении цилиндр 8 опускает захват в нижнее положение,после чего привод 7 освобождает ряды кирпичей от зажима, цилиндром В захват поднимается в верхнее положение, каретка возвращается в исходное положение.
Далее цикл повторяется. Ряды кирпичей конвейером 10 перемещаются поочередно в зону дейJ ствия кантователя 11. На время кантовки ряда кирпичей привод конвейера 10 выключается.
При поступлении каждого ряда кирпичей в зону кантователя 11 ряд 0 кирпичей снимается с несущего органа конвейера 10 дисками 71 и поворачивается вокруг горизонтальной оси на 45 , В результате следующего поворота барабана на. 45° первый ряд 5 кирпичей, уже окантованный на ребро, устанавливается на конвейер-образователь слоя 13.
Сближатель 12 осуществляет сближение кирпичей в рядах до соприкосновения их торцами и смещения нечвтных и четных рядов в разные стороны с целью смещения стыков кирпичей, чем обеспечивается лучшая перевязка кирпичей внутри садки и ее 5 устойчивость.
Включается цилиндр и перемещает параллелограмм 73 в другое по отношению к существующему на данный момент положение, например из левого 0 в правое, при этом оба цилиндра
74 смещаются в ту же сторону. После окончания цикла кантовки ряда кирпичей на 45 штоки цилиндров 74 встречными движениями толкают крайние и последующие за ними кирпичи до полного их сближения между собой в ряду. После этого штоки цилиндров 74 возвращаются в исходные положеi ния. При следующем цикле работы механизма цилиндром 76 параллелограмм 73 перемещается в левое положение, после чего срабатывают цилиндры 74.
После укладки ряда кирпичей кантователем 1t на конвейер-слое5 образователь 13 включается привод его перемещения, образуя слой кирпичей.
Одновременно с перемещением несущего органа конвейера-слоеобра-
0 зователя 13 включается в работу механизм присьшки 14: гидромотором 77 через зубчатую передачу 78 приводится в движение ленточный конвейер 80 и цилиндрическая щетка 81,
5 при этом из бункера 82 огнеупорный порошок с заданной толщиной слоя ленточным конвейером 80 подается в сторону щетки 81. Ворса цилиндри7
ческой щетки 81 контактирует с несущим органом конвейера 80 при огибании приводного барабана 79. В результате встречных вращений приводного барабана 79 и цилиндрической щетки 8I ворсой щетки отделяются малые дозы огнеупорного порошка и попадают в направляющий лоток 83, которым порошок направляется на проходящий под ним на конвейере 13 . ряд кирпичей.
По заполнении всей длины конвейера 13 (фиг.Т) рядами кирпичей включа ется в работу перегрузочное устройство 15 слоя кирпичей, при этом захват 17 опускается на слой кирпичей, образованный из заданного количества рядов кирпичей на конвейере 13, до положения, когда зажимные элементы 18 войдут в зазоры между рядами кирпичей на заданную глубину, после чего приводом все ряды кирпичей слоя зажимаются. Захват 17 со слоем кирпичей поднимается в верхнее положение, после чего приводом 19 захват 17 поворачивается вокруг вертикальной оси на 90 и каретка 16 перемещается в сторону печной вагонетки 20 на первую (дальную) позицию укладки. По приходу каретки 16 на первую позицию захват 17 опускается до касания кирпичами плоскости подины печной вагонетки 20, после чего зажимные элементы 18 разводятся и освобождают кирпичи слоя от зажима. Захват 17 возвращается в исходное положение. Следующий слой кирпичей укладывается на вторую (ближнюю) позицию укладки. Нечетные слои кирпичей на каждой позиции укладки укладываются с поворотом захвата 17 на 90, четные - без поворота. При укладке каждого последующего слоя, после первого, на кахздой позиции укладки захват опускается над печной вагонеткой 20 до касания кирпичами этого слоя кирпичей предвдущего слоя. Между кирпичами слоев первой и второй позиций укладки вдоль продольной оси печной вагонетки образовывается канал заданной шириной для прохода теплоносителя (горячих газов) в туннельной пе4и.
Для управления смещением слоев кирпичей к центру печной вагонетки при формировании верхней части садки служит сближатель 21 датчиков (фиг.1). В начале процесса формиро786048
вания садки на печной вагонетке 20 тележки 25 с датчиками 24 находятся в исходном (разведенном) состоянии, команды на остановку тележки 25 на
5 позициях укладки поступают от датчиков 24, установленных над центрами этих позиций. После укладки заданного количества слоев кирпичей на каждой позиции укладки печной вагонетки 20 (без смещений) приводом 22 барабаны 23 поворачиваются на 90 , после чего привод 22 возвращается в исходное положение.
В результате поворота вала с
15 барабанами 23 на 90 с помощью лекальных пазов, выполненных на барабанах 23, обе тележки 25 с датчиками 24 перемещаются к центру печной вагонетки 20 на заданную величину хода. В таком положении датчиков укладываются по 2 слоя кирпичей на каждой позиции укладки, после чего приводом 22 выполняется еще один поворот вала с барабанами
5 на 90, датчики 24 еще раз сближаются, а после чего укладываются еще по два слоя на каждой позиции укладки, также повторяется укладка слоев кирпичей и после третьего сближения
0 датчиков 24.
По окончании укладки слоев на обеих позициях после третьего сближения датчиков выполняется еще один (четвертый) поворот вала с барабанами на 90°, при этом тележки 25 с датчиками 24 разводятся в исходные положения. Укладка слоев по центру печной вагонетки выполняется по команде датчика 26.
0 После окончания формирования садки на первой половине печной заготовки приводов 84 через бесконечную цепь 85 и жесткий упор 86 печная вагонетка перемещается до
5 соприкосновения оси 88 с шарнирным упором 91, привод 84 выключается, печная вагонетка 20 зафиксирована за ось 88 между упорами 86 и 91 для формирования садки на второй ее половине. По окончании загрузки
печной вагонетки цилиндром 92 шарнирный упор 91 выводится из взаимодействия с осью 88 печной вагонетки 20, после чего приводом 84 печная вагонетка перемещается в сторону копирнОй направляющей 89, с помощью которой шарнирный упор 87 выводится из взаимодействия с осью 88 печной
вагонетки. Привод 84 реверсом выводит шарнир 87 из взаимодействия с копирной направляющей 89, после чего выключается - это исходное положение упоров 86 и 87 для приема порожней печной вагонетки. Механизмами электролафета (на чертеже не показано) загруженная печная вагонетка заменяется на порожнюю. При подаче электролафетом порожней печной вагонетки в зону действия подавателя печной вагонетки ось 88 печной вагонетки 20 утопляет шарнирный упор 87, под действием противовеса упор 87 становится в исходное положение и ось 88 оказывает
178604 .10
ся между упорами 87 и 86. Включается привод 84 и перемещает вагонетку 20 до ооприкосновения переднего колеса с упором 90,привод 84 выключается. Зафиксированная вагонетка готова для формирования садки на первой половине печной вагонетки. Циклы повторяются.
Применение линии позволяет исключить физический труд, обеспечивает возможность принятия от пресса от 1 до 4 изделий с размерами: длина . 200-350 мм, ширина 100-200 мм, толщина 50-100 мм, в том числе трапецеидальной формы, а также с торцощцм и боковым клином.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Поточная линия формирования садки кирпича-сырца | 1979 |
|
SU887194A1 |
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |
| Группирователь рядов кирпича | 1981 |
|
SU1021626A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Садчик кирпича на печные вагонетки | 1988 |
|
SU1622132A1 |
| Устройство для съема кирпича сырца с пресса и формирования столбиковой садки | 1977 |
|
SU701811A1 |
| Автомат для садки кирпича на печные вагонетки | 1983 |
|
SU1104023A1 |
| Установка для съема кирпича с по-лОчНОй ВАгОНЕТКи и уКлАдКи ЕгО НАпЕчНую ВАгОНЕТКу | 1978 |
|
SU837887A1 |
| Способ садки кирпича на обжиговые вагонетки и установка для его осуществления | 1983 |
|
SU1143598A1 |




АВТОМАТИЧЕСКАЯ ЛИНИЯ ФОРМИРОВАНИЯ САДКИ КИРПИЧА НА ПЕЧНОЙ ВАГОНЕТКЕ, содержащая установленные в технологической последовательности съемник, приемный конвейер, конвейерн-рядообразователи и конвейеры-слоеобразователи, кантователь, механизм присыпки, перегрузочное устройство слоя кирпича на вагонетку, расположенный вдоль рельсового пути подаватель печных вагонеток, отличающаяся тем, что, с целью повышения устойчивости садки и расширения типоразмеров кирпичей, она снабжена перегрузочным устройством групп кирпичей, размещенным над конвейеромрядообразователем, конвейером-подавателем рядов кирпичей, размещенным между кантователем и конвейеромрядообразователем, перегрузочным устройством рядов кирпичей, расположенным над конвейером-рядообразователем, конвейером-подавателем рядов и сближателем кирпичей, расположенным над кантователем, при этом съемник и конвейер-рядооба S разователь расположены последовательно, кантователь расположен ел между конвейером-подавателем рядов кирпичей и конвейером-слоеобразовас телем и выполнен в виде дисков с угловыми вырезами, размещенных между ветвями несущих органов обоих конвейеров, а горизонтальные плоскости угловых вырезов дисков расположены ниже плоскостей несущих ор ганов этих конвейеров, причем на 00 раме перегрузочного устройства слоя о кирпича смонтирован сближатель дато 41{ков, а механизм присьшки размещен над конвейером-слоеобразователем.
T//f//////f/fff/ff/ll
/ ff f/ /ffff г/fff/////f//////////(/f/If ff////f/ff///f ff
фиг. 2
фигЛ фиг.З
r
/
I
Z
55
1
53
//////////////// ////////// ///////////////////////
77ye. J
tf
71
76
lf///rfjf/fff////////////////////f/rr/
75
Фиб.8
В
Г
73
/
ff/ff/IfffffTf I/7/7777/
rt
и
| Автомат для садки кирпича на печные вагонетки | 1976 |
|
SU686955A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Поточная линия формирования садки кирпича-сырца | 1979 |
|
SU887194A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
