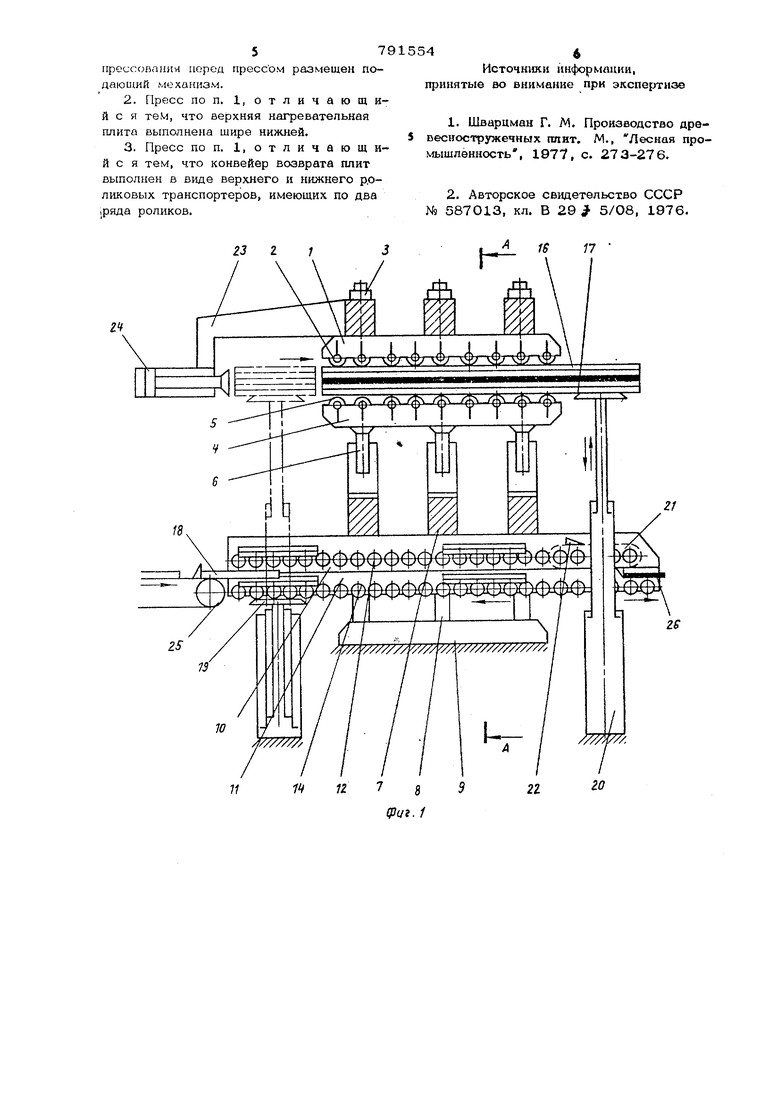
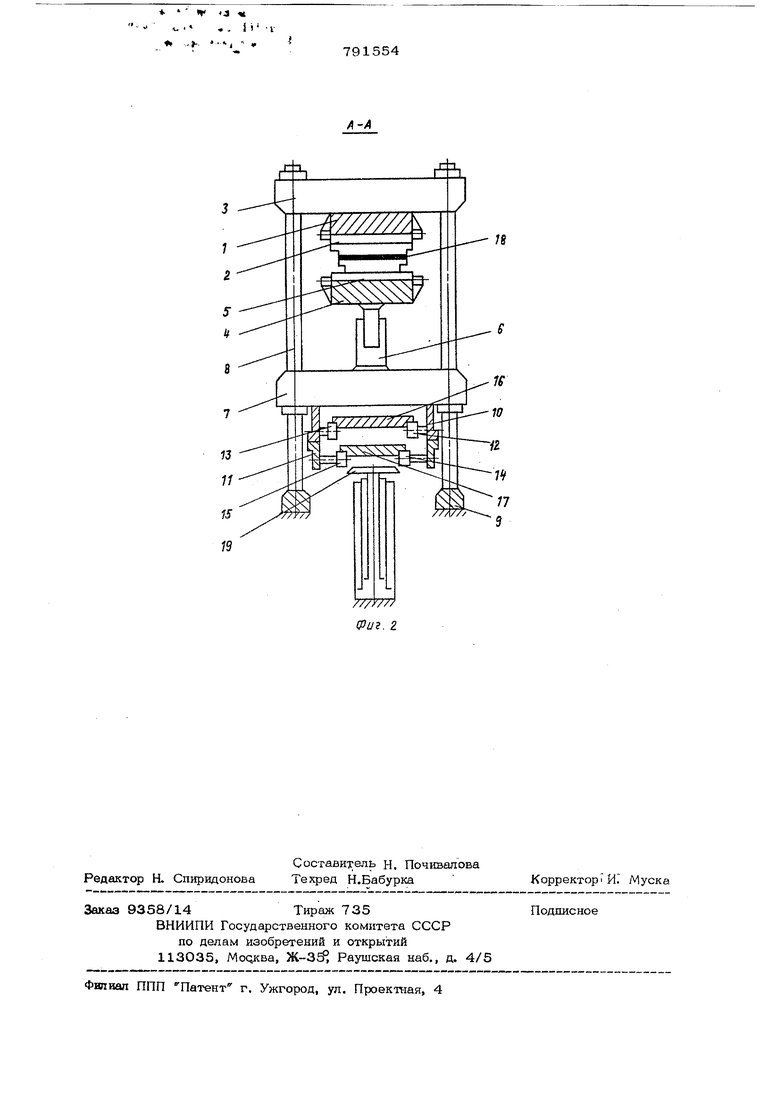
|Обрето1Пе относится к деревообрабатывающей промышленности, к производству древеснострркечных плит. Известен гусеничный пресс, включающий прессующие столы, з.акрепленные на траверсах, каждый из которых размещен внутри замкнутого гусеничного контура с катками и нагревательными плитами, охваченного бесконечной стальной лентой 0.1Наиболее близким техническим решением к изобретению является гусеничный пресс для изготовления древесностружеч- 1-1ЫХ плит, включаюил й верхние :И нижшю траверсы, прессующие столы, закрепленные на траверсах, механизм подъема шкшего прессующего стола, верхние и нагревательные ;плиты и катки f 2.J Недостаток известных гусеничных прес сов состоит в том, что они не устраняют зазнотолщи1шость получаемых древесно:тру :сечных плит, имеют большое количество опорных катков и нагревательных плит, которые используются нера1шонально, так, как одновременно в прессовании у шствуют менее половины установленных нагревательных плит. Цель изобретения - повышение качества получаемых древесностружечных плит и увеличение их ассортимента. Цель достигается jeM, что нижние и верхние нагревательные плиты размещены между катками по длине пресса и образуют канал прессования, перед.прессом и за ним установлены подъемные столы, под нижней траверсой пресса размещен конвейер возврата плит, а соосно каналу прессования перед прессом размещен подающий механизм. Верхняя нагревательная плита выполнена шире нижней, - . . .-Л Конвейер возврата плит ;выполнён в виде верхнего и нижнего роликовых транспортеров, имеющих по два ряда роликов. На |(|15Г, 1 ипображои предлагаомый пресс, лродольный разрез, на . 2 роороз Л-Л на фиг. 1. Просе проходного действия для изготов лен гш древесноструткечных плит содержит ворхрщй прессующий стол 1 с катками 2, закрепленный на траверсах 3, нижний прессующий стол 4 с катка ш 5, который размещен на штоках силовых цилиндров 6. Силовые цилиндры 6 установлены на нижних траверсах 7. Траверсы 3 и 7 соединены между собой колоннами tt, опира ющимися на основания 9. К нижним травесам 7 прикреплены пр водные роликовые транспортеры - верхний iO iJ нижний 11. Верхний роликовый тран спортер 1О содержит ролики 12 и 13, а нижний траскпортер 11 - ролики 14 и 15. Внутренние торцы верхних роликов 12 и 13 в боковые стороны от оси Пресса относительно соответствующих торцов нилсних роликов 14 и 15. Между катками 2 и 5 размещены ряды верхних 16 и Н1м.них 17 нагревательных плит, образующих канал прессования, заполненный стружечными пакетами 18. верхн.яя 16 и нижняя 17 нагревательные плиты, расположенные одна нац другой, образусТ лресс-форму, причем верхняя плита 16 уширена по сравнению с нилсней илитон J.7. В гфо.ежутке УЮЙЩ.у роликами 12 и 14 с одной стороны и 13 и 15 с друго11 .торены перед прессом усToiioBJieii подтэомный стоЛ 19, а за прессом - подъемный стол 20 и разгрузочны транспортер 21 с,, упорами 22. В передней части пресса против канала прессования на кронштейне 23 устаноачен подаю::.1,ий 4еханизм 24 в виде толкателя. Подъемные столы 19, 20 и подающий механизм 24 вьтолнень в виде силовых шшиидров. Перед верхним 10 и ниясним 11 роликовыми транспортерами, образуюишми конвейер возврата прессформы, установлен загрузочный транспор тер 25, Между нагревательными плитами 16, 17 находится древесностружечная плита 26. Пресс работает следующим образом. Опускают подъемный стол 19, включают роликовые транспортеры Ю и 11 и подают пресс-форму в составе верхней обогревательной плиты 16 и нижней 17 к загрузочному транспортеру 25 со стру жечным пакетом 18. При пуске транспор тера 25 стружечный пакет 18 загружаю на нижнюю нагревательную плиту 17, включают подъемный стол 19, снимают ресс-форму и поднимают оо (ХТо со стружечным пакетом 1Ь п верхнее положение, останавливая между подающим механизмом 24 и торцами прессующих столов 1 и 4 против канала прессования. Затем включают подающий механизм 24 на ход вперед и вводят пресс-форму со стружечным пакетом 18 между катками 2 и 5. Силовыми цилиндрами 6 обеспечивают необходимый зазор между катками 2 и 5 и давление прессования. После того как пресс-форма установлена между Катками прессующих столов 1 и 4, подъемный стол 19 опускают, роликовыми транспортерами 10 и 11 подают очередную пресс-форму к загрузочному транспортеру 25, и цикл введения пресс-формы в прессовую часть повторяют. По мере введении щэесс-формы между прессующими столами 1 и 4 наступает момент, когда очередная пресс-форма выталкивает из прессовой части на подъемный стол 2О первоначально введенную пресс-форму с готовой древесностружечной рлитой. . Загрузочный подъемныйстол 2О опускают вниз. При опускании стола 2О верхнюю нагревательную плиту 16 пресс-формы снимают роликами 12, 13, а нижнюю плиту 17 вместе с древесностружечной плитой 26 опускают на ролики 14, 15. После этого включают разгрузочный транспортер 21, который упорами 22 снимает с нагревательной плиты 17 отпрессованную древесно-стружечную плиту 26 и перемещают ее за пределы пресса. Разгрузочную пресс-форму роликовыми транспортерами 10, 11 подают к загрузочному транспортеру 25, а стол 20 поднимают в верхнее положение. При выталкивании цикл разгрузки повторяют. Формула изобретения j. Пресс проходного действия для изготовления древесностружечных плит, v включающий верхний и нижний прессующие столы, закрепленные на траверсах, механизм подъема нижнего прессующего стола, ниж1ше и верхние нагревательные плиты и катки, отличающийся тем, что, с целью повыщения качества плит и увеличения их ассортимента, нижние и верхние нагревательные плиты размещены ме жду катками по длине пресса и образуют канал прессования, перед прессом и за ним установлены подъемные столы, под нижними траверсами пресса размещен конвейер возврата ш:ит, а соосно каналу 57 прессовании псфед прессом размещен подающий . 2.Пресс по п. I, о т л и ч а ю щ ий с я тем, что верхняя нагревательная плита выполнена шире нижней, 3.Пресс по п. 1,отличающий с я тем, что конвейер возврата плит выполнен в виде верхнего и нижнего р.оликовых транспортеров, имеющих по два (ряда роликов. 2J 2 / 4 Источники информации, принятые во внимание при экспертизе 1. Шварцман Г, М. Производство древесностружечных пинт. М., Лесная промышленность, 1977, с. 273-276. 2. Авторское свидетельство СССР № 587013, кл. В 29 5/08, 1976,
л
- , , П V ..,. , - ,
791554
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия производства древесностружечных плит | 1983 |
|
SU1165579A1 |
| Гусеничный пресс | 1976 |
|
SU587013A1 |
| Линия для производства многослойных древесностружечных плит | 1976 |
|
SU648439A1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1368174A1 |
| Линия для производства древесно-стружечных плит | 1982 |
|
SU1070024A1 |
| Линия изготовления облицовочных плит | 1986 |
|
SU1362622A1 |
| Многоэтажный пресс | 1973 |
|
SU494286A1 |
| Установка для охлаждения древесностружечных плит | 1980 |
|
SU935309A1 |
| ТСНТНО-ТЕХНИНЕ^111I Е':'-'<БЛИОТЕКА | 1971 |
|
SU300010A1 |
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
78
