1
Изобретение относится к области кузнечно-прессового машиностроения, а именно к конструкциям прессов двойного действия.
Известен пресс двойного действия, содержащий станину, размещенный в станине коленчатый вал, наружный и внутренний ползуны, взаимодействующие посредством щатунов с шейками коленчатого вала, а также стол пресса с прижимом для штампа 1.
Однако на известном прессе пуансон, установленный на наружном ползуне, производит вырезку, затем пуансон, установленный на внутреннем ползуне, производит вытяжку. Рабочие поверхности пуансонов и матриц смещены относительно друг друга по высоте таким образом, что формовка начинается после того, как будет закончена вырезка. Чтобы получить ровный край у детали, получаемой формовкой, на известных прессах двойного действия необходима дополнительная операция - обрезка, в результате чего увеличивается трудоемкость изготовления изделий и снижается производительность.
С целью повышения производительности пресса в предлагаемой конструкции шейка коленчатого вала внутреннего ползуна смещена по отношению к шейке наружного ползуна, при этом внутренний ползун пресса взаимодействует с прижимом штампа.
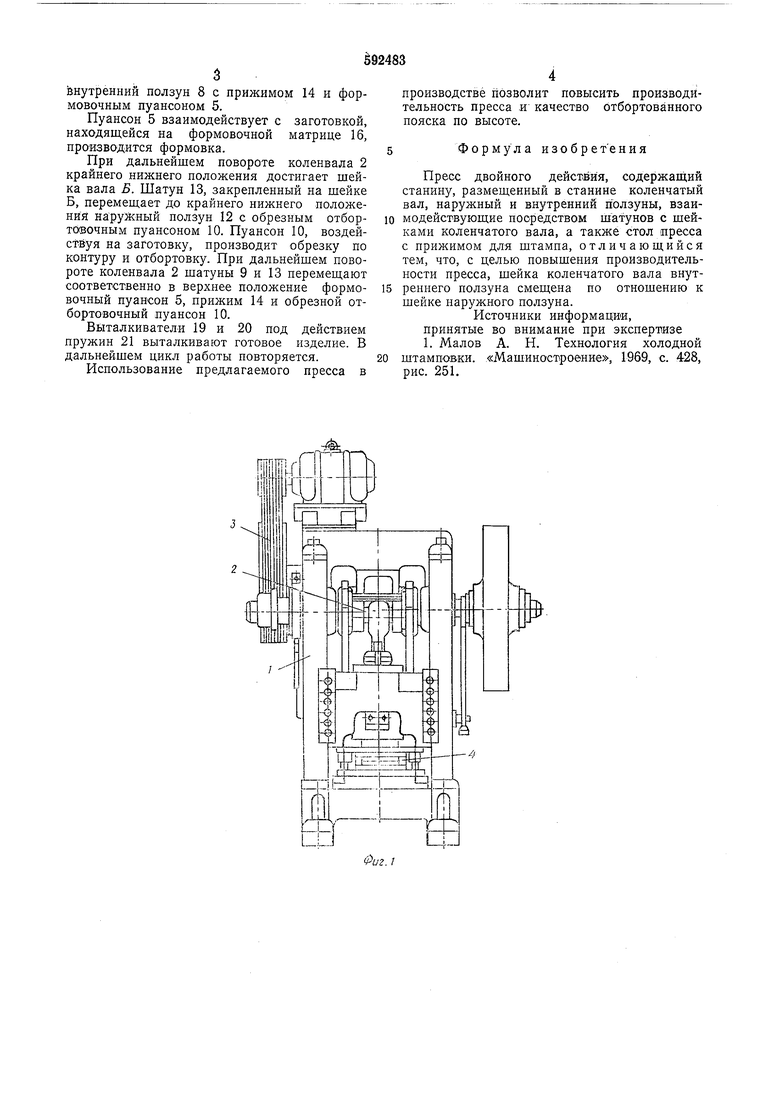
На фиг. 1 изображен предлагаемый пресс.
общий вид; на фиг. 2 - шт.амп пресса, разрез; ,на фиг. 3 - схема соединения внутреннего и внешнего ползунов с коленвалом.
Пресс содержит станину 1, коленчатый
вал 2 с приводом 3 и щтамп 4.
Формовочный пуансон 5 штампа 4 через держатель 6, хвостовик 7 связан с внутренним ползуном 8 пресса, соединенным с коленчатым валом 2 посредством шатуна 9 в
точке Л. Обрезной отбортовочный пуансон 10 посредством верхней плиты 11 связан с наружным ползуном 12, соединенным с коленвалом 2 посредством шатуна 13 в точке Б. Упругий прижим 14 через пуансонодержатель 15, хвостовик 7 связан с внутренним ползуном 8 пресса, а формовочная матрица 16 и обрезная матрица 17 закреплены неподвижно на основании 18 штампа. Выталкиватели 19 и 20 с выталкивающими пружинами
21 также смонтированы на основании 18.
Точками Л и Б являются шейки коленвала соответственно формовочного и обрезного пуансонов.
Предлагаемый пресс работает следующим образом.
При повороте коленчатого вала 2 шейка Л
фомовочного пуансона 5, перемещаясь в
крайнее нижнее положение, через щатун 9
перемещает до крайнего нижнего положения
внутренний ползун 8 с прижимом 14 и формовочным пуансоном 5.
Пуансон 5 взаимодействует с заготовкой, находящейся на формовочной матрице 16, производится формовка.
При дальнейшем повороте коленвала 2 крайнего нижнего положения достигает шейка вала Б. Шатун 13, закрепленный на шейке Б, перемешает до крайнего нижнего положения наружный ползун 12 с обрезным отбортозочным пуансоном 10. Пуансон 10, воздействуя на заготовку, производит обрезку по контуру и отбортовку. При дальнейшем повороте коленвала 2 шатуны 9 и 13 перемеш;ают соответственно в верхнее положение формовочный пуансон 5, прижим 14 и обрезной отбортовочный пуансон 10.
Выталкиватели 19 и 20 под действием пружин 21 выталкивают готовое изделие. В дальнейшем цикл работы повторяется.
Использование предлагаемого пресса в
производстве позволит повысить производительность пресса и качество отбортованного пояска по высоте.
Формула изобретения
Пресс двойного действия, содержащий станину, размещенный в станине коленчатый вал, наружный и внутренний ползуны, взаимодействующие посредством шатунов с шейками коленчатого вала, а также стол пресса с прижимом для штампа, отличающийся тем, что, с целью повыщения производительности пресса, шейка коленчатого вала внутреннего ползуна смещена по отношению к шейке наружного ползуна.
Источники информации, принятые во внимание при экспертизе 1. Малое А. Н. Технология холодной штамповки. «Машиностроение, 1969, с. 428, рис. 251,
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА | 2002 |
|
RU2247623C2 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ЧИСТОВОЙ ВЫРЕЗКИ | 1971 |
|
SU306972A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| Кривошипный пресс двойного действия | 1979 |
|
SU956298A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| Штамп совмещенного действия | 1984 |
|
SU1212679A1 |
| Штамп совмещенного действия | 1980 |
|
SU902931A1 |

