Изобретение относится к области машиностроения и, в частности, к технологии изготовления коленчатого вала горячей объемной штамповкой.
Известен способ изготовления коленчатого вала горячей объемной штамповкой из проката посредством гибки заготовки с высадкой в секционном штампе на раздельных переходах с калибровкой вала в общем штампе. См., например, Е.И.Семенов и др. Справочник “Ковка и штамповка”, т.2 Горячая штамповка. М., Машиностроение, 1986, стр.31-33.
Недостаток известного способа заключается в невозможности его применения в условиях крупносерийного и массового производства, свойственного автомобильной промышленности, значительного перерасхода исходного материала и неопределенной ориентации поверхностных волокон материала шатунных шеек, что ведет к их более раннему износу, вследствие выхода волокон на поверхность, поскольку шатунные шейки работают в подшипниках скольжения.
Известен способ горячей объемной штамповки коленчатого вала автомобиля, описанный в книге Семендий В.М., Акаро И.Л., Волосов Н.Н. “Прогрессивная технология, оборудование и автоматизация кузнечно-штамповочного производства КАМАЗа”, М., Машиностроение, 1989, стр.215-255. Способ штамповки заключается в разделении исходного проката на мерные заготовки, нагреве заготовок, распределении материала вальцовкой на ковочных вальцах с последующей предварительной и окончательной штамповкой в открытых штампах, обрезкой, правкой и калибровкой.
Недостаток указанного способа заключается также в отсутствии определенной управляемой ориентации поверхностных волокон материала шатунных шеек, выходе волокон на поверхность вследствие обрезки коленвала, более раннему появлению питтинга на поверхности шатунных шеек при эксплуатации, неблагоприятному появлению концентраторов и как результат в меньшей долговечности коленвала.
Наиболее близким способом штамповки коленчатого вала, принятым за прототип, является способ горячей объемной штамповки коленчатого вала автомобиля, описанный в статье Adolf W.W. "Neuere Entwicklungen bei geschmiedeten Kraftfahrzeug-Kurbenwellen" в журнале Schmiede-Joumal, September 2001, S 14-17.
Способ заключается в отрезке, ковке на вальцах, предварительной, окончательной формовке вала и обрезке.
Прототип обладает теми же недостатками, что и аналоги, а именно, произвольно ориентированное, неуправляемое в процессе штамповки расположение поверхностных волокон материала шеек, выход их наружу и вследствие этого ускоренный износ материала в виде питтинга по шейкам и, как следствие, более ранний износ коленвала.
Недостатки способа изготовления коленчатого вал, характерные прототипу, устраняются тем, что шатунные шейки коленвала заключают в замкнутые поверхности и осуществляют гибку коленвала, далее выполняют формовку щек и противовесов в открытых штампах, при этом также удерживают коленчатый вал за окончательно сформованные шатунные шейки в замкнутых поверхностях и исключают истечение материала в направлении, перпендикулярном наружной поверхности шеек.
Сравнительный анализ способа изготовления коленчатого вала с известным, принятым за прототип, показал, что заявленный способ, обеспечивающий ориентированное, управляемое положение поверхностных волокон материала шатунных шеек, параллельное их осям, а также гибку вала для образования кривошипов, значительно повышает прочность коленвала в направлении приложения усилия и тем самым увеличивает долговечность.
К совокупности существенных признаков способа, обеспечивающих технический результат, следует отнести удерживание вала в штампе посредством помещения шатунных шеек в замкнутый объем, образованный элементами штампа, исключающими истечение материала шейки в неконтролируемом направлении.
Изобретение поясняется чертежами, где:
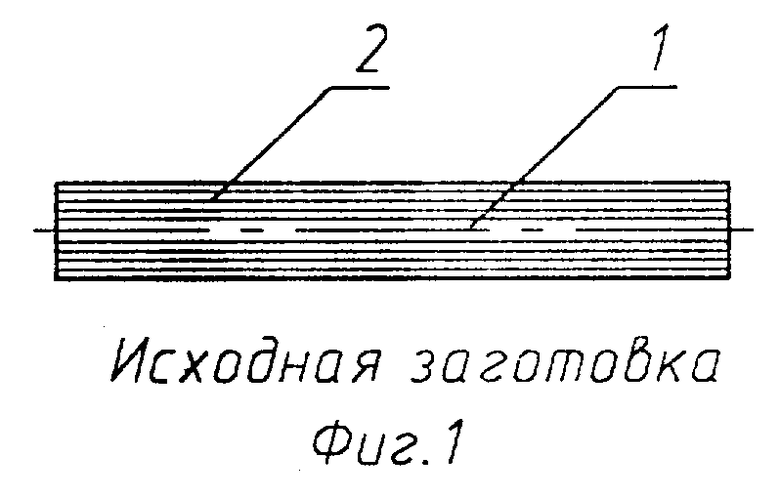
фиг.1 - исходная заготовка;
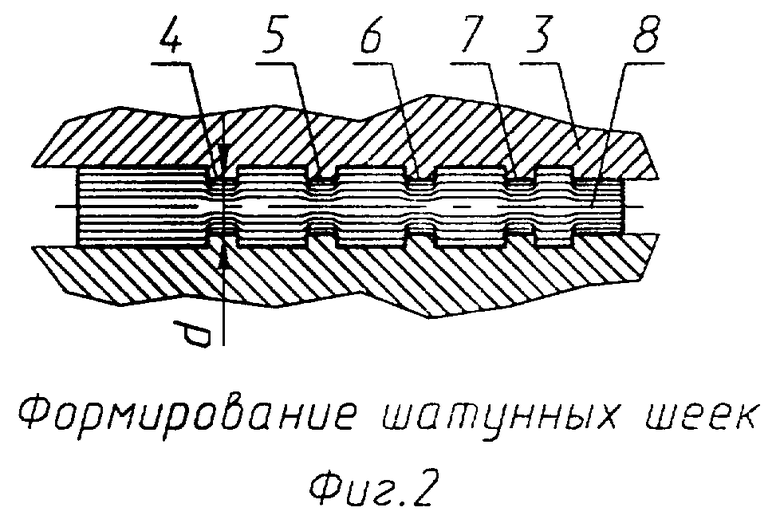
фиг.2 - формирование шатунных шеек;
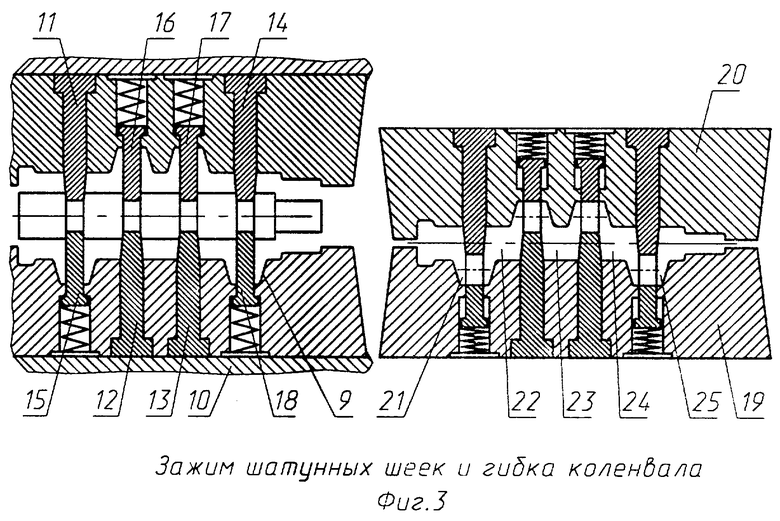
фиг.3 - зажим шатунных шеек и гибка коленвала;
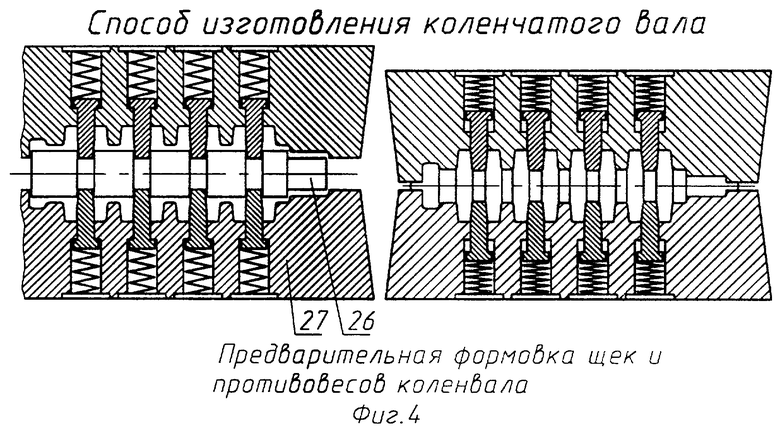
фиг.4 - предварительная формовка щек и противовесов коленвала;
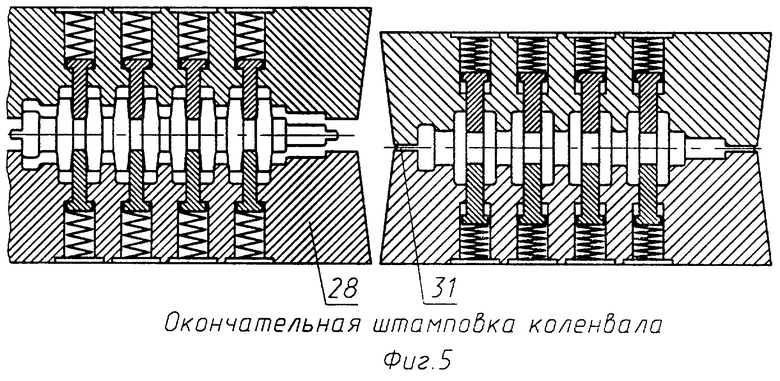
фиг.5 - окончательная формовка коленвала;
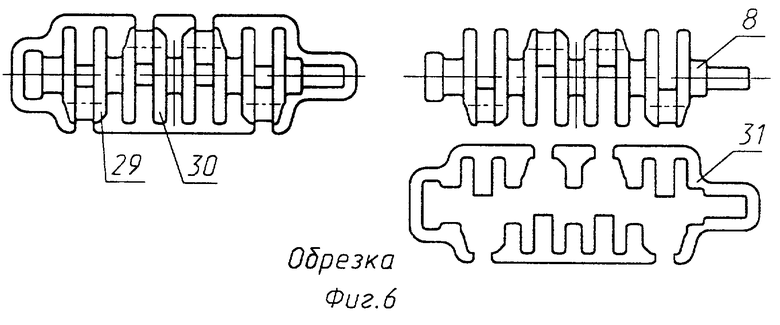
фиг.6 - обрезка.
Способ реализуется следующим образом.
Как показано на фиг. 1, исходная заготовка 1 из проката имеет положение волокон 2 параллельно своей оси. Заготовку 1 устанавливают в стан для глубокой прокатки (не показан) и инструментом 3 прокатывают шейки 4, 5, 6, 7 коленчатого вала 8, формируя их в окончательный размер "d", получая расположение поверхностных волокон 2, параллельное оси шатунных шеек и коленвала, как показано на фиг.2. Возможен и другой способ формирования шеек.
Затем полуфабрикат из заготовки 1 укладывают в гибочный инструмент 9 штампа 10 и осуществляют ход пресса (не показан). При ходе ползуна пресса вниз гибочный инструмент 9 своими пуансонами 11, 12, 13, 14 и подвижными силовыми зажимами 15, 16, 17, 18 с жестко замыкаемыми поверхностями охватывает шатунные шейки 4, 5, 6, 7 по наружному диаметру, замыкает их и изгибает стержень заготовки 1 пуансонами в полуматрицах 19, 20, образуя участки 21, 22, 23, 24, 25 для последующей формовки щек и противовесов коленчатого вала.
Полученный полуфабрикат 26 помещают в последующие инструменты 27, 28 для формовки щек 29 и противовесов 30 в открытом штампе, при этом коленчатый вал удерживают в инструментах 27, 28 в жестко замыкающихся поверхностях подвижных силовых зажимов 15, 16, 17, 18 за шатунные шейки 4, 5, 6, 7.
Избыточный материал из открытых инструментов 27, 28 истекает в облой 31 и удаляется в обрезном инструменте.
На этом горячая штамповка коленчатого вала заканчивается. Способ штамповки может быть выполнен как в многопозиционном штампе, так и в раздельных штампах.
Таким образом, способ штамповки обеспечивает постоянный контроль расположения поверхностных волокон исходного материала шатунных шеек и коленвала автомобиля в целом и исключает истечение материала перпендикулярно наружным поверхностям и прерывание поверхностных волокон при управляемой ориентации, за счет этого повышает его прочность и долговечность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ КОЛЕНЧАТОГО ВАЛА | 2003 |
|
RU2241567C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК КОЛЕНЧАТЫХ ВАЛОВ | 2003 |
|
RU2254198C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ТЕЧЕНИЯ МЕТАЛЛА ПРИ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКЕ ИЗДЕЛИЙ | 2012 |
|
RU2506138C2 |
| Способ изготовления коленчатых валов и устройство для его осуществления | 1982 |
|
SU1142208A1 |
| СПОСОБ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1991 |
|
RU2008124C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| СПОСОБ УПРОЧНЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1970 |
|
SU287079A1 |
| Способ изготовления коленчатых валов | 1981 |
|
SU975172A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2157744C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
Изобретение относится к области машиностроения и, в частности, к технологии изготовления коленчатого вала горячей объемной штамповкой. Способ включает формирование шатунных шеек коленчатого вала и последующую гибку. Формирование шатунных шеек осуществляют с приданием поверхностным волокнам их материала ориентированного окончательного положения, параллельного осям шатунных шеек. Гибку коленчатого вала производят с замыканием шатунных шеек поверхностями зажимных элементов. После операции гибки осуществляют формовку щек и противовесов в открытых штампах с удерживанием коленчатого вала за окончательно сформированные шатунные шейки с помощью замкнутых поверхностей с исключением истечения материала в направлении, перпендикулярном наружной поверхности щек. В результате обеспечивается повышение прочности коленчатого вала. 1 з.п.ф-лы, 6 ил.
| WERNER W.ADOLF | |||
| Neuere Entwicklungen bei geschmiedeten Kraftfahrzeug-Kurbelwellen | |||
| ENTWSCHMIEDE-Journal | |||
| Sept | |||
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| СПОСОБ КОВКИ КОЛЕНЧАТЫХ ВАЛОВ | 0 |
|
SU408703A1 |
| Способ изготовления коленчатых валов и устройство для его осуществления | 1984 |
|
SU1230739A1 |
| Способ изготовления коленчатых валов и устройство для его осуществления | 1984 |
|
SU1348053A1 |
| СПОСОБ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1991 |
|
RU2008124C1 |
| Способ окраски полистирола | 1961 |
|
SU144981A1 |
| DE 4222748 A1, 13.01.1994. | |||

