(54) СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ
ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ 12
не достаточно поперечных колебаний отнооительяо стыка, необходимых для заполяения разделки.
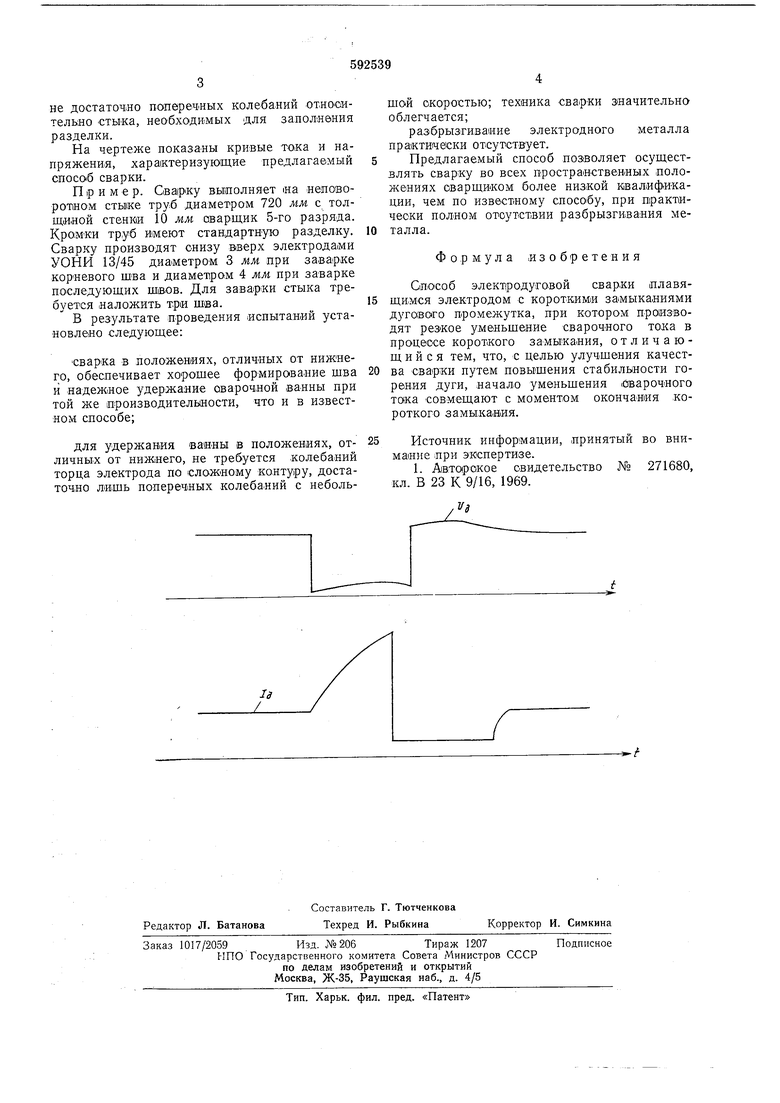
На чертеже показаны кривые тока и напряжения, характеризующие предлагаемый способ сварки.
Пример. Сварку выполняет «а «еповоротнОМ стыке труб диаметром 720 мм с толщиной СТВНК1И 10 мм аварщик 5-го разряда. Кромки труб имеют стандартную разделку. Сварку производят снизу вверх электродами УОНИ 13/45 диаметром 3 мм при заварке корневого шва и диаметром 4 мм при заварке последующих швов. Для заварки стыка требуется наложить три шва.
В результате п-роведения испытаний установлено следующее:
сварка в положениях, отличных от нижнего, обеспечивает хорошее формирование шва и надежное удержание сварочной ванны при той же производительности, что и в известном способе;
для удержания ванны в положениях, отличных от нижнего, не требуется колебаний торца электрода по сложному контуру, достаточно лишь поперечных колебаний с небольшой скоростью; техника сварки значительно облегчается;
разбрызгивание электродного металла пpalктиfчelcки отсутствует.
Предлагаемый способ позволяет осуществлять сварку во всех пространственных положениях сварщиком более низкой квалификации, чем по известному способу, при практически полном отсутствии разбрызгивания металла.
Формула .изобретения
Способ электродуговой сварки плавящигмся электродом с короткими замыканиями дугового промежутка, при которо-м производят резкое уменьшение сварочного тока в процессе короткого замыкания, отличающийся тем, что, с целью улучшения качества сварки путем повышения стабильности горения дуги, начало уменьшения сварочного тока совмещают с моментом окончания короткого замыкания.
Источник информации, принятый во внимание при экспертизе.
1. Авторское свидетельство № 271680, кл. в 23 к 9/16, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом в узкую разделку | 1982 |
|
SU1061956A1 |
| СПОСОБ СВАРКИ С ПОМОЩЬЮ КОРОТКОГО ЗАМЫКАНИЯ И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2217275C2 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2008 |
|
RU2371288C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| АППАРАТ ДЛЯ ДУГОВОЙ СВАРКИ С КОРОТКИМ ЗАМЫКАНИЕМ, КОНТРОЛЛЕР ЭТОГО АППАРАТА И СПОСОБ УПРАВЛЕНИЯ АППАРАТОМ | 2001 |
|
RU2217274C2 |
| Способ автоматической сварки углового соединения трубы с фланцем | 1988 |
|
SU1627354A1 |
| Способ дуговой сварки плавлением | 1991 |
|
SU1776517A1 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2009 |
|
RU2418659C1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2006 |
|
RU2322331C1 |
