ь
Изобретение относится к области станкостроения и может быть использовано в подшинииковой отрасли промышленности.
По авт. св. № 359136 известен способ обработки вогнутых тороидальных поверхностей нутем шлифования вращаюшимся инструментом враш,ающегося кольиа, согласно которому обработку нроизводят торцовым трубчатым инструментом, причем оси кольца и инструмента скреш,ивают в пространстве и сообш,ают инструменту осевую подачу до получения поверхности заданных размеров.
Предложенный способ отличается тем, что ирименяют инструмент с рабочей поверхностью в виде выпуклого тороидального пояса. Этим достигается повышение износостойкости ииструмента.
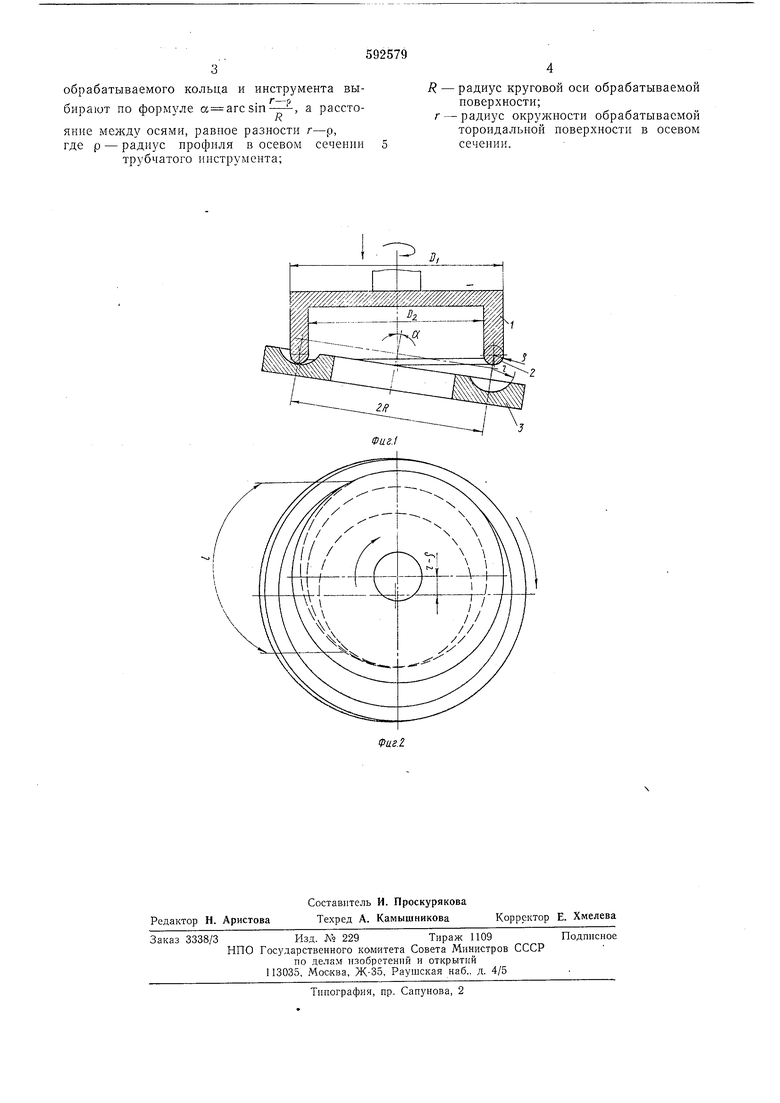
На фиг. 1 и 2 ноказана схема обработки кольца унорного подшипника по предложенному способу.
Цилиндрический чашечный инструмент 1 имеет рабочую выпуклую тороидальную поверхность 2 с радиусом профиля в осевом сечении, равным р, всегда меньшим радиуса г профиля обрабатываемого желоба, и диаметром круговой оси тора, равным диаметру 2R круговой оси обрабатываемой тороидальной поверхности. Паружпый диаметр инструмента + 2p, внутренний диаметр/).
Точность цилиндрических поверхностей не
имеет существенного значения, важна лишь точность рабочей тороидальной поверхности. Оси изделия 3 и инструмента скрешены в
нространстве нод углом a arcsin
и наR
именьшее расстояние между ними, равное г-р, лежит в экваториальной плоскости обрабатываемой тороидальной поверхности. Пзделие враш,ают вокруг своей оси. Инструмент враш,ают вокруг своей оси и сообщают ему движение нодачи в направлении этой оси до достижения задаиных размеров обрабатываемой поверхности. Длина лииии контакта инструмента и изделия I.
По мере необходимости производят правку инструмента по его тороидальной рабочей поверхности.
Формула и 3 о б р е т е н н я
Способ обработки вогнутых тороидальных поверхностей по авт. св. о 359136, отличающийся тем, что, с целью иовьш1еиия износостойкости инструмента, рабочую поверхиость инструмента выполняют в виде выиуклого тороидального пояса, с радиусом профиля, меньшим радиуса профиля обрабатываемого желоба, нрнчем угол между
3
обрабатываемого кольца и инструмента выбирают по формуле sin--, а расстояние между осями, равное разности г-р, где р - радиус нрофиля в осевом сечении трубчатого инструмента;
радиус круговой оси обрабатываемой
поверхности;
радиус окрулсности обрабатываемой тороидальной иоверхности в осевом сечении.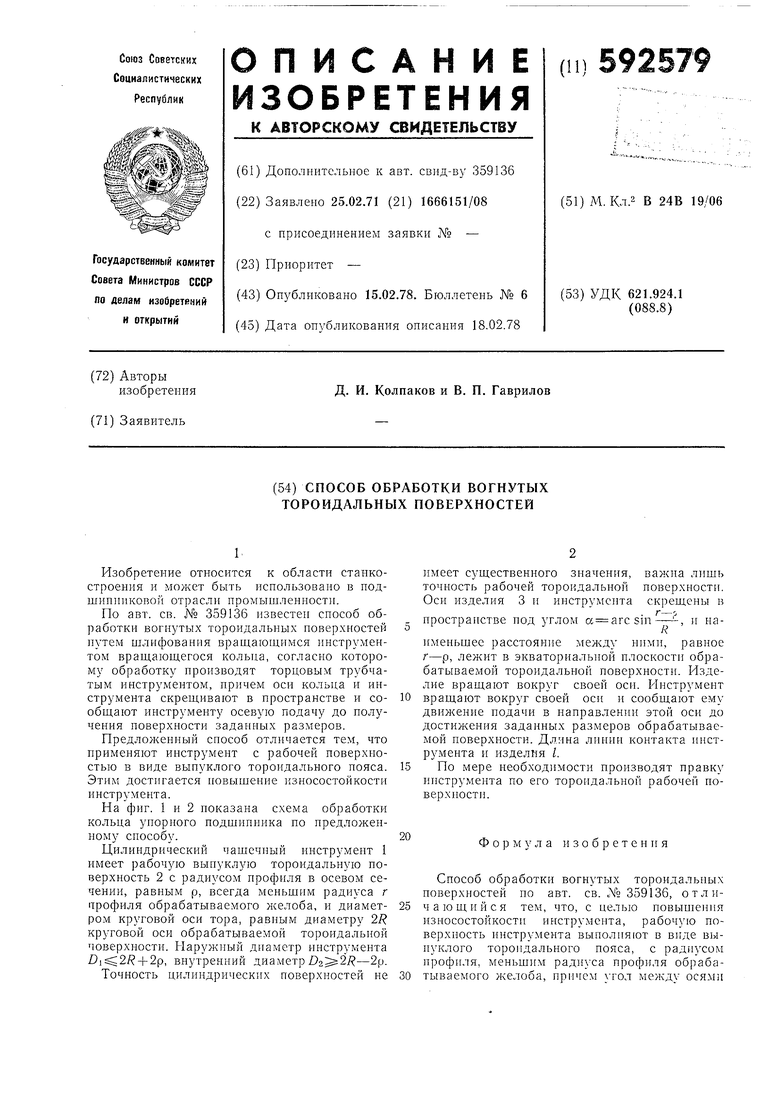
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования криволинейныхпОВЕРХНОСТЕй | 1978 |
|
SU835714A1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| СПОСОБ ОБРАБОТКИ ВОГНУТЫХ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ | 1972 |
|
SU359136A1 |
| СПОСОБ ОБРАБОТКИ НАРУЖНЫХ ФАСОННЫХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2124977C1 |
| Способ чистовой обработки вогнутых тороидальных поверхностей | 1973 |
|
SU512034A1 |
| БЕСКРИВОШИПНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2115810C1 |
| Станок для шлифования выпуклой или вогнутой поверхности прокатных валков | 1973 |
|
SU479613A2 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| Способ отделочной обработки вогнутой тороидальной поверхности типа желоба наружного кольца радиального шарикоподшипника | 1972 |
|
SU563272A1 |
| СПОСОБ ОТДЕЛОЧНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЯ С ЭЛЛИПТИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2211129C1 |
