Изобретение относится к области обработки металлов резанием и может быть использовано при проектировании шлифовальных станков для обработки рабочих валков периодических прокатных станов.
Известны станки для шлифования выпуклой или вогнутой поверхности прокатных валков с профилем в виде дуги окружности, в которых установлен механизм периодической подачи шлифовальной бабки, выполненный в виде конических зубчатых колес, врашающих гайку винта подачи.
Предлагаемый станок отличается от известного тем, что он снабжен механизмом поперечного перемеш,ения шлифовальной бабки, выполненным в виде червячного редуктора, червячное колесо которого закреплено на винте подачи, приводимого от шагового двигателя, а привод изделия также снабжен шаговым двигателем, причем оба двигателя связаны с управляюш,им их работой программным двухкоординатным устройством.
Этим обеспечивается возможность обработки валков с переменным радиусным профилем.
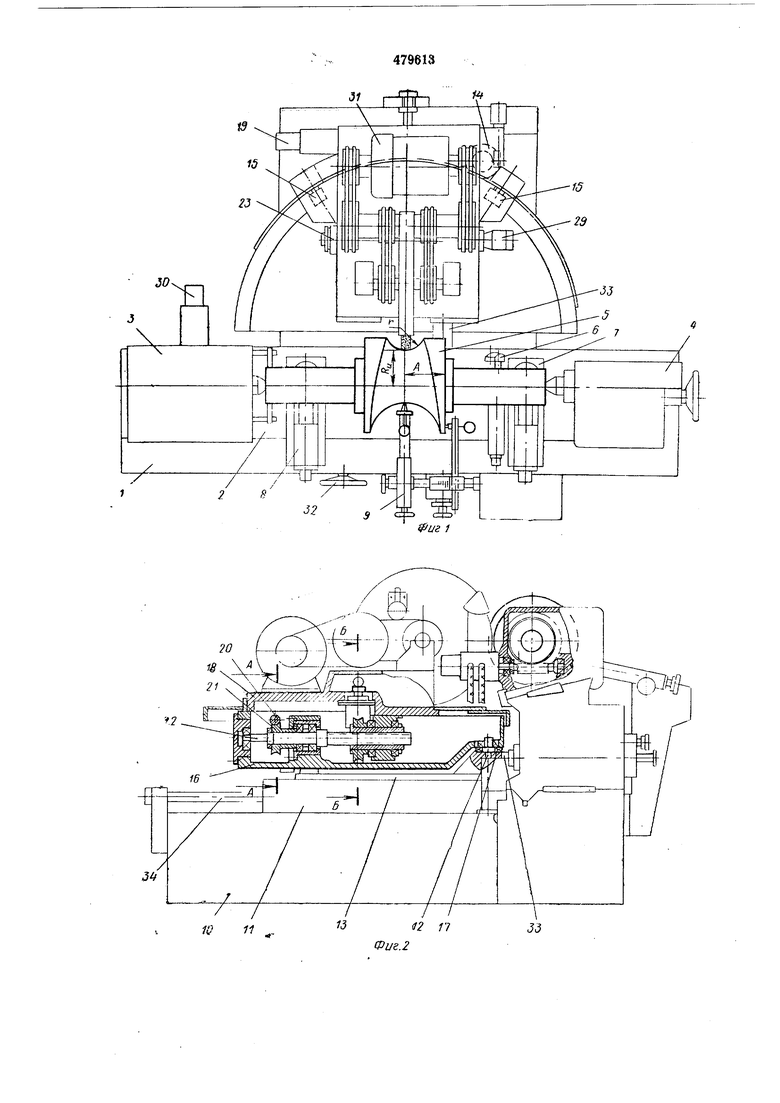
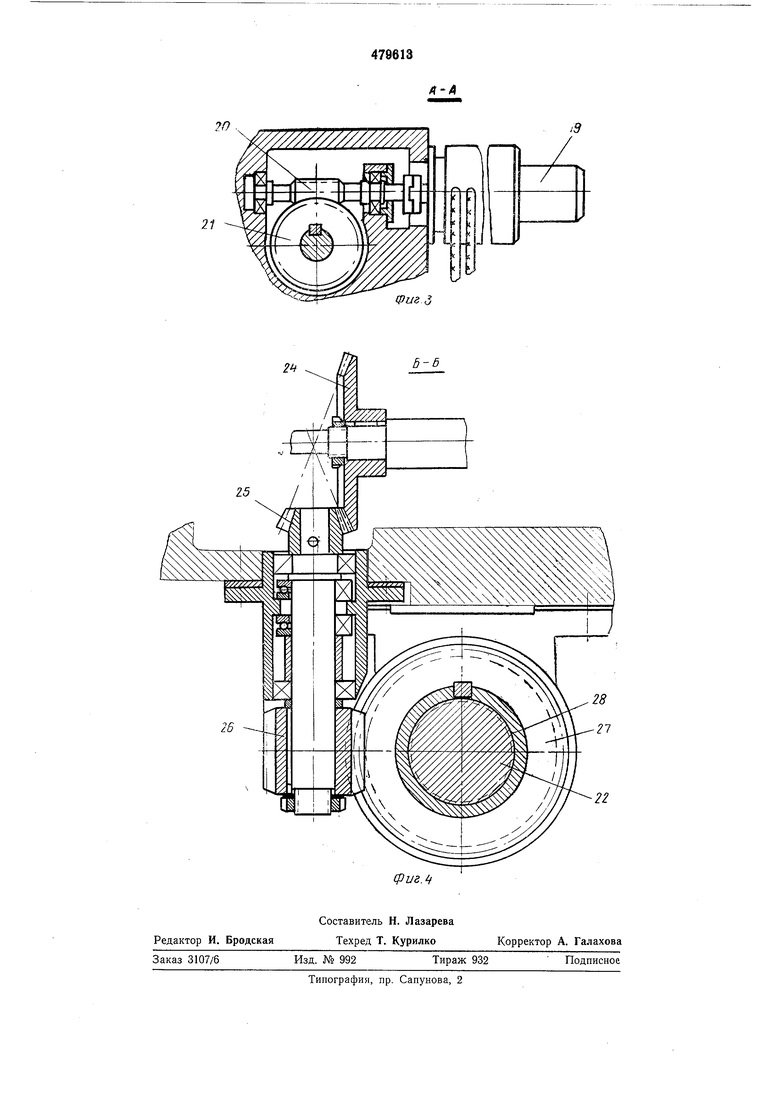
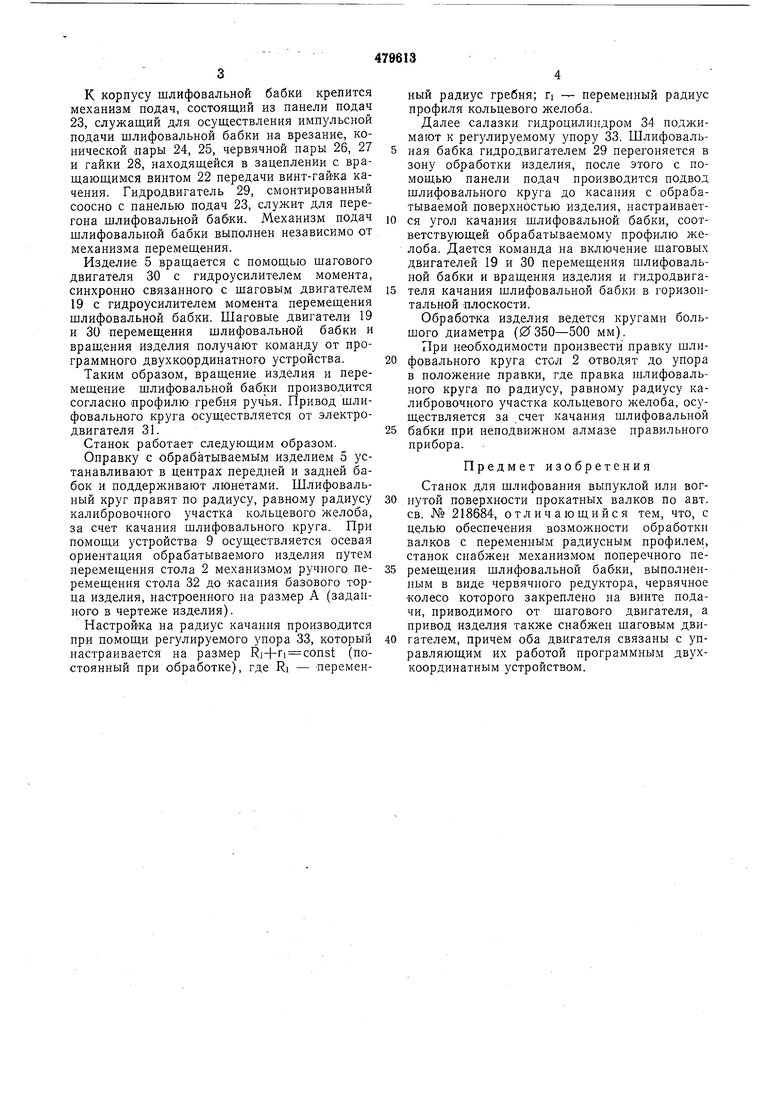
На фиг. 1 изображен предлагаемый станов, вид сверху; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - разрез по А-А на фиг. 2; На фиг. 4 - разрез по Б-Б на фиг. 2.
Предлагаемый станок состоит из станнны 1 (фиг. 1), на продольных направляюших которой установлен стол 2. На столе смонтированы передняя бабка 3 и задняя бабка 4. Обрабатываемое изделие 5 с оправкой устанавливают в центрах передней и задней бабок.
Правильный прибор 6 и люнеты 7 и 8 размещены на столе 2. На передней части станины 1 установлено устройство 9 для осевой ориентации изделия 5.
На задней части станины 10, па поперечных направляющих, установлены салазки 11, на которых закреплены ось качания 12 и зубчатый сектор 13. С зубчатым сектором зацеплена приводная шестерня 14 механизма качания, а сам сектор является опорной поверхностью для катков 15.
На поперечных направляюших подкладной плиты 16, опорами для которой служат упорный подшипник 17, смонтированный на оси качания 12, и катки 15, установлена шлифовальная бабка 18. В подкладной плите 16 смонтирован механизм перемещения шлифовальной бабки, состоящий из шагового двигателя 19 с гидроусилителем момента, червячной пары 20, 21 и вращающегося винта 22, шариковой передачи винт-гайка качения.
Передача винт-гайка качения является беззазорной и имеет высокую осевую жесткость.
К корпусу шлифовальной бабки крепится механизм подач, состоящий из панели подач 23, служащий для осуществления импульсной подачи шлифовальной бабки на врезание, конической пары 24, 25, червячной пары 26, 27 и гайки 28, находящейся в зацеплении с вращающимся винтом 22 передачи винт-гайка качения. Гидродвигатель 29, смонтированный соосно с панелью подач 23, служит для перегона шлифовальной бабки. Механизм подач шлифовальной бабки выполнен независимо от механизма перемещения.
Изделие 5 вращается с помощью шагового двигателя 30 с гидроусилителем момента, синхронно связанного с шаговым двигателем 19 с гидроусилителем момента перемещения щлифовальной бабки. Шаговые двигатели 19 и 30 перемещения шлифовальной бабки и враш,ения изделия получают команду от программного двухкоординатного устройства.
Таким образом, вращение изделия и перемещение шлифовальной бабки производится согласно профилю гребня ручья. Привод шлифовального круга осуществляется от электродвигателя 31.
Станок работает следующим образом.
Оправку с обрабатываемым изделием 5 устанавливают в центрах передней и задней бабок и поддерживают люнетами. Шлифовальный круг правят по радиусу, равному радиусу калибровочного участка кольцевого желоба, за счет качания шлифовального круга. При помощи устройства 9 осуществляется осевая ориентация обрабатываемого изделия путем перемещения стола 2 механизмом ручного перемещения стола 32 до касания базового торца изделия, настроенного на размер А (заданного в чертеже изделия).
Настройка на радиус качания производится при помощи регулируемого упора 33, который настраивается на размер Ri-|-i const (постоянный при обработке), где Ri - переменный радиус гребня; п - переменный радиус профиля кольцевого желоба.
Далее салазки гидроцилиндром 34 поджимают к регулируемому упору 33. Шлифовальная бабка гидродвигателем 29 перегоняется в зону обработки изделия, после этого с помощью панели подач производится подвод шлифовального круга до касания с обрабатываемой поверхностью изделия, настраивается угол качания шлифовальной бабки, соответствующей обрабатываемому профилю желоба. Дается команда на включение шаговых двигателей 19 и 30 перемешения шлифовальной бабки и врашения изделия и гидродвигателя качания шлифовальной бабки в горизонтальной плоскости.
Обработка изделия ведется кругами большого диаметра (0350-500 мм).
При необходимости произвести прав-ку шлифовального круга стол 2 отводят до упора в положение правки, где правка шлифовального круга по радиусу, равному радиусу калибровочного участка кольцевого желоба, осуществляется за счет качания шлифовальной бабки при неподвижном алмазе правильного прибора.
Предмет изобретения
Станок для шлифования выпуклой или вогнутой поверхности прокатных валков по авт. св. № 218684, отличающийся тем, что, с целью обеспечения возможности обработки валков с переменным радиусным профилем, станок снабжен механизмом поперечного перемещения шлифовальной бабки, выполненным в виде червячного редуктора, червячное колесо которого закреплено на винте подачи, приводимого от шагового двигателя, а привод изделия также снабжен шаговым двигателем, причем оба двигателя связаны с управляющим их работой программным двухкоординатным устройством.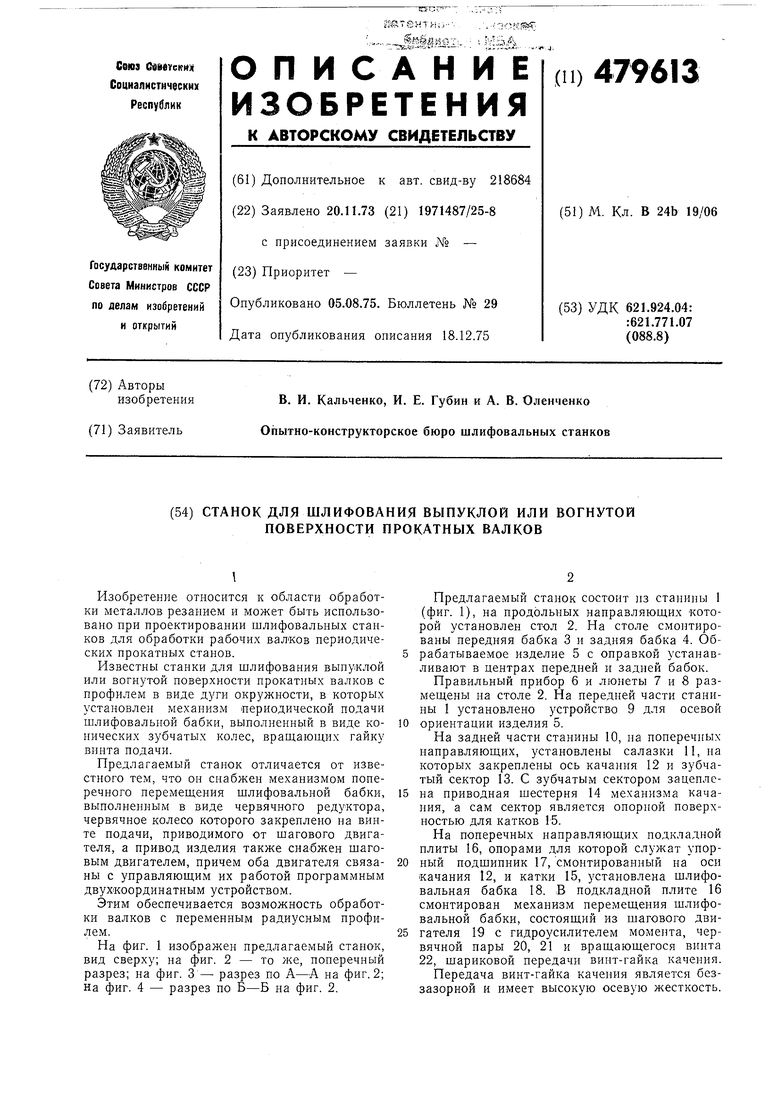
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования выпуклой илиВОгНуТОй пОВЕРХНОСТи пРОКАТНыХ ВАлКОВС пРОфилЕМ B ВидЕ дуги ОКРужНОСТи | 1978 |
|
SU804384A2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВЫПУКЛОЙ ИЛИ ВОГНУТОЙ ПОВЕРХНОСТИ ПРОКАТНЫХ ВАЛКОВ С ПРОФИЛЕМ В ВИДЕ | 1968 |
|
SU218684A1 |
| Вертикальный шлифовальный станок с числовым программным управлением | 1975 |
|
SU656813A1 |
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Станок для шлифования криволинейных образующих тел вращения | 1967 |
|
SU512029A2 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Станок для заточки фасонных фрез | 1977 |
|
SU712015A3 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Устройство для шлифования бочки валка | 1977 |
|
SU917687A3 |