1
Изобретение относится к обработке металлов и может быть использовано в станках для шлифования прокатных валов.
Известен снособ шлифования криволинейных поверхностей враш;ающимся шлифовальным кругом с профилем в виде дуги окружности, при котором его качают вокруг оси, лежаш,ей в плоскости враш;ения шлифовального круга, и в перпендикулярной ей нлоскости, в которой располагают ось враш,ения шлифовального круга и точку его касания с обрабатываемой поверхностью, а ось качания перемещают по криволинейной траектории относительно нрофиля обрабатываемого изделий 1.
Недостатком известного способа является низкая точность и невозмол ность обработки криволинейных поверхностей с вогнутым профилем.
Цель изобретения - устранение указанных недостатков.
Цель достигается тем, что ось качания шлифовального круга перемеш,ают по вогнутой траектории, расположенной от профиля обрабатываемого изделия на расстояНИИ, превышаюш,ем радиус кривизны профиля.
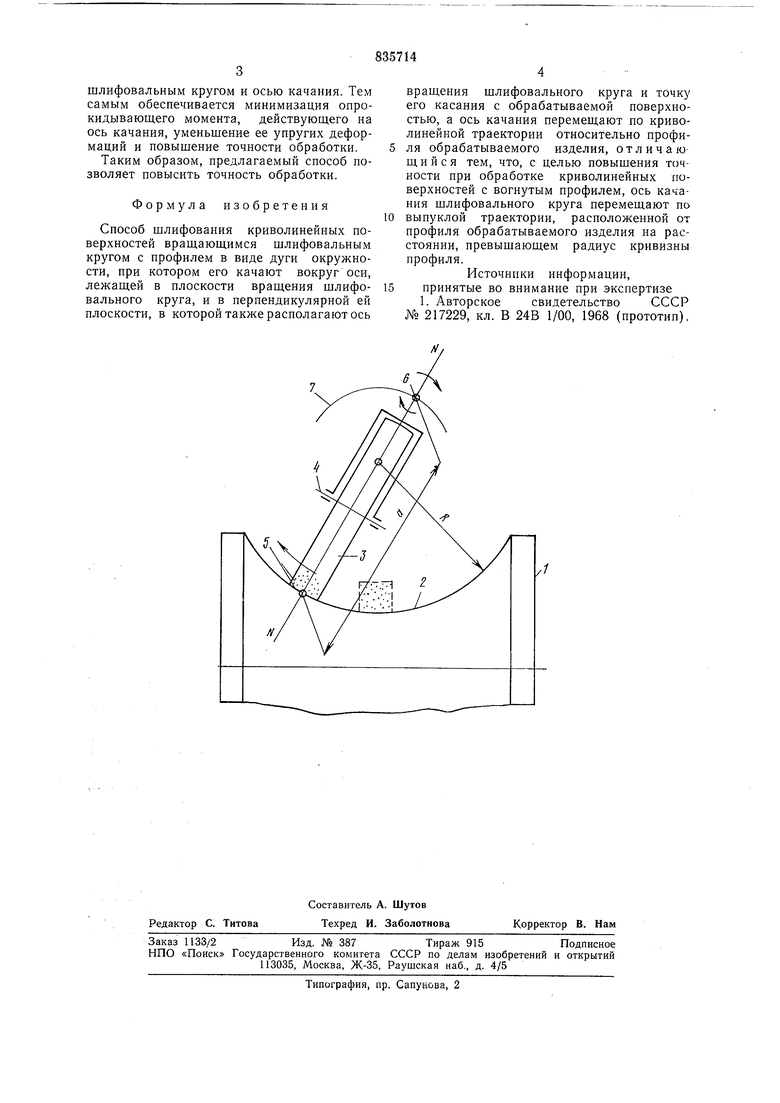
На чертеже представлена схема шлифования по предлагаемому способу.
Валок 1 с криволинейной поверхностью,
имеющей вогнутый круговой профиль 2, обрабатывают шлифовальным кругом 3, вращающимся вокруг оси 4 и имеющим круговой профиль 5 с радиусом, равным радиусу R кривизны профиля изделия. Цри обработке шлифовальный круг поворачивают по нормали Л-N к профилю изделия вокруг оси качания 6. Эта ось лежит в плоскости вращения шлифовального круга и перпендикулярна плоскости (чертежа) с расположенными в ней осью 4 вращения шлифовального круга и точками его касания с изделием. Одновременно ось качания 6 перемещают относительно изделия по траектории 7. Эту траекторию 7 оси качания располагают на расстоянии а от профиля изделия, измеряемом по нормали и превышающем радиус R кривизны профиля изделия. Траектория 7 имеет выпуклую форму при вогнутом профиле изделия.
При шлифовании изделий с вогнутым круговым профилем щлифовальными кругами большого диаметра, имеющими высокую размерную стойкость, предлагаемый способ обеспечивает расположение оси качания 6 за пределами габаритов шлифовального круга. Поэтому при реализации предлагаемого способа имеется возможность исключения разновысотности между
шлифовальным кругом и осью качания. Тем самым обеспечивается минимизация опрокидывающего момента, действующего иа ось качания, уменьшение ее упругих деформаций и повышение точности обработки.
Таким образом, предлагаемый способ позволяет повысить точность обработки.
Формула изобретения
Способ шлифования криволинейных поверхностей вращающимся шлифовальным кругом с профилем в виде дуги окружности, при котором его качают вокруг оси, лежащей в плоскости вращения щлифовального круга, и в перпендикулярной ей плоскости, в которой также располагают ось
вращения шлифовального круга и точку его касания с обрабатываемой поверхностью, а ось качания перемещают по криволинейной траектории относительно профиля обрабатываемого изделия, отличаю щ и и с я тем, что, с целью повышения точности при обработке криволинейных поверхностей с вогнутым профилем, ось качания шлифовального круга перемещают по выпуклой траектории, расположенной от профиля обрабатываемого изделия на расстоянии, превыщающем радиус кривизны профиля.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 217229, кл. В 24В 1/00, 1968 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки шлифовального кругапО дугЕ ОКРужНОСТи | 1979 |
|
SU818840A1 |
| Способ шлифования криволинейных поверхностей | 1978 |
|
SU768605A2 |
| Станок для шлифования выпуклой илиВОгНуТОй пОВЕРХНОСТи пРОКАТНыХ ВАлКОВС пРОфилЕМ B ВидЕ дуги ОКРужНОСТи | 1978 |
|
SU804384A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Способ шлифования профильных цилиндрических деталей | 1979 |
|
SU776881A1 |
| Способ шлифования поверхности детали с профилем в виде дуги окружности | 1978 |
|
SU772822A1 |
| Способ управления процессом шлифования | 1980 |
|
SU956257A2 |
| Способ обработки криволинейной поверхности деталей,преимущественно дисковых кулачков, матодом копирования | 1987 |
|
SU1407767A2 |
| Устройство для правки шлифовальныхКРугОВ | 1979 |
|
SU844254A1 |
| Способ шлифования зубчатых колес с круговыми зубьями и станок для его осуществления | 1982 |
|
SU1079380A1 |
