Изобретение относится к машиностроению. Область применения способа обработки - окончательные операции обработки наружных фасонных поверхностей вращения, преимущественно тороидальных поверхностей, например колец подшипников качения и других аналогичных деталей в подшипниковой и других отраслях машиностроения.
Известны аналогичные способы обработки наружных фасонных поверхностей вращения, при которых используют инструмент-ленту, а заготовку вращают (а.с. , а. с. СССР N 1400861, B 24 B 21/00, БИ, 21, 1988; 1796417, B 24 B 21/00, 21/16, БИ, 7, 1993; 1602702, B 24 B 21/00, БИ, 40, 1990) вокруг своей оси и вводят их в контакт друг с другом. Аналогичные способы высоки по производительности. Но имеют недостаток: ограничены по технологическим возможностям и стойкости ленты.
В качестве прототипа наиболее близко по своей технической сущности может быть принят способ обработки (а.с. N 1465278, B 24 B 21/00, БИ, 10, 1989), при котором применяют инструмент-ленту, покрытую абразивом, перематываемую с одной бобины на другую, а заготовке сообщают вращение вокруг ее оси и перемещают относительно инструмента-ленты, поджимаемого к заготовке. Способ-прототип в осуществлении высок по производительности. Однако он имеет недостаток: мала стойкость ленты и ограничены технологические возможности - не позволяет обрабатывать тороидальные поверхности.
Заявляемый способ обработки лишен указанных выше недостатков.
Сущность изобретения состоит в том, что в способе обработки наружных фасонных поверхностей вращения, преимущественно тороидальных, при котором инструмент в виде ленты, покрытой абразивом, перематываемой из одной в другую бобину, и имеющей набегающий и сбегающие участки, вводят в контакт с обрабатываемой поверхностью заготовки, а заготовке сообщают вращение вокруг ее оси, берут ленту круглого сечения с радиусом, равным наименьшему радиусу кривизны вогнутой части профиля обрабатываемой поверхности заготовки, из пластичного материала, например капрона, с более твердой и прочной сердцевиной, сообщают ей дополнительное вращение вокруг ее центральной оси путем одновременного поворота поперечного сечения с одинаковой скоростью в разные стороны набегающего и сбегающего участков вместе с соответствующими бобинами, а скорость дополнительного вращения выбирают из условия обеспечения не менее 3-8 оборотов поперечного сечения ленты за время обработки одной заготовки.
Отличительными признаками заявляемого способа обработки по сравнению со способом-прототипом являются:
1) изменение структуры способа - введение нового действия, а именно дополнительного вращения поперечного сечения инструмента-ленты вокруг его центральной оси;
2) изменение инструмента - круглого сечения и из пластичного материала с более твердой и прочной сердцевины, с радиусом, равным наименьшему радиусу кривизны продольного профиля обрабатываемой поверхности заготовки.
Реализация названных отличительных признаков позволяет решить актуальную техническую задачу: увеличить стойкость инструмента и повысить точность формы обрабатываемой поверхности, а именно формы образующей. Стойкость инструмента удается повысить за счет того, что увеличивается рабочая площадь его. Поэтому износ и нагрев протекает более равномерно. Точность формы образующей обрабатываемой поверхности увеличивается за счет изменения траектории движения абразивных зерен и самого тела инструмента (сложением двух движений: главного и дополнительного) и равномерного износа по рабочей поверхности инструмента.
Таким образом, реализация отличительных признаков позволяет обеспечить выполнение технической задачи, они отсутствуют во всех известных технических решениях, поэтому они являются существенными.
Заявляемый способ обработки может быть использован и для обработки поверхностей вращения со сложным профилем. При этом диаметр поперечного сечения инструмента-ленты выбирают из условия равенства наименьшему радиусу кривизны вогнутой части профиля обрабатываемой поверхности заготовки.
На фиг. 1 представлена общая схема способа обработки с необходимыми устройствами; на фиг. 2 - разрез АА.
Заготовку 1 с ее обрабатываемой поверхностью 2 в виде, например, внутреннего кольца шарикоподшипника и его беговой дорожной, имеется возможность устанавливать базовым отверстием 3, например, в цанговый патрон 4, барабана 5 многошпиндельного специального станка. При этом барабан 5 содержит, например, четыре шпинделя, и заготовка 1 может занимать последовательно четыре позиции I, II, III, IV, соответственно. В первой позиции заготовку 1 могут устанавливать, а после обработки в остальных позициях - снимать с цангового патрона 4. Барабан 5 имеет возможность поворачиваться поочередно на 90o - при четырехпозиционной схеме. Во второй II, третьей III и четвертой IV позициях заготовка 1 получает вращение вокруг своей оси и имеет возможность войти в контакт с инструментом-лентой 6. Инструмент-лента 6 одним концом закреплен на первой бобине 7, а вторым - на второй бобине 8. Каждая из бобин имеет возможность вращаться поочередно после полного прогона инструмента-ленты 6 по часовой, а затем против часовой стрелки, соответственно. Инструмент-лента 6 имеет набегающий 9 и сбегающий 10 участки, перемещаемые со скоростью резания, а также рабочий участок 11, на протяжении которого он может охватывать по дуге и контактировать с обрабатываемой поверхностью 2 заготовки 1. В зоне барабана 5 установлены устройство 12 для нанесения абразивной пасты на инструмент-ленту 6, устройство 13 для очистки инструмента-ленты 6, устройства 14, предохраняющие соскакивание инструмента-ленты 6. Бобины 7, 8 имеют привод (условно не показан) для вращения их вокруг осей О3 и О4 соответственно. При этом инструмент-лента 6 перематывается, например, с первой бобины 7 на вторую. Во второй позиции II с обрабатываемой поверхности снимается треть припуска, в третьей позиции III - следующая треть припуска и, наконец, в четвертой позиции IV - остаток припуска. После полного цикла первая заготовка 1, полностью обработанная, возвращается в первую позицию, где снимается из цангового патрона 4. С началом рабочего цикла обработки заготовки 1 включается устройство 12, с помощью которого наносят абразивную пасту на инструмент-ленту 6, и устройство 13, с помощью которого очищают инструмент-ленту 6 от отработанной абразивной пасты и частиц снятого металла. Имеется возможность одновременно включить привод дополнительного вращения  набегающего участка 9 и сбегающего участка 10 инструмента-ленты 6 вместе с первой 7 и второй 8 бобинами вокруг собственных центральных осей О1О1 и О2О2, соответственно, в разные стороны с одинаковыми угловыми скоростями. При этом приводятся во вращение вокруг собственных центральных осей и рабочие участки 11 инструмента-ленты 6. В результате дополнительного вращения
набегающего участка 9 и сбегающего участка 10 инструмента-ленты 6 вместе с первой 7 и второй 8 бобинами вокруг собственных центральных осей О1О1 и О2О2, соответственно, в разные стороны с одинаковыми угловыми скоростями. При этом приводятся во вращение вокруг собственных центральных осей и рабочие участки 11 инструмента-ленты 6. В результате дополнительного вращения  абразивные зерна, вкрапленные в инструмент-ленту 6, становятся работающими по всей его площади. Угловая скорость дополнительного вращения инструмента-ленты 6 выбирается из соображений обеспечения 3-8 оборотов его за время цикла полной обработки одной заготовки. Это обусловлено обеспечением благоприятных условий деформирования инструмента-ленты 6 на рабочих участках и равномерности его износа.
абразивные зерна, вкрапленные в инструмент-ленту 6, становятся работающими по всей его площади. Угловая скорость дополнительного вращения инструмента-ленты 6 выбирается из соображений обеспечения 3-8 оборотов его за время цикла полной обработки одной заготовки. Это обусловлено обеспечением благоприятных условий деформирования инструмента-ленты 6 на рабочих участках и равномерности его износа.
Пример конкретного выполнения. Требуется обработать поверхность желоба партии внутреннего кольца шарикоподшипника типа 204. Размеры кольца: наружный диаметр 27,3
Экономическая эффективность заявляемого способа обработки может быть определена, как сумма экономий за счет уменьшения расходов на инструмент, уменьшения потребного количества подшипников, кольца которых обработаны данным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ НАРУЖНЫХ ФАСОННЫХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2142873C1 |
| Способ обработки фасонных поверхностей вращения | 2019 |
|
RU2719822C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1996 |
|
RU2170165C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ДОВОДКИ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162402C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2128571C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1999 |
|
RU2168406C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1996 |
|
RU2094207C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ВРАЩЕНИЯ | 1998 |
|
RU2146595C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2094206C1 |
| СПОСОБ ОТДЕЛОЧНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЯ С ЭЛЛИПТИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2211129C1 |

Изобретение относится к машиностроению и может быть использовано при окончательной обработке поверхностей желобов внутренних колец подшипников. Обработку наружных фасонных поверхностей вращения ведут инструментом в виде ленты, перематываемой с одной бомбины на другую и имеющей набегающий и сбегающий участки. Ее вводят в контакт с обрабатываемой поверхностью заготовки и сообщают последней вращение вокруг ее оси. Ленту используют круглого сечения с радиусом, равным наименьшему радиусу кривизны вогнутой части профиля обрабатываемой поверхности заготовки. Сообщают ленте дополнительное вращение вокруг ее центральной оси путем одновременного поворота поперечного сечения набегающего и сбегающего участков вместе с соответствующими бобинами. Скорость дополнительного вращения выбирают из условия обеспечения не менее 3-8 оборотов поперечного сечения ленты за время обработки одной заготовки. Такие действия расширяют технологические возможности за счет обработки тороидальных поверхностей и повышают стойкость ленты. 2 ил.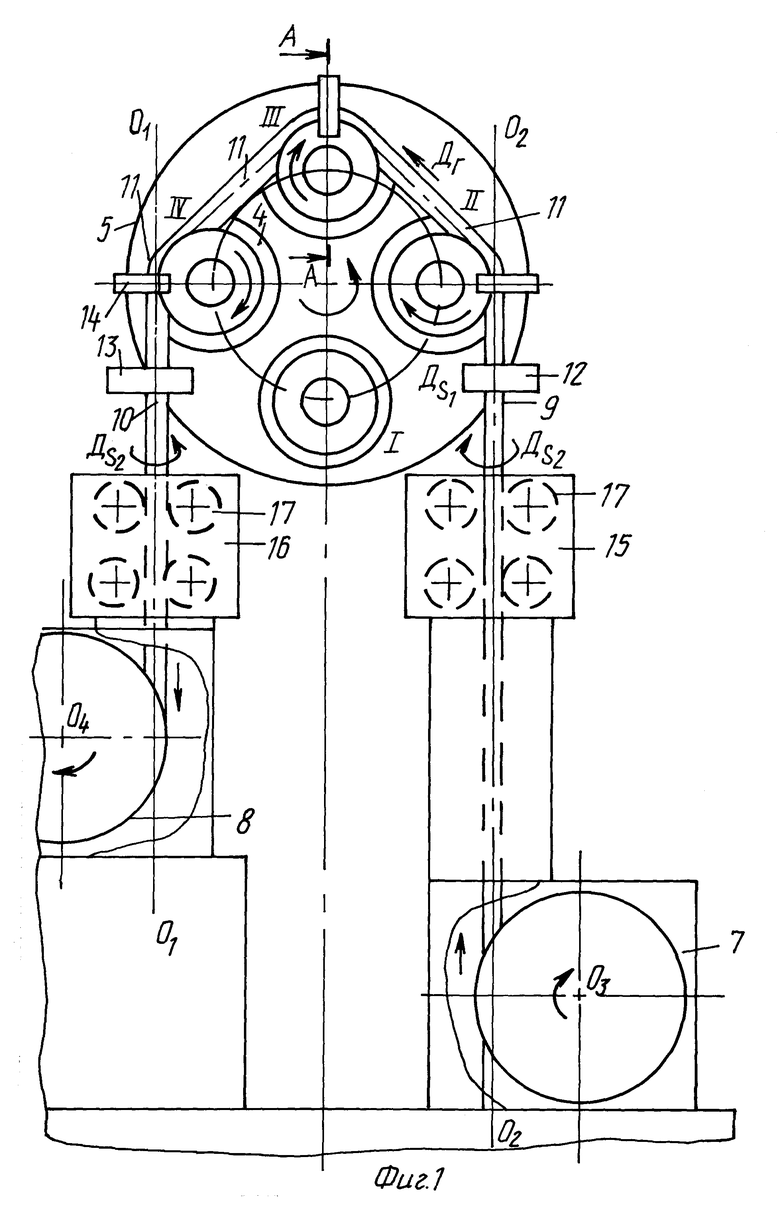
Способ обработки наружных фасонных поверхностей вращения, преимущественно тороидальных, при котором инструмент в виде ленты, покрытой абразивом, перематываемой из одной в другую бобину и имеющей набегающий и сбегающий участки, вводят в контакт с обрабатываемой поверхностью заготовки, а заготовке сообщают вращение вокруг ее оси, отличающийся тем, что берут ленту круглого сечения с радиусом, равным наименьшему радиусу кривизны вогнутой части профиля обрабатываемой поверхности заготовки, из пластичного материала, например капрона, с более твердой и прочной сердцевиной, сообщают ей дополнительное вращение вокруг ее центральной оси путем одновременного поворота поперечного сечения с одинаковой скоростью в разные стороны набегающего и сбегающего участков вместе с соответствующими бобинами, а скорость дополнительного вращения выбирают из условия обеспечения не менее 3 - 8 оборотов поперечного сечения ленты за время обработки одной заготовки.
| Способ ленточного шлифования и устройство для его осуществления | 1987 |
|
SU1465278A1 |
| SU 228552 A, 01.08.69 | |||
| УСТРОЙСТВО ДЛЯ доводки БЕГОВОЙ ДОРОЖКИ КОЛЕЦ РОЛИКОВЫХ подшипников КАЧЕНИЯ АБРАЗИВНОЙЛЕНТОЙ | 0 |
|
SU217992A1 |
| УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ ЖЕЛОБОВКОЛЕЦ ПОДШИПНИКОВ | 1971 |
|
SU426803A1 |
| Способ ленточного шлифования тел вращения | 1989 |
|
SU1602702A1 |
| Способ ленточного шлифования | 1990 |
|
SU1796417A1 |
| БАРАБАННЫЙ ОКОМКОВАТЕЛЬ | 1998 |
|
RU2135609C1 |
| DE 4105799 A1, 27.08.92. | |||
