(54) УСТРОЙСТВО ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСЫ МЕТАЛЛИЧЕСКОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки металлической полосы | 1991 |
|
SU1809786A3 |
| Устройство для горячей прокатки металлической полосы | 1991 |
|
SU1809785A3 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС НА МЕТАЛЛУРГИЧЕСКОМ КОМПЛЕКСЕ МНЛЗ - ШИРОКОПОЛОСОВОЙ СТАН | 2009 |
|
RU2415724C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| Прокатный стан для производства горячекатанных полос | 1978 |
|
SU778830A1 |
| Устройство для горячей прокатки металлической полосы | 1975 |
|
SU537718A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО ПОЛОСОВОГО ПРОКАТА | 2003 |
|
RU2236917C1 |
Изобретение относится к прокатке металлов, а именно к горячей прокатке полосы на станах, оборудованных печными моталками.
Из основного авт. св. № 537718 известно устройство, которое включает реверсивную клеть, нагревательные печи, расположенные по обеим ее сторонам, четыре моталки, находящиеся в печах попарно и связанные между собой полосой из жаропрочного материала.
Однако в данном устройстве каждая пара смежных моталок находится в общем рабочем пространстве печи, что не позволяет создать вокруг каждой из моталок этой пары собственную необходимую печную атмосферу, отличную как по температуре, так и газовому составу. Это снижает качество обрабатываемого металла.
Кроме того, для осуществления ремонта нагревающих полос, а также моталок, на которых они находятся, требуется остановка печей и прекращение прокатки, что ведет к снижению производительности агрегата.
Цель изобретения - улучшение температурных условий нагрева рулонов.
Это достигается тем, что нагревательные печи разделены между собой перегородкой, имеющей щель для пропуска полосы и подвижную заслонку.
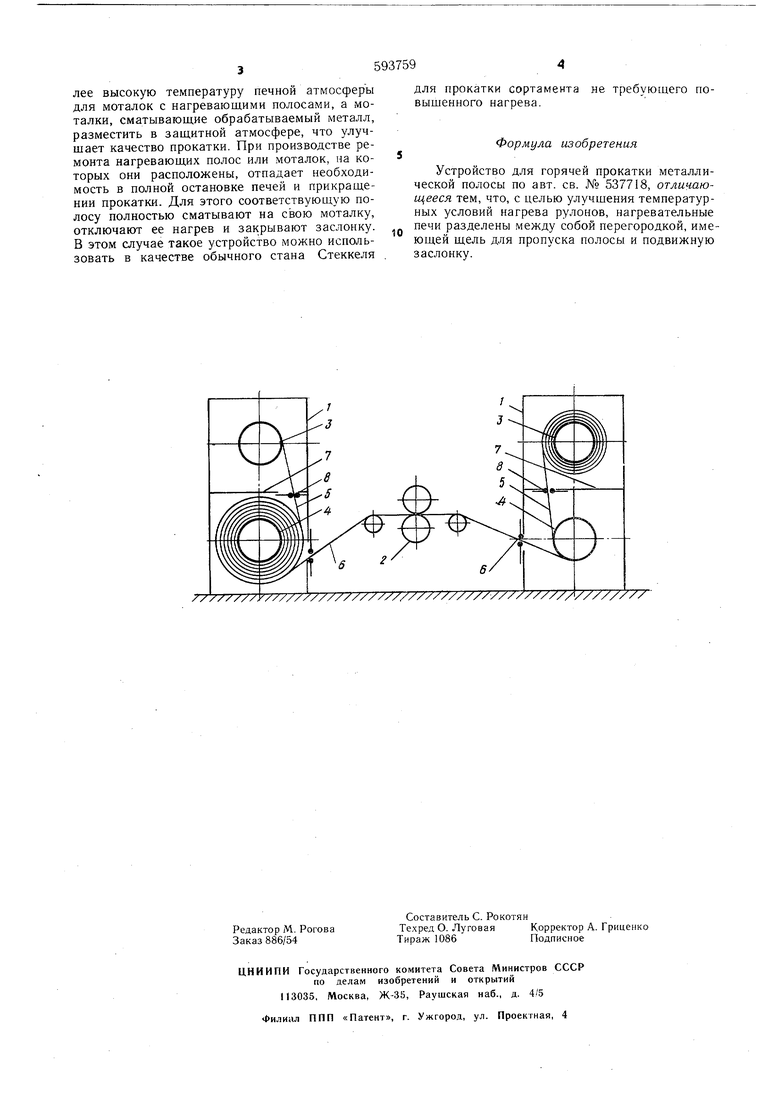
На чертеже схематично изображено предлагаемое устройство.
Находящиеся в печах 1 листовой реверсивной клети 2 моталки 3 и 4, содержащие соответственно нагревающие 5 и обрабатьь вае.мую 6 полосы, разделены между-собой перегородками 7 по всей ширине печи. Каждая из перегородок имеет щель для пропуска полос 5, находящихся в печах постоянно, концы которых закреплены на смежных моталках. Эти полосы, имеющие более высокую температуру, чем требуемая температура нагрева обрабатываемого металла, при -совместной смотке с металлом обеспечивают его прогрев. Заслонки 8 служат для перекрытия щели.
В положении, изображенном иа чертеже, в левой печи полоса 5 сматывается на свою моталку для повторного нагрева, а нагретый обрабатываемый металл подается на прокатку, после чего греется в правой печи благодаря совместной смотке с полосой 5. Заслонки 8 во время работы устройства постоянно открыты.
Устройство позволяет поддерживать на каждой из моталок необходимую температуру и режим нагрева, дает возможность создать более высокую температуру печной атмосферы для моталок с нагревающими полосами, а моталки, сматывающие обрабатываемый металл, разместить в защитной атмосфере, что улучшает качество прокатки. При производстве ремонта нагревающих полос или моталок, на которых они расположены, отпадает необходимость в полной остановке печей и прикращении прокатки. Для этого соответствующую полосу полностью сматывают на свою моталку, отключают ее нагрев и закрывают заслонку. В этом случае такое устройство можно использовать в качестве обычного стана Стеккеля
для прокатки сортамента не требующего повыщенного нагрева.
Формула изобретения
Устройство для горячей прокатки металлической полосы по авт. св. № 537718, отличающееся тем, что, с целью улучщения температурных условий нагрева рулонов, нагревательные печи разделены между собой перегородкой, имеющей щель для пропуска полосы и подвижную заслонку.
