1 ; . , .
Изобретение относится к обработке ме- таплов давлением н может быть испол1 зо- ванр в кузнечно-штамповочном производстве при получении изделий объемной штамповкой.
Известен штамп дця объемной штамповки, содержащий верхнюю и нижнюю части с профилированными торцовыми поверхностями, образующими ручей, поверзшошь разъема которого состоит из трех участков, Удаление поковки из этого штампа осущеотвпяется с помощью вытаяк1шатепя.
Известен также штамп для объемной , штамповки, содержащий верхнюю и нижнюю частя с профилированными торцовыми поверхностями, образующими ручей, а также замковыми элементами и поверхностью разъе ма, состоящей из трех участков, крайние из которых расположены на уровнях поверхностей верхнего и нижнего оснований ручья а среддий участок перпендикулярен к ним и расположен в вертикальной плоскости.
Стенки ручья известного штампа выполнены без штамповочных уклонов по периметру.
Цель изобретения - облегчить удаление поковок без штамповочных уклонов из ручья, штампа. ,
Для этого поверхность разъема на сред нем участке располЬжена в плоскости сечения по наибольшей ширине ручья под угпом к вертикальной оси штампа, не меньшим угла штамповочного уклона.
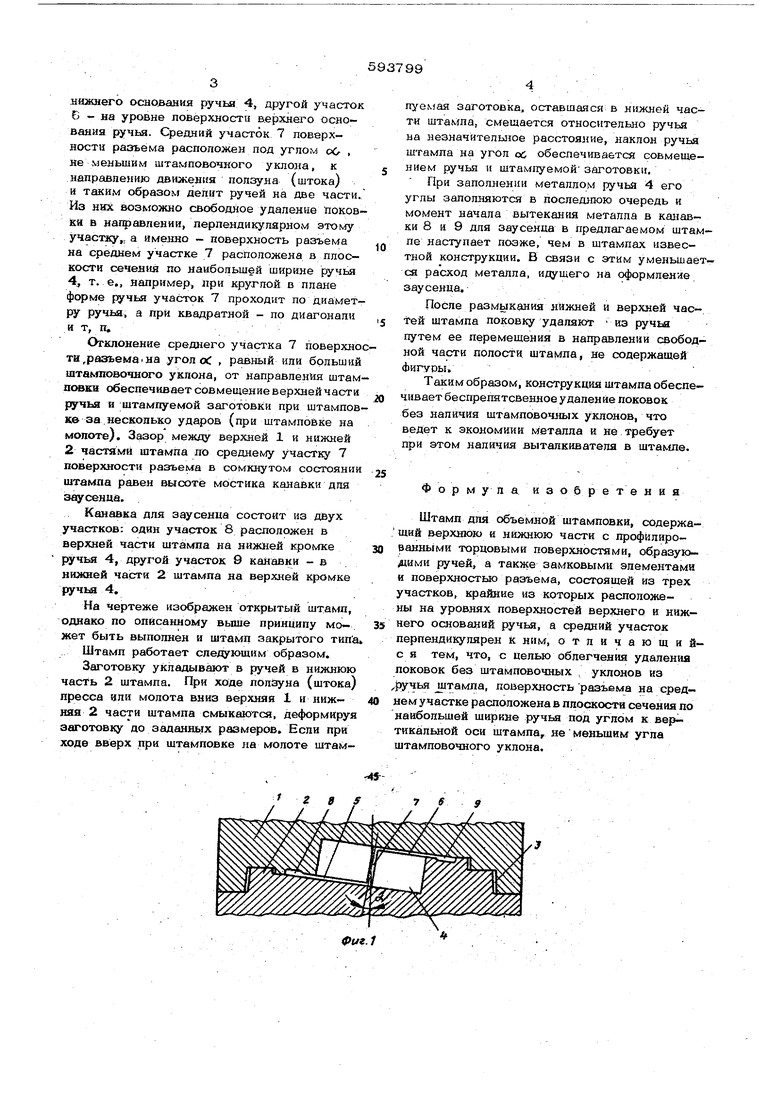
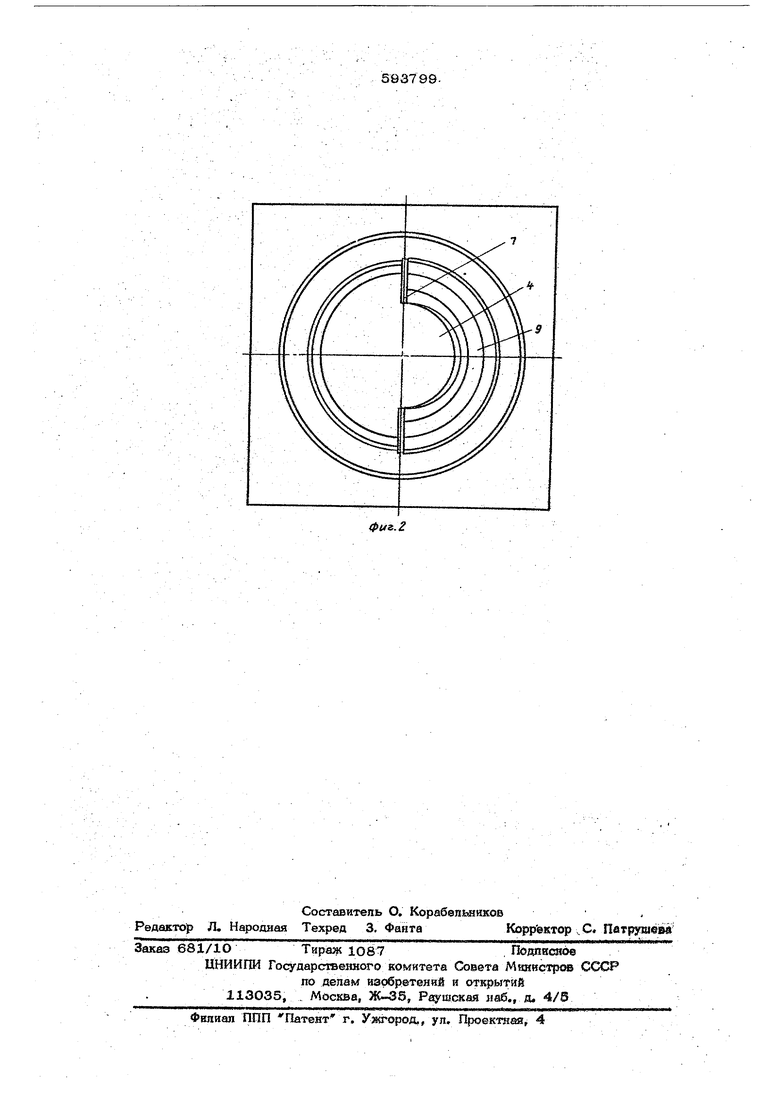
На фиг. 1 изображен штамп, продольный разрез; на фиг. И - нижняя час1ь штампа.
Штамп состоит из верхней 1 и нижней 2 частей, уравновешенных от сдвигающих поперечныхуснлийзамковыми элементами 3. Про- филированные по форме поковки торцовые поверхности верхней и нижней частей штампа па образуют ручей 4 , которыйраспопожен под углом об , не меньшим угла штамповочного уклона к направленкю движения ползуна (штока) пресса и молота, т. е. к направлению штамповки.
Штамп имеет ломаную поверхность разъема, состоящую из трех участков. Один учас ток 5 расположен ва уровне поверхности ншкнего осшо.вания ручья 4, другой участок Б - на уровне ловерхности в.ерхнш о основаяня ручья. Средний участок 7 поверхности разъёма расположен под углом сО , не меньшим штамповочного уклона, к направпе} ик движения ползуна (штока) и таким образом делит ручей на две части. Из них возможно свободное удаление 1токов ки в награвпении, перпендикупарном этому участку,; а именно - поверхность разъема на среднем участке 7 расположена в плоскости сечения по наибольшей ширине ручья 4, т. е., например, при круглой в плане форме ручья участок 7 проходит по )аиамет- ру ручья, а при квадратной - по диагонали и т, п, Отклонение среднего участка 7 поверхно ти ,разъема на угол оС , равный или больший mTaNnroeoHHoro уклона, от направления штам повка обеспечнваетсовмещениеверхнейчасти ручья и штампуемой заготовки при штампов ке за. несколько ударов (при штамповке на молоте). Зазор между верхней 1 и нижней 2 частями штампа по среднему участку 7 поверхности разъема в сомкнутом состоянии штампа равен высоте мостика канавки для заусенца. Канавка для заусенца состоит из двух участков: один участок 8 расположен в верхней части штампа на нижней кромке ручья 4, другой участок 9 канавки - в нижней части 2 штампа на верхней кромке ручья 4, На чертеже изображен открытый штамп, однако по описанному выше принципу может быть выполнен и штамп закрытого типа Штамп работает следующим образом. Заготовку укладывают в ручей в нижнюю часть 2 штампа. При ходе ползуна (штока) пресса или молота вниз верхняя 1 и нижняя 2 части штампа смыкаются, деформируя заготовку до заданных размеров. Если при ходе вверх при штамповке на молоте штампуемая заготовка, оставшаяся в нижней части штампа, смещается относительно ручья на незначительное расстояние, наклон ручья штампа на угол о, обеспечивается совмещением ручья и штампуемой заготовки. При заполнении металлом ручья 4 его углы заполняются в послешпою очередь и момент начала вытекания металла в канавки 8 и 9 для заусенца в предлагаемом штампе наступает позже, чем в штампах известной конструкции. В связи с этим уменьшается расход металла, идущего на оформление заусенца. После размыкания нижней и верхней час- Тей штампа поковку удаляют из ручья путем ее перемещения в направлении свободной части полости штампа, не содержащей (Ьигуоы. Таким образом, конструкция штампа обеспечивает беспрепятсвенное удаление поковок без наличия штамповочных уклонов, что ведет к экономии и металла и не требует при этом наличия выталкивателя в . Формула изобретения Штамп для объемной штамповки, содержа- щий верхнюю и нижнюю части с профйлированньЫи торцовыми поверхностями, об.разуюдлими ручей, а также замковыми элементами и поверхностью разъема, состоящей из трех участков, крайние из которых расположены на уровнях поверхностей верхнего и нижнего оснований ручья, а средний участок перпендикулярен к ним, отличающийс я тем, что, с целью облегчения удаления поковок без Штамповочных , уклонов из ручья jiiTaMna, поверхность разъема на среднем участке расположена в ппосасостн сечения по наибольшей ширине ручья под углом к вертикальной оси штампа, не меньшим угла штамповочного уклона.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
| Штамп для объемной штамповки | 1973 |
|
SU561599A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| Штамп для закрытой объемной штамповки | 1988 |
|
SU1602601A1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ штамповки поковок удлиненной формы с двумя симметричными продольными ребрами и устройство для осуществления способа | 2016 |
|
RU2641217C2 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
Фиг.1
