1
Изобретение относится к области газовой резки металлов, касается усовершен ствования специализированных машин дня надрезки круглого проката и наиболее эффективно может быть использовано при газоной надрезке заготовок перед ломкой их на прессе в поточных линиях подготовки заготовок трубопрокатных агрегатов,
Известно устройство для газовой резки, содержащее основание, на котором закреплен зубчатый сектор и смонтирована при- воаная каретка с суппортом резака, на вьь ходком валу привода которого установлена шестерня, взаимодействующая с зубчатым сектором 1 ,
Это устройство требует много времени на настройку при изменении диаметра раэрезаемого проката.
. Целью изобретения является повышение производительности труда путем уменьшени вспомогательного времени на настройку, приизменении диаметра разрезаемого проката.
Указанная цель достигается благодаря тому, что на каретке предлагаемого устройства для газовой резки вьшолнены дугооб2
разные пазы, суппорт.с резаком размещен в этих пазах, на суппорте смонтиронян зубчатый венец, а на валу привода устаногз- лена дополнительная шестерня, взаимодействующая с зубчатым венцом.
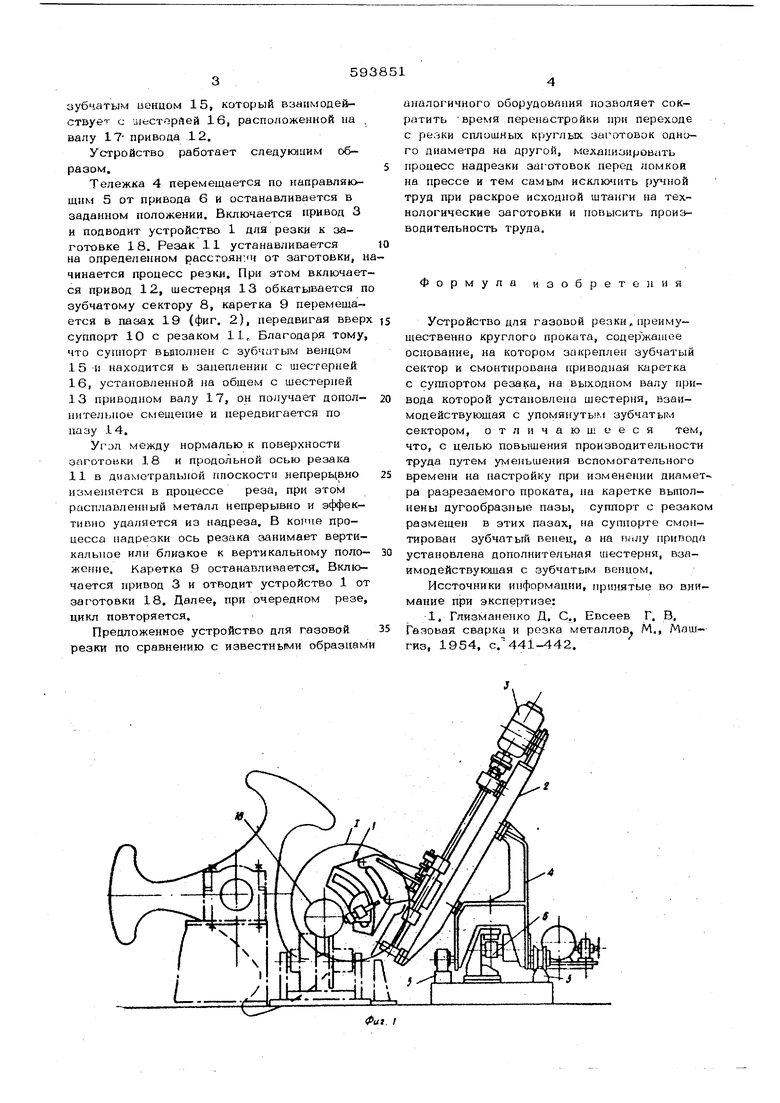
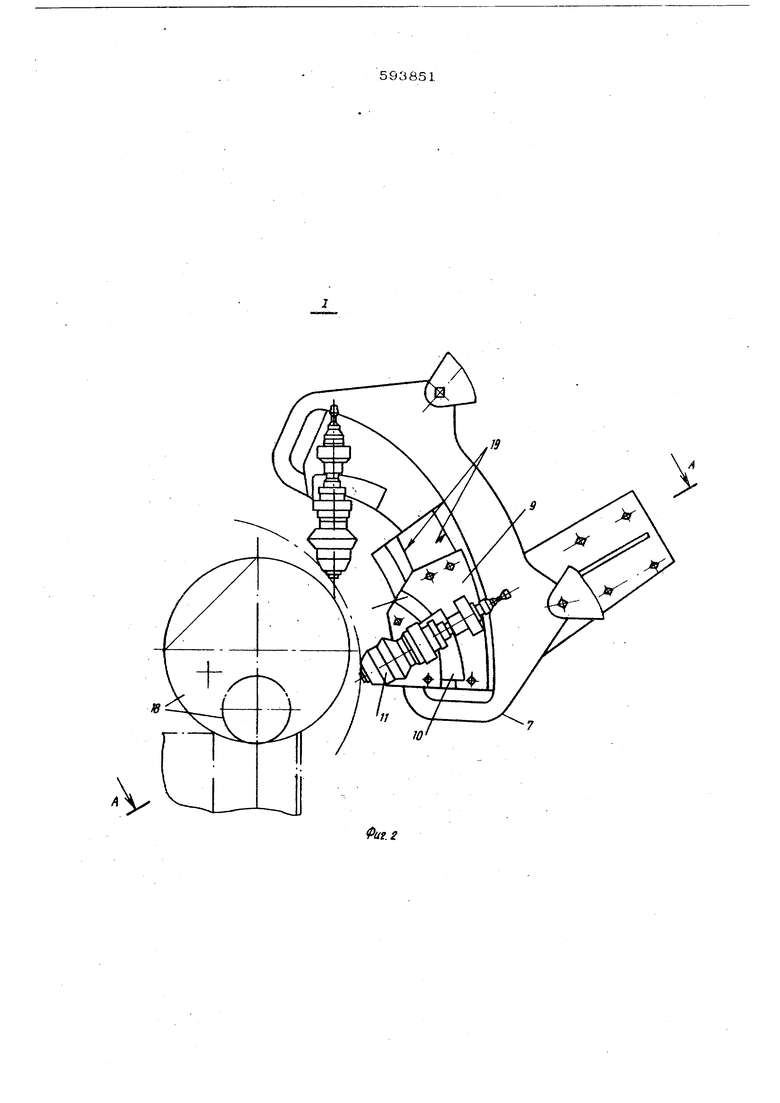
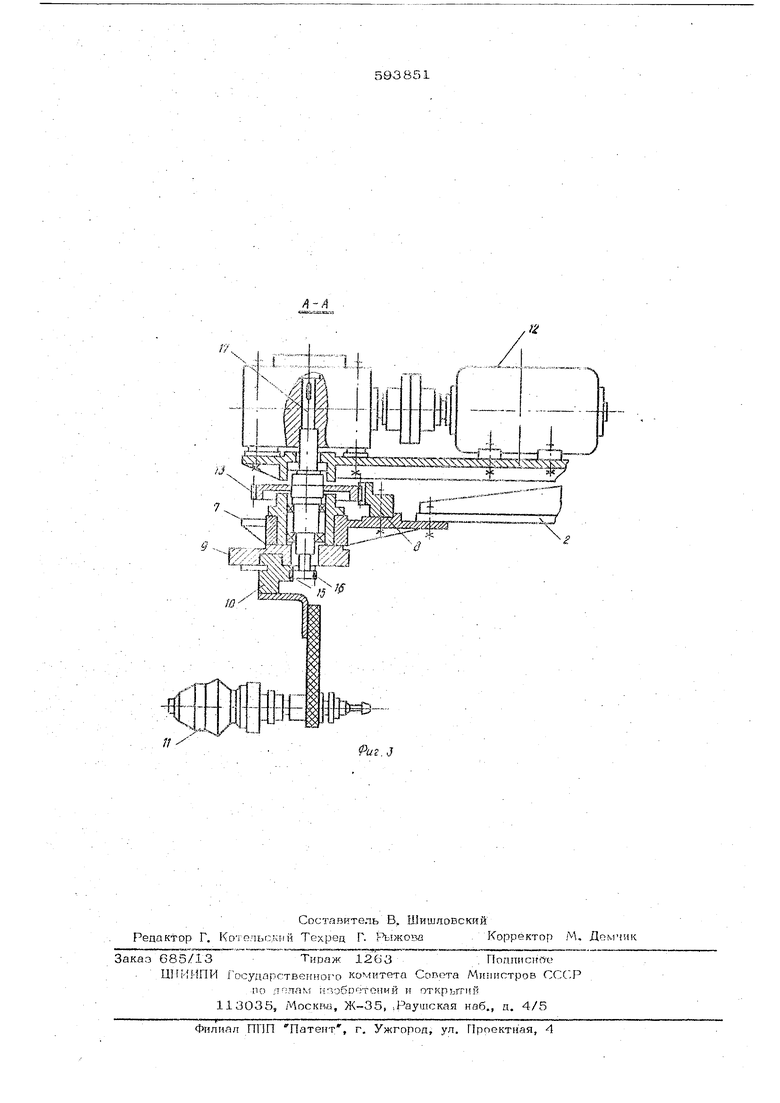
На фиг. 1 изображено машина для нпрегь ки проката с предлагаемым устройством для газовой резки, общий вид; на фиг. 2 показано устройство для газовой резки в увеличенном масштабе; на фиг. 3 дан разрез по А-А на фиг. 2.
Устройство 1 для газовой резки устанавливают на кронштейне 2 с возможностью перемещения от привода 3, Кронштейн 2 установлен на тележке 4, которая может перемещаться по направляющим 5 от привода 6.
.Устройство для газовой резки (фиг. 2, 3 состоит из несущего основания 7, на котором и епрдвижн о закреплен зубчатый сектор :8 и смонтирована приводная каретка 9, не.сущая суппорт 10 с резаком 11. Каретка 9 бвяэана с приводом 12 ее перемещения пбсредством шестерни 13. Суппорт 10 размещен в пазу 14 каретки 9 и снабжен зубчатым венцом 15, который взаимодействует с ujecTOpfleft 16, расположенной на валу 17- привода 12. Устройство работает следующим образом. Тележка 4 перемешается по направляющим 5 от привода 6 и останавливается в заданном положении. Включается привод 3 и подводит устройство 1 для резки к заготовке 18. Резак 11 устанавливается на определенном расстоян:п{ от заготовки, чинается процесс резки. При этом включает ся привод 12, шестерця 13 обкатывается п зубчатому сектору 8, каретка 9 перемещается в пазах 19 (фиг. 2), передвигая ввер суппорт 10 с резаком 11, Благодаря тому что суппорт вьшолиен с зубчатым венцом 15 -п находится в зацеплении с шестерней 16, установленной на общем с шестерней 13 приводном валу 17, он получает допол- интелыюе смещение и передвигается по пазу 14. Угэл между нормалью к поверхности заготовки 18 и продольной осью резака 11 в диак1отрапы(ой плоскости непрерь вно изменяется в процессе реаа, при этом расплавленный металл непрерывно и эффективно удаляется из надреза. В коипе процесса надрезки ось резака занимает вертикальное или близкое к вертикальному поло- жение. Каретка 9 останавливается. Включается привод 3 и отводит устройство 1 от заг отовки 18. Далее, при очередном резе, цикл повторяется. Предложенное устройство для газовой резки по сравнению с известными образцам аналогичного оборудования позволяет сократить перенастройки при переходе с резки сплошных круглых заготовок одного диаметра на другой, механизировать процесс надрезки заготовок перед ломкой на прессе и тем самым исключить ручной труд при раскрое исходной штанги на технологические заготовки и повысить производительность труда. Формула изобретения Устройство для газовой резки,, преимущественно круглого проката, содержащее основание, на котором закреплен зубчатый сектор и смонтирована приводная каретка с суппортом резака, на выходном валу привода которой установлена шестерня, взаимодействующая с упомя {уть1м зубчатым сектором, отличают и е с я тем, что, с целью повышения производительности труда путем уменьшения вспомогательного времени на настройку при изменении диамет-. ра разрезаемого проката, на каретке выполнены дугообразные пазы, суппорт с резаком размещен в этих пазах, на суппорте смонтирован зубчатый венец, а на rvuiy привода установлена дополнительная шестерня, взаимодействукядая с зубчатым венцом. Иссточники информации, принятые во внимание при экспертизе: 1. Глизманенко Д. С., Евсеев Г. В. Газовая сварка и резка металлов. М., Машгиз, 1954, с. 441-442.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для газовой резки изделий | 1980 |
|
SU893437A1 |
| Устройство для кислородной резки проката круглого сечения | 1982 |
|
SU1061949A1 |
| Устройство для термической обрезки торцов труб с одновременной резкой конца,идущего в отход на части | 1982 |
|
SU1041246A1 |
| Поточная линия для раскроя проката | 1976 |
|
SU683903A1 |
| Устройство для газовой резки проката круглого сечения | 1981 |
|
SU958052A2 |
| Устройство для ломки проката и труб на мерные заготовки | 1981 |
|
SU965557A1 |
| Устройство для вырезки фланцев | 1976 |
|
SU583881A1 |
| Устройство для кислородной резки проката круглого сечения | 1978 |
|
SU738796A1 |
| Устройство для фигурной кислороднойРЕзКи лиСТОВ | 1979 |
|
SU804271A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
IД1Ш
//X
Ч
.... V-ifh
й/г. J
