(54)
УСТРОЙСТВО дляПОДАЧИ ДЕТАЛЕЙ -ТИПА КОЛЕЦ
;ржтелей находится в пределах 0,5-0,8 высоты внутренней фаски кольца.
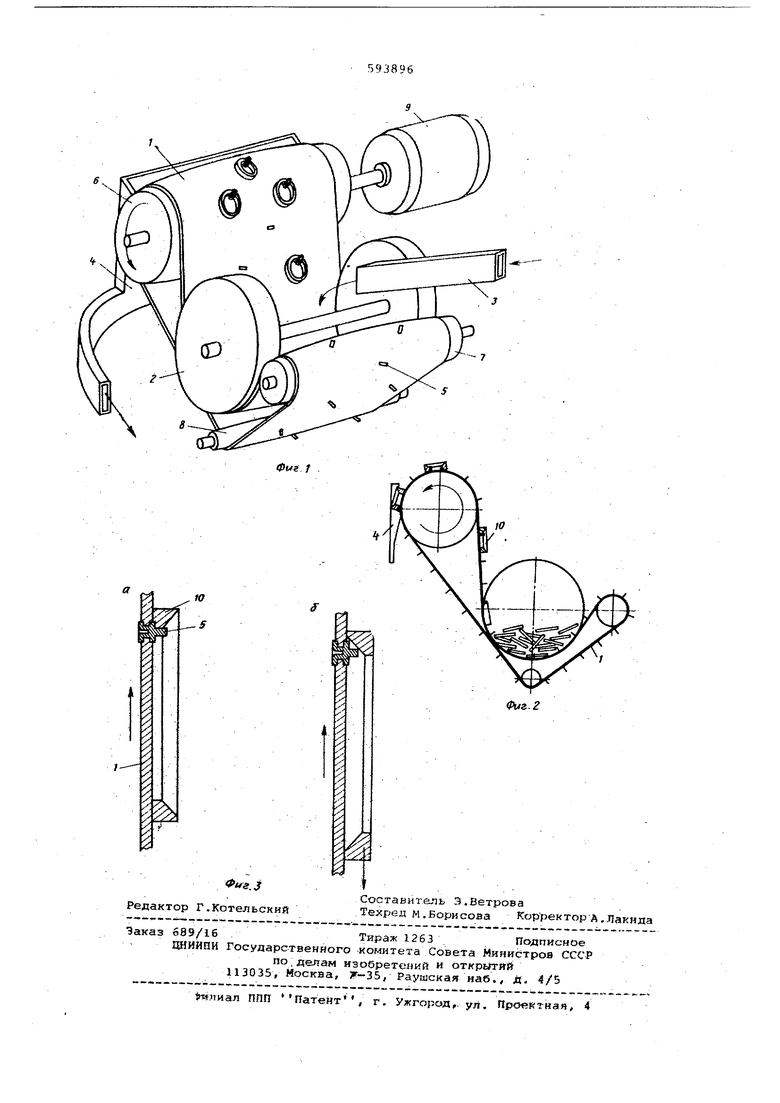
На фиг. 1 изображено предлагаемое устройство, аксонометрия; фиг. 2 и 3 поясняют процесс захвата и ориентации колец.
Устройство для подачи деталей типа колец состоит из бункера, образованного гибкой бесконечной лентой 1 и боковыми дисками 2, подаклдего 3 и приемного 4 лотков. Лента, снабженная штырями-ловителями 5, охватывает ведущий 6 и ведомый 7 шкиву и натяжной ролик 8. Лента приводится в движение электродвигателем 9 .
Устройство работает следующим образом.
В бункер, образованный лентой 1 и боковыми диска1ми 2, через подающий лоток 3 поступают присадочные кольца 10 с внутренними фасками и накапливаются в нем. При движении ленты 1 происходит перемешивание колеи и захват отдельных из них штырями-ловителями (фиг. 2).
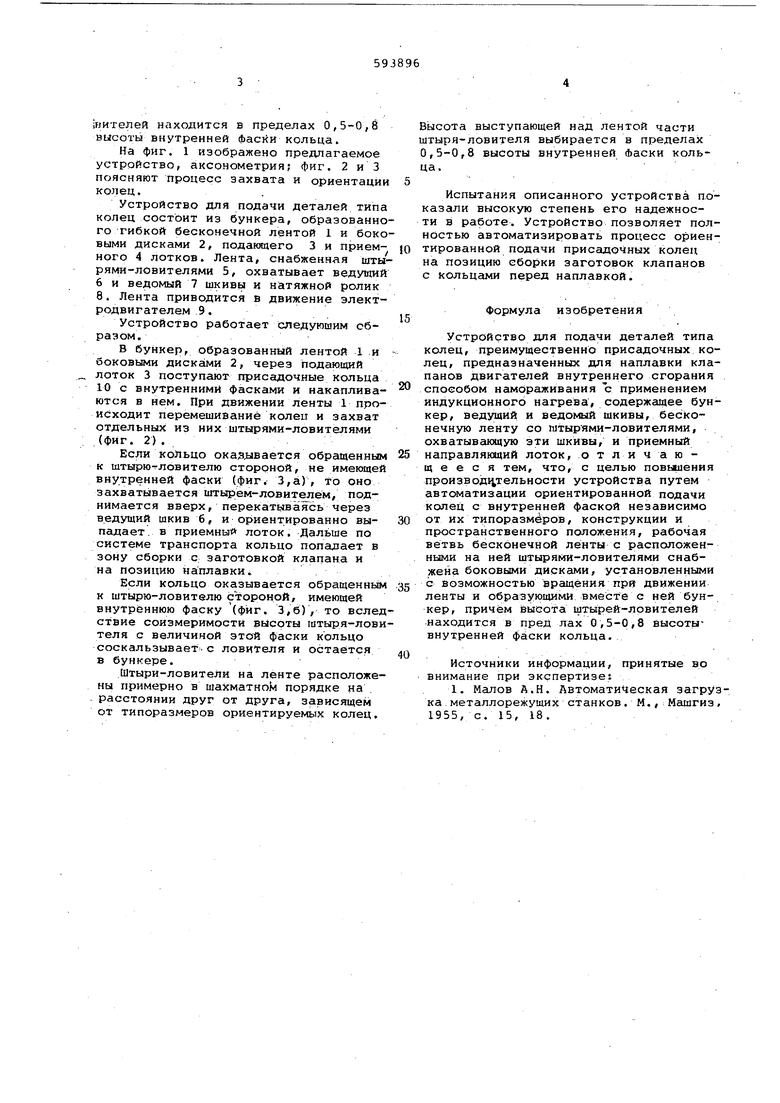
Если кольцо оказдлвается обращенным к штырютловителю стороной, не имеющей внутренней фаски (фиг. 3,а), то оно захватывается штырем-ловителем, поднимается вверх, перекатывая сь через ведущий шкив 6, и ориентированно выпадает, в приемный лоток. Дальше по системе транспорта кольцо попадает в зону сборки с заготовкой клапана и на позицию наплавки.
Если кольцо оказывается обращенным к штырю-ловителю стороной, имеющей внутреннюю фаску (фиг. 3,6), то вследствие соизмеримости высоты штыря-ловителя с величиной этой фаски кольцо соскальзывает-с ловителя и остается в бункере.
Штыри-ловитеЛи на ленте расположены примерно в шахматной порядке на . расстоянии друг от друга, зависящем от типоразмеров ориентируемых колец.
Высота выступающей над лентой части тыря-ловителя выбирается в пределах 0,5-0,8 высоты внутренней Фаски кольца.
Испытания описанного устройства показали высокую степень его надежности в работе. Устройство позволяет полностью автоматизировать процесс ориентированной подачи присадочных колец на позицию сборки заготовок клапанов с кольцами перед наплавкой.
Формула изобретения
15
Устройство для подачи деталей типа колец, преимущественно присадочных колец, предназначенных для наплавки клапанов двигателей внутреннего сгорания
способом намораживания с применением индукционного нагрева, содержащее бункер, ведущий и ведомый шкивы, бесконечную ленту со штырями-ловителями, охватывающую эти шкивы, и приемный
направляющий лоток, отличающ е е с я тем, что, с целью повыиения производительности устройства путем автоматизации ориентированной подачи колец с внутренней фаской независимо
от их типоразмеров, конструкции и
пространственного положения, рабочая ветвь бесконечной ленты с расположенными на ней штырями-ловителями снабжена боковыми дисками, установленными
с возможностью вращения при движении ленты и образующими вместе с ней бункер, причём высота штырей-ловителей находится в пред лах 0,5-0,8 высоты внутренней фаски кольца.
Источники информации, принятые во внимание при экспертизе ,
1. Малов А.Н. Автоматическая загрузка металлорежущих станков. М., Машгиз, 1955, с. 15, 18.
J
ю
ff -S
Фиг.2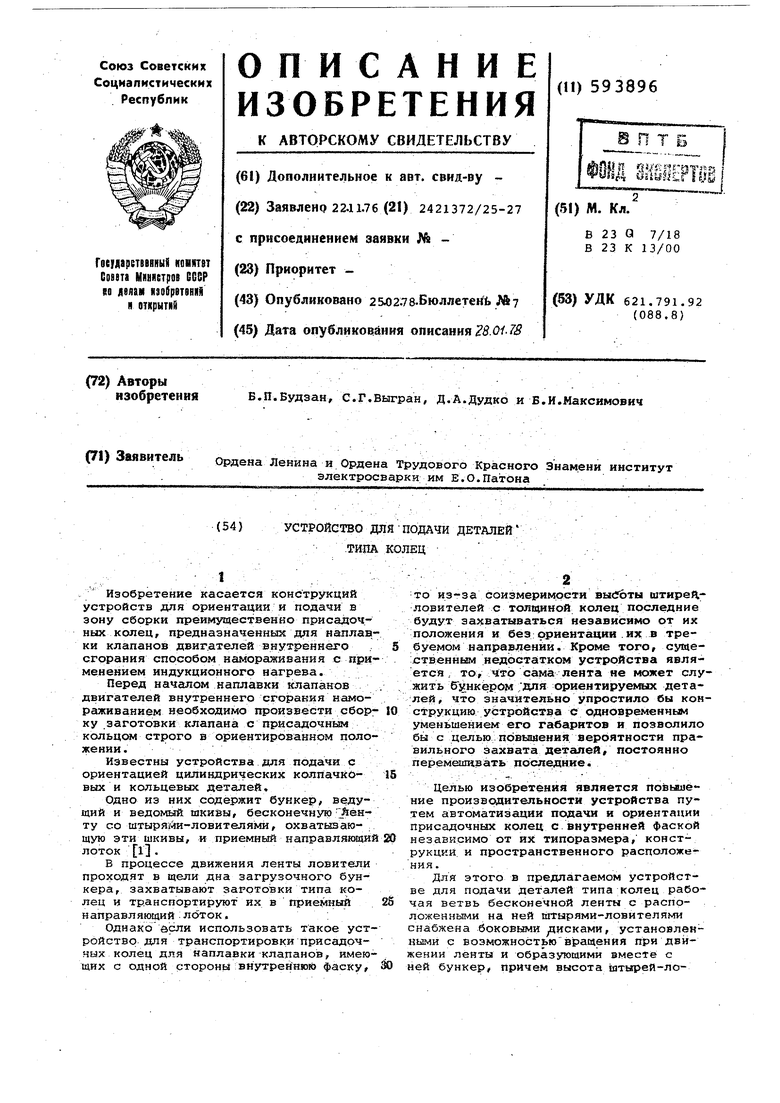
| название | год | авторы | номер документа |
|---|---|---|---|
| Элеваторное загрузочное устройство | 1989 |
|
SU1713775A1 |
| Устройство для шлифования тел вращения | 1972 |
|
SU448116A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ КОЛЕЦ С КОНИЧЕСКИМ ОТВЕРСТИЕМ | 1992 |
|
RU2008165C1 |
| Станок для механической обработки пластмассовых деталей | 1981 |
|
SU975425A1 |
| Ленточный фильтр для обезвоживания осадков | 1975 |
|
SU570377A1 |
| ПОДБОРЩИК ВАЛКОВ ЗЕРНОВЫХ КУЛЬТУР ЧУБИКОВА Н.Е. | 1996 |
|
RU2109438C1 |
| КОНВЕЙЕРНЫЙ СТАБИЛИЗАТОР КОРОТКИХ МАКАРОННЫХ ИЗДЕЛИЙ | 2007 |
|
RU2341083C2 |
| Устройство для ориентации деталей | 1977 |
|
SU659360A1 |
| Автомат для изготовления биполярных электродов химического источника тока | 1980 |
|
SU877654A1 |
| Устройство для подачи деталей типа колец | 1977 |
|
SU737162A1 |