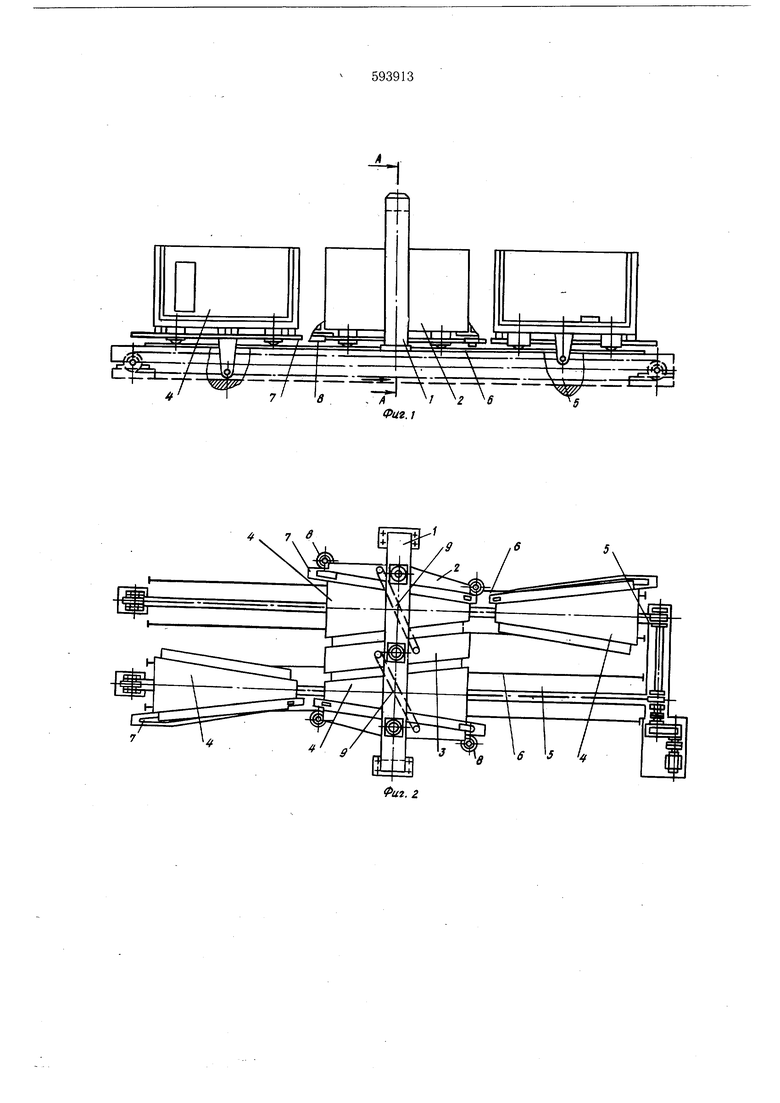
(54) КАССЕТНАЯ УСТАНОВКА Формы-отсеки 4 снабжены с двух сторон нижними и торцовыми бортами, а со стороны наружных щитов 2 - конирами 7, с которыми контактируют направляющие ролики 8, закрепленные на наружных опалубочных щитах 2. Наружные опалубочные щиты 2 и внутренНИИ щит 3 соединены шарнирно друг с другом посредством жетских горизонтальных щтанг 9. Установка снабжена также регистрами 10 тепловой обработки, расположенными во внутреннем 3 и наружных 2 опалубочных щитах. Предложенная установка работает следующим образом. Перед формованием включают механизм горизонтальных перемещений, и закрепленные на тяговых цепях 5 каждой его секции формыотсеки 4 движутся навстречу друг другу до тех пор, пока одна из форм 4 каждой пары не расположится между внутренним щитом 3 и соответствующим наружным опалубочным щитом 2. После этого механизм горизонтальных перемещений выключают. При перемещении форм-отсеков 4 между щитами направляющие ролики 8 обкатываютсяпо копирам 7 форм-отсеков 4, и наружные опалубочные щиты 2, поворачиваясь вокруг центральных вертикальных осей, устанавливаются параллельно стенкам форм-отсеков 4. Одновременно наружные опалубочные щиты 2 с помощью штанг 9 поворачивают внутренний щит 3 также параллельно стенкам форм 4. Формы-отсеки 4 располагаются между щитами, образуя таким образом пакет форм, т. е. происходит сплачивание форм-отсеков 4 в пакет. Далее из бункера (на чертежах не показан) с помощью мостового крана в формыотсеки укладывается бетонная смесь и производится ее уплотнение, например, глубинными вибраторами (на чертежах не показаны). После этого осуществляется тепловая обработка изделий до набора ими распалубочной прочности. Тепловая обработка осуществляется контактным способом с применением любого теплоносителя (пара, горячей воды, масла), по давае.мых в тепловые регистры 10. Одновременно с этим формы-отсеки 4, находящиеся вне пакета, проходят чистку, смазку и комплектацию. После набора изделий, находящихся в пакете распалубочной прочности, включают механизм горизонтальных перемещений и формы-отсеки 4 из пакета пере.мещают в зону комплектации, а подготовленные формы 4 из пакета - в зону формования, вновь образуя пакет. Далее с помощью мостового крана или другого подъемно-транспортного механизма осуществляют распалубку изделий. Одновременно в формы пакета укладывают бетонную смесь и проводят тепловую обработку. Затем процесс повторяется. При формовании изделий с различным по толщине поперечным сечением форму-отсек 4 вводят между щитами 2 и 3 на больщую или меньщую величину, регулируя тем самым зазор между стенками формы-отсека 4 и щитами 2 и 3. Кроме того, в случае необходимости, увеличивая количество секций механизма горизонтального перемещения и соответственно пар форм-отсеков, можно изготавливать одиовременно требуемое количество изделий. Предложенная кассетная установка позволит увеличить производительность при изготовлении плоских железобетонных изделий, уменьщить металлоемкость, сократить производственные площади. Формула изобретения 1.Кассетная установка, содержащая опорную раму с внутренним и наружными опалубочными щитами, размещенные между ними. выкатные формы-отсеки, механизм горизонтальных пере.мещений последних и регистры тепловой обработки, отличающаяся тем, что, с целью обеспечения возможности формования изделий с различным по толщине поперечным сечением и повыщения производительности, внутренний и наружные опалубочные щиты выполнены поворотными относительно вертикальных осей, каждая форма-отсек - в виде клина в плане, механизм горизонтальных перемещений - секционным и цепным, причем на каждой секции механизма горизонтальных перемещений закреплены попарно формы-отсеки верщинами клиньев навстречу друг другу, а внутренний и наружные опалубочные щиты соединены щарнирно друг с другом посредством жестких горизонтальных щтанг. 2.Установка по п. 1, отличающаяся тем, что наружные опалубочные щиты снабжены направляющими роликами, а формы-отсеки - копирами, контактирующими с роликами. Источники информации, принятые во внимание при экспертизе: 1. Патент ФРГ № 2204785, кл. В 28 в 7/24, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трехслойных стеновых панелей и устройство для его осуществления | 1989 |
|
SU1675115A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ СТЕНОВОЙ ПАНЕЛИ | 2001 |
|
RU2190524C1 |
| Установка для извлечения внутреннего потолочного щита опалубки объемного элемента | 1978 |
|
SU734368A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Кассетная установка | 1972 |
|
SU439395A1 |
| Кассетная установка | 1978 |
|
SU727448A1 |
| "Установка для формования объемных блоков типа "колпак" | 1989 |
|
SU1717365A1 |
| Кассетная установка | 1980 |
|
SU980988A1 |
| Кассетная линия для изготовления сборных железобетонных изделий | 1983 |
|
SU1197854A1 |
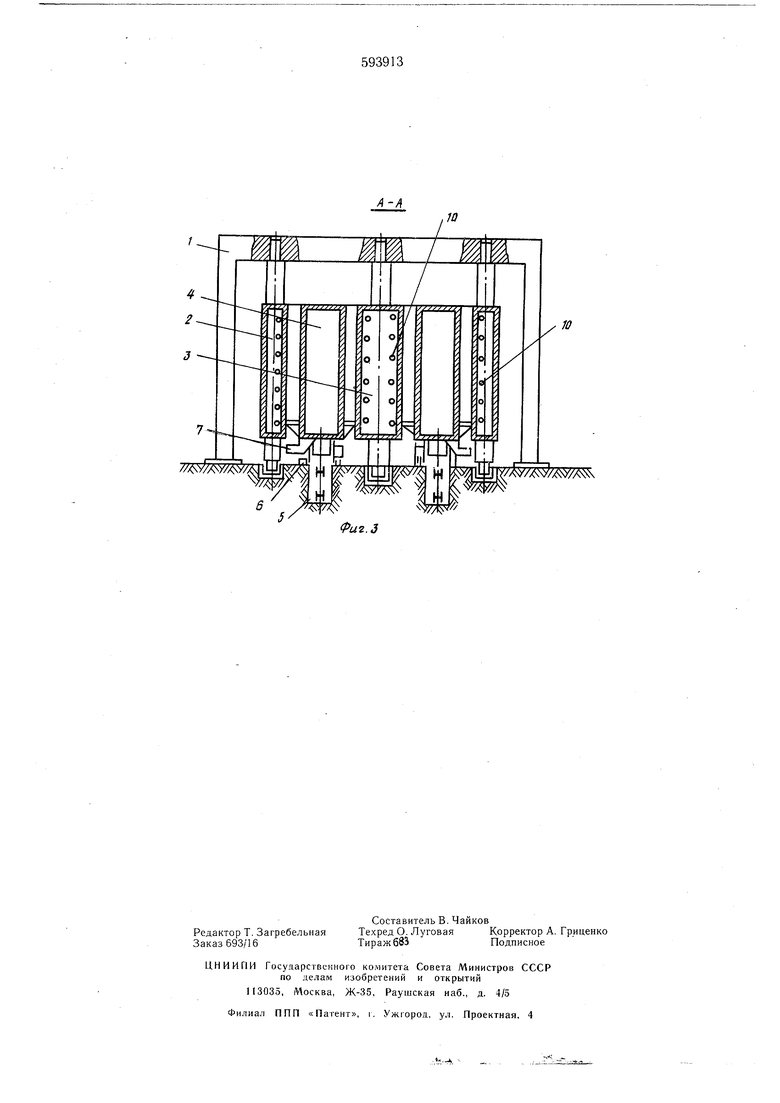
4 7.
Фиг.З
