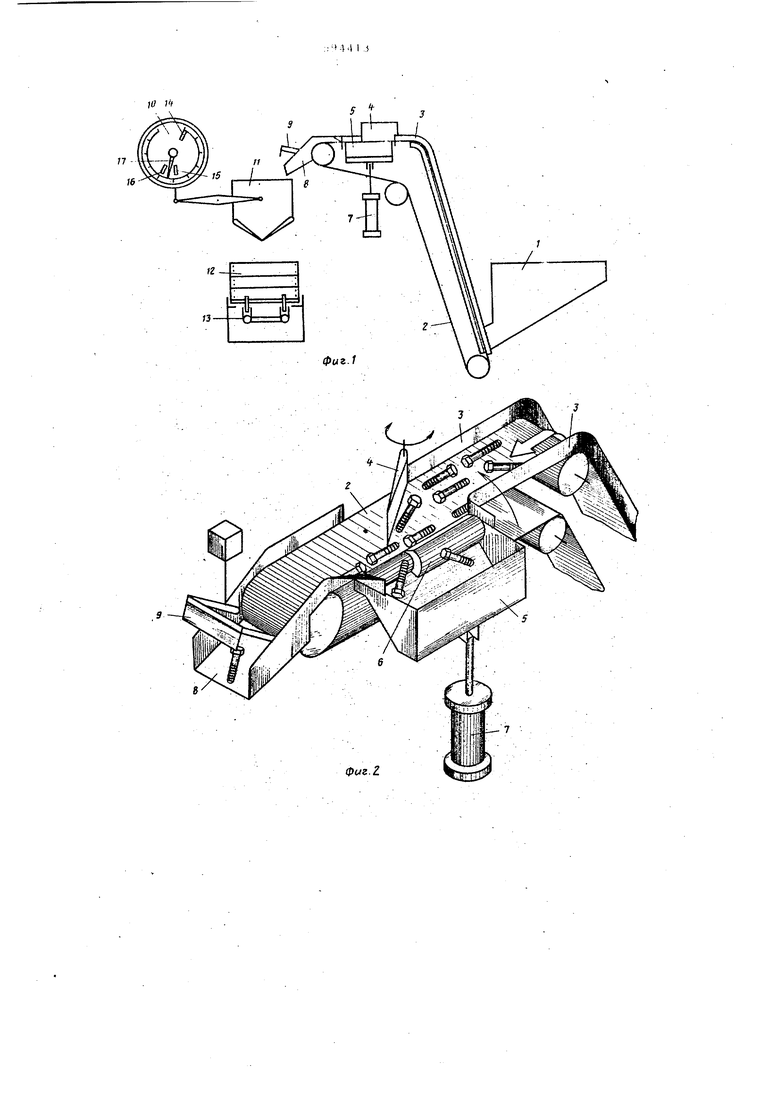
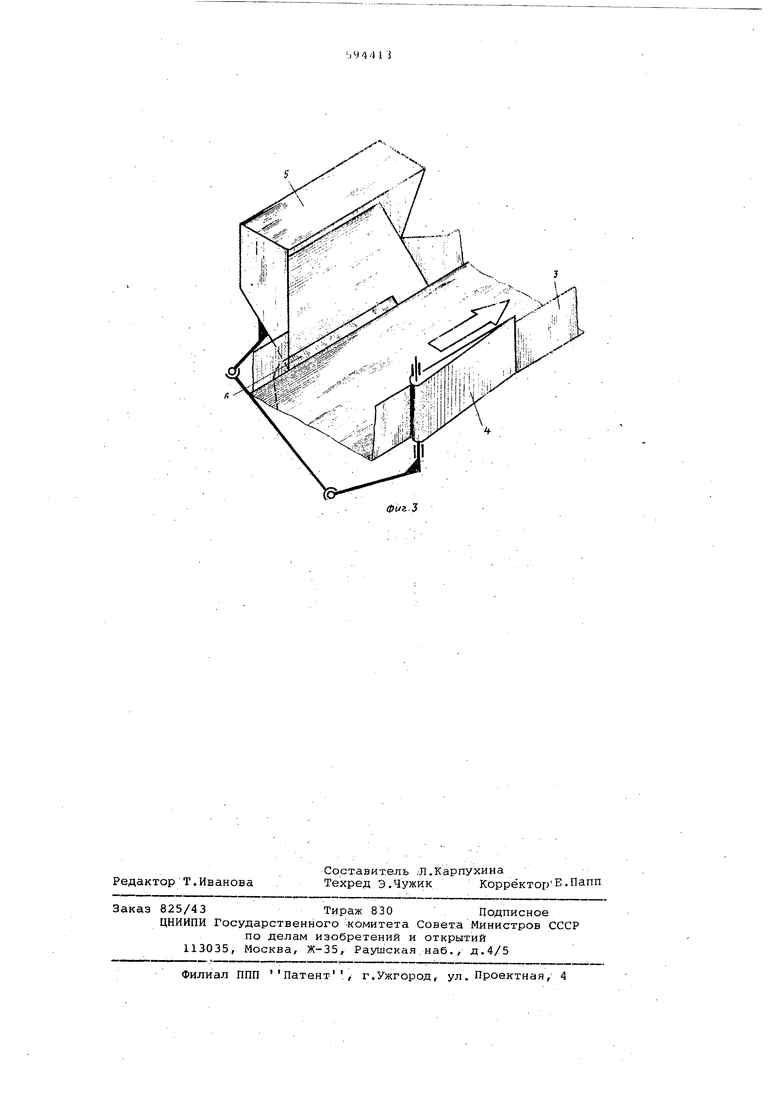
(54) yCTPOtlCTBO ДЛЯ ПОРЦИОННОГО ВЗВЕШИВАНИЯ новленной параллельно и под углом 150 к краю несущей ветви транспортера. Отражатель 4 и ковш 5 связаны между собой и с пневмоприводом 7 системой шарниров и тяг. На выходе транспортера 2 закреплен желоб 8 с шибером 9 управляемым автоматическими весами 10 которые имеют бункер 11 с расположенными под ним ящиком 12, устанавливаемым транспортером 13. На циферблате весов 10 размещены датчики 14, 15 16 служащие для управления циклом работы всего устройства. Срабатывают датчики от стрелки 17- весов. Устройство работает следующим образом. В исходном положении стрелка 17 находится у датчика 14, ящик 12 тран спортера 13 - под бункером 11, отра .жатель 4- в положении, при котором ;. он составляет продолжение одной из неподвижных стенок 3 транспортера 2, ковш 5 - в крайнем верхнем положении при котором его наклонное дниге сов-мещается со скосом .планки 6, шибер 9в крайнем верхнем положении. Включением привода (на чертеже не показан), ленточного транспортера 2 на чинается грубая подача крепежных деталей из бункера. 1 а бункер 11 вес,ов 10. По мере наполнения бункера. 11 стрелка 17 перемещается и при достижении 95% необходимой порции, совмещается с датчиком 15. При этом послед .НИИ дает команду на -.переключение с грубого ааполнения бункера 11 на тонкую досыпку (по одной детали) Происходит это посредством пневмопри вода 7, коюрый с помощью системы шарниров и тяг поворачивает отражатель4 так, что он становится поперек несущей ленты транспортера 2, а ковш опускается вниз. ПрИ этом подаваемые детали, наталкиваясь на отражатель 4 .по его стенке сползают к -неподвижной план-ке 6. Скошенная под углом. 150° поверхность планки 6 ориентирует их в уплотненную линию (.одна, за одной) а излишек деталей, попадает в ковш 5 либо через планку 6, либо за.ней, благодаря.тому, что.ширина планки не превышает диаметра дозируемых деталей .а расстояние о.т нее до края ковша 5 составляе.т не менее 2/3 длины подаваемых деталей. Так.им образом во время тонкого дозирования подготавли- вается следующая порция. Далее уплотненные в одну линию -детали подаются транспортером 2 в желоб. 8., а. из него - по одной в бункер.11. По достижении 100% заданной порции (стрелка 17 совмещается с датчиком 16) след- к)т к-ом-:ии ы, i.i- к.;/1Ч)рым шибер 9, опускаясь на лио .Kcjicioa 8, рекращает доступ деталей в бункер 1 I. Днище последнего открывается, и отвешенная порция деталей высыпается в ящик 12. Стрелка 17 весов 10 возвращается в исходное положение и подаются команды на возврат отражате-. ля 4 и ковша 5 в исходные положения. При этом собранные в ковше 5 детали следующей порции высыпаются на несущую ленту транспортера 2 и подаются в желоб 8. Шибер 9 также возвращается в исходное положение, и цикл повторяется. Датчик 14 дает команду на транспортер 13, который во время грубого наполнения бункера 11 удаляет наполненный ящик 12, ставя на его место порожний. Формула изобретения 1.Устройство для порционного взвешивания, содержащее расходный бунк-ер, еесы с датчиками, механизм загрузки, сна.бженный поворотным отражателем транспортер с толкателями и направляющими для тары, отличающ е е с я тем, что, с целью-повышения производительности и надежности до.зирования и снижения шума, механизм загрузки выполнен в виде ленточного транспортера, снабженного связанным с ним накопителем с приводом, установленным у края несущей ветви транспортера против поворотного отражателя.2.Устройство по п,1, о т л и - . ч а ю щ ё е с я тем, что накопитель связан с поворотным отражателем и приводом системой жестких тяг и шарниров . 3.Устройство .по. П.1, отлит ч а-ю ще ее я тем, что накопитель выполнен в виде опрокидываемого ков.ша, ось поворота которого параллельна краю нес.ущей ветви транспортера,, снабженного неподвижной формирующей планкой,- .установленной .параллельно и под углом 150°к краю несущей ветви транспортера, причем ее длина меньше длины -ковша на 2/3 длины дозируемых предметов, а ширина равна их диаметру. Источники информации, принятые во внимание при экспертизе: 1.Патент Франции № 1287630, ИЛ.В 65 1967. 2.Авторское свидетельство №385177, & 01 G 13/08, 1971. 3.Авторское свидетельство №5.18638, G 01 G 13/06, 1973.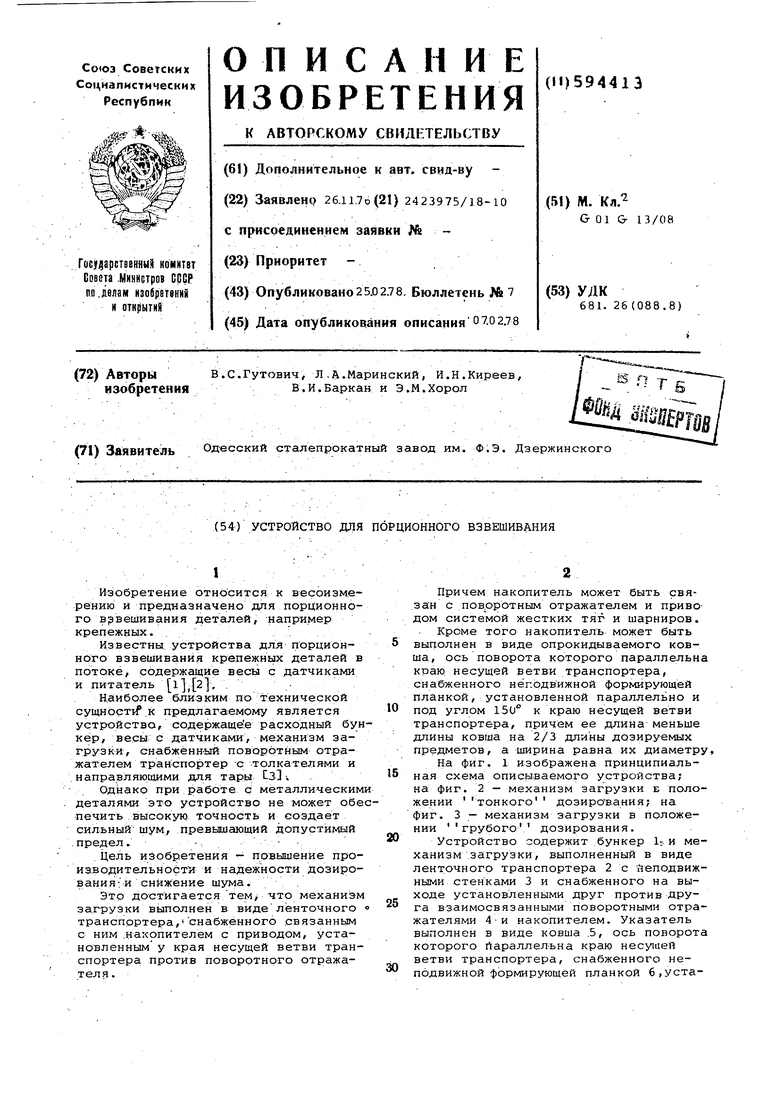
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для порционного взвешивания ферромагнитных предметов | 1981 |
|
SU972244A1 |
| Устройство для расфасовки сыпучих веществ | 1931 |
|
SU27211A1 |
| УСТРОЙСТВО ДЛЯ ВЕСОВОГО ДОЗИРОВАНИЯ СЫПУЧИХ И МЕЛКОШТУЧНЫХ ПРОДУКТОВ | 2001 |
|
RU2196713C1 |
| Устройство для порционного взвешивания | 1973 |
|
SU518638A2 |
| Устройство для автоматического весового дозирования штучных изделий | 1976 |
|
SU679812A1 |
| Устройство для автоматического весового дозирования штучных изделий | 1977 |
|
SU662818A1 |
| Устройство для автоматического дозирования штучных кондитерских изделий | 1977 |
|
SU690317A1 |
| Автоматизированный участок | 1980 |
|
SU917911A1 |
| Прибор для отмеривания порций цемента и тому подобных материалов | 1939 |
|
SU57773A1 |
| Устройство для отделения деталей от смеси сыпучих материалов | 1986 |
|
SU1431862A1 |