(54) УСТРОЙСТВО ДЛЯ ПОРЦИОННОГО ВЗВЕШИВАНИЯ ФЕРРОМАГНИТНЫХ ПРЕДМЕТОВ
1
Изобретение относится к весоизмерению и может быть использовано для порционного взвешивания ферромагнитных предметов, например, крепежных деталей.
Известно устройство для порционного взвешивания крепежных деталей в потоке, содержаш.ее расходный бункер, весы с датчиками, механизм загрузки, снабженный поворотным отражателем транспортер с толкателем и направляюшими для тары 1.
Недостаток устройства - низкая точность дозирования.
Наиболее близким по технической сушности к предлагаемому является устройство ДД1Я порционного взвешивания крепежных деталей, содержащее весы с датчиками, весовой и расходный бункеры, загрузочный транспортер с накопителем и транспортер для тары.
Недостаток известного устройства - низкая производительность и надежность при дозировании стержнеобразных крепежных деталей, например, гвоздей.
Цель изобретения - повышение надежности и производительности процесса дозирования.
Эта цель достигается тем, что накопитель выполнен в виде ленточного транспортера, установленного над загрузочным транспортером так, что между натяжным шкивом накопителя и загрузочным транспортером 5 образован регулируемый зазор, причем накопитель выполнен со смещением центра тяжести относительно поперечной оси крепления и с возможностью поворота вокруг этой оси, а его натяжной шкив снабжен по передо ферии магнитами; приводной шкив накопителя кинематически связан с приводным шкивом грузонесущего транспортера.
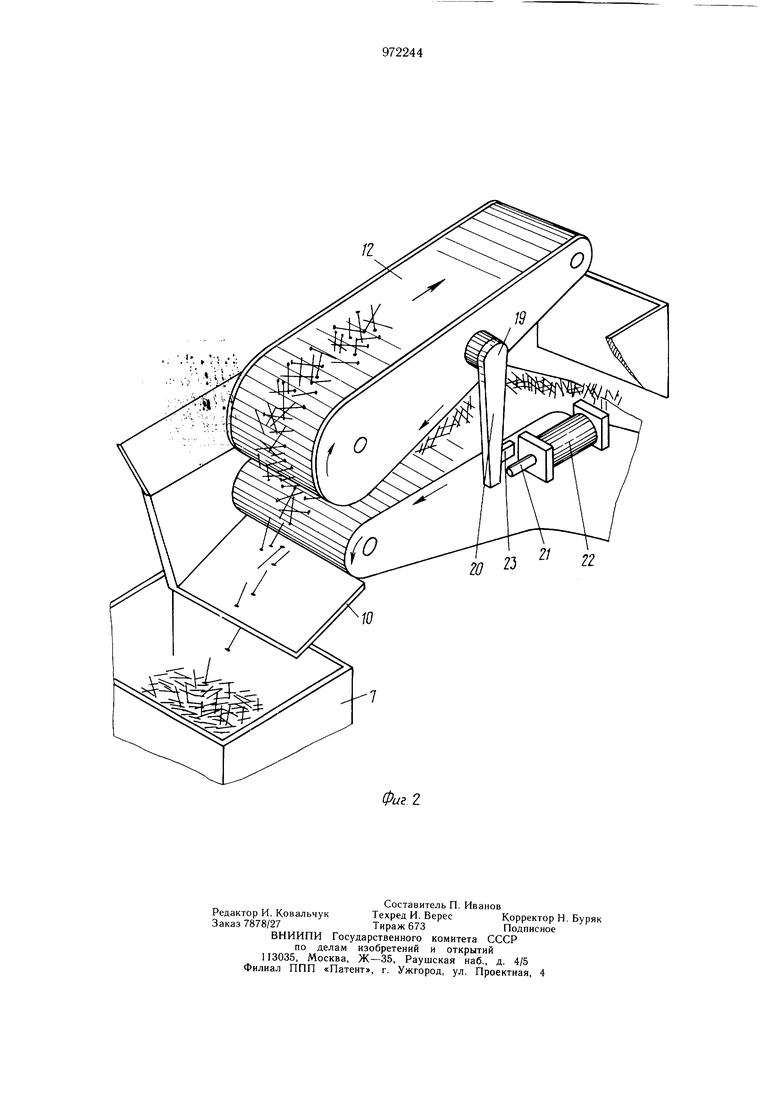
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - изометрическое изображение взаимного расположения накопителя и грузонесущего транспортера.
Устройство состоит из автоматических весов 1с датчиками 2-5, срабатывающими от стрелки 6 весов 1, весового бункера 7, расходного бункера 8, загрузочного транспортера 9, жолоба 10, с шибером 11, накопи20теля 12 и транспортера 13 для тары. Тара 14 устанавливается под весовым бункером 7. Натяжной шкив 15 накопителя 12 по периферии оснащен магнитами 16, а его приводной шкив 17 кинематически связан с приводным uiKHBOM 18 загрузочного транспортера 9. Накопитель 12 закреплен на поворотной оси 19 так, что его центр тяжести смещен относительно оси 19 в сторону натяжного шкиеа 15. Для подъема накопителя 12 служит закрепленный на оси 19 рычаг 20, получающий движение от толкателя 21 пневмопривода 22. Для установки зазора между натяжны.м шкивом 15 и загрузочным транспортером 9 служит упор 23. Устройство работает следующим образом В исходном положении стрелка 6 весов 1. находится в нулевом положении у датчика 2. Накопитель 12 поднят с помощью рычага 20, толкателя 21 и пневмопривода 22 в верхнее положение. Тара 14 установлена транспортером 13 под весовым бункеро.м 7, а шибер II закрыт. По команде на начало дозирования включаются загрузочный транспортер 9, накопитель 12 и открывается шибер II. При этом начинается «грубая подача крепежных деталей из расходного бункера 8 в весовой бункер 7, а стрелка 6 перемещается к датчику 3. При прохождении стрелкой 6 датчика 3 выдается команда на замедление движения ленты транспортера 9. При весе деталей в бункере 7 равном 96-97°/о заданной порции стрелка 6 совмещается с датчиком 4, дающим команду на точное дозирование. Толкатель 21 пневмопривода 22 уходит вправо, а накопитель 12 под действием своего веса опускается до тех пор, пока рычаг 19 не встретит упор 23. При этом между натяжным шкивом 15 и транспортером 9 образуется зазор равный 5-8 диаметрам дозируемых деталей. Благодаря наличию магнитного поля, создаваемого .магнитами 16, при.мерно 2/3 слоя деталей, подаваемых транспортером 9, начинают переноситься на накопитель 12. Оставшаяся на транспортере 9 1/3 часть слоя деталей обеспечит точное дозирование с заданной интенсивностью. При достижении заданного значения порции стрелка 6 совмещается с датчиком 5. Последний подает команду на остановку транспортера 9 и накопителя 12, а также на опускание шибера 11 на дно жолоба 10, т.е. на прекращение подачн деталей в бункер 7. Днище бункера 7 открывается, отвешенная порция поступает в тару 14, которая транспортером 13 перемещается из зоны под весовым бункером 7. Стрелка б весов 1 возвращается в исходное положение и совмещается с датчиком 2, который дает команду на возобновление цикла. Использование устройства для порционного взвещивания ферромагнитных предметов позволит повысить на 15-18% производительность дозирования крепежных деталей и увеличить эксплуатационную надежность весодозировочного оборудования. Формула изобретения 1. Устройство для порционного взвешивания ферромагнитных предметов, содержащее весы с датчиками, весовой и расходный бункеры, загрузочный транспортер с накопителем и транспортер для тары, отличающееся тем, что, с целью повышения надежности и производительности процесса дозирования, накопитель выполнен в виде ленточного транспортера, установленного над загрузочным транспортером так, что между натяжным шкивом накопителя и загрузочным транспортером образован регулируемый зазор, причем накопитель выполнен со смещением центра тяжести относительно поперечной оси крепления и с возможностью поворота вокруг этой оси, а его натяжной шкив снабжен по периферии магнитами. 2. Устройство по п. 1, отличающееся тем, что приводной шкив накопителя кинематически связан с приводным шкивом грузонесущего транспортера. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 518638, кл. G 01 G 13/18, 1976. 2.Авторское свидетельство СССР №594413, кл. G 01 G 13/08, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования ферромагнитных изделий | 1985 |
|
SU1283540A1 |
| Устройство для порционного взвешивания | 1976 |
|
SU594413A1 |
| Устройство для автоматического взве-шиВАНия и пОРциОННОгО дОзиРОВАНия | 1979 |
|
SU807068A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| Автоматизированная линия приготовления многокомпонентных порошковых смесей | 1987 |
|
SU1503997A1 |
| ПОРЦИОННЫЙ ДОЗАТОР ПОРОШКОВЫХ МАТЕРИАЛОВ | 1969 |
|
SU241039A1 |
| СПОСОБ ПОРЦИОННОГО ВЗВЕШИВАНИЯ СЫПУЧИХ ПРОДУКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2369846C1 |
| Устройство для упаковки в тару штучных изделий из ферромагнетиков | 1982 |
|
SU1050974A1 |
| КОНВЕЙЕРНАЯ СИСТЕМА УНИВЕРСАЛЬНАЯ БЛОЧНО-ИНТЕГРАЛЬНО-СЕКЦИОННАЯ ЗООПЕРЕРАБАТЫВАЮЩАЯ | 2002 |
|
RU2239982C2 |
| СПОСОБ ТОЧНОГО ВЕСОВОГО ДОЗИРОВАНИЯ ЗАДАННОГО СЫПУЧЕГО МАТЕРИАЛА И АВТОМАТИЧЕСКОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1992 |
|
RU2089861C1 |