ОПИСАНИЕ
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу для производства закаленной прессованной детали, к способу для производства стального материала для горячего прессования, а также к стальному материалу для горячего прессования.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] Существует потребность в более прочных и более легких компонентах кузова, используемых для формирования кузова автомобиля. Известные способы увеличения прочности компонентов кузова включают в себя горячую штамповку, при которой материалы для этого нагреваются, например, до 950°C, а затем закаляются путем охлаждения одновременно с прессованием (также называемую горячим прессованием и закалкой в прессе).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0003] Однако в таких компонентах кузова, хотя достигается высокая прочность, есть тенденция уменьшения ударной вязкости по мере увеличения прочности, так что в некоторых случаях становится невозможным поддерживать требуемую прочность.
[0004] Задачей настоящего изобретения является предложить способ для производства закаленной прессованной детали, способ для производства стального материала для горячего прессования, а также стальной материал для горячего прессования, каждый из которых позволяет повысить ударную вязкость, гарантируя при этом прочность закаленной прессованной детали.
РЕШЕНИЕ ПРОБЛЕМЫ
[0005] Способ для производства закаленной прессованной детали, которая решает вышеупомянутую проблему, включает в себя первый процесс термической обработки, содержащий нагревание заготовочного стального материала до температуры выше точки превращения Ac3 для того, чтобы осуществить аустенитное превращение, а затем охлаждение для того, чтобы вызвать мартенситное превращение или бейнитное превращение, и второй процесс термической обработки, содержащий нагревание стального материала, который подвергся первому процессу термической обработки, до температуры выше точки превращения Ac3 для того, чтобы осуществить аустенитное превращение, а затем охлаждение для того, чтобы вызвать мартенситное превращение. После того, как стальной материал был нагрет до температуры выше точки превращения Ac3 по меньшей мере в одном процессе из первого процесса термической обработки или второго процесса термической обработки, прессование в пресс- форме завершается при температуре выше, чем точка превращения Ar3.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0006] Настоящее изобретение предлагает закаленную прессованную деталь, имеющую высокую ударную вязкость и гарантирующую прочность.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0007] Фиг. 1 представляет собой диаграмму, иллюстрирующую способ производства закаленной прессованной детали в соответствии с одним примерным вариантом осуществления.
Фиг. 2 представляет собой диаграмму, иллюстрирующую бампер в соответствии с Примером 1.
Фиг. 3 представляет собой диаграмму, иллюстрирующую термическую предысторию бампера в соответствии с Примером 1.
Фиг. 4 представляет собой пояснительную диаграмму, иллюстрирующую тестирование деформации бампера в соответствии с Примером 1.
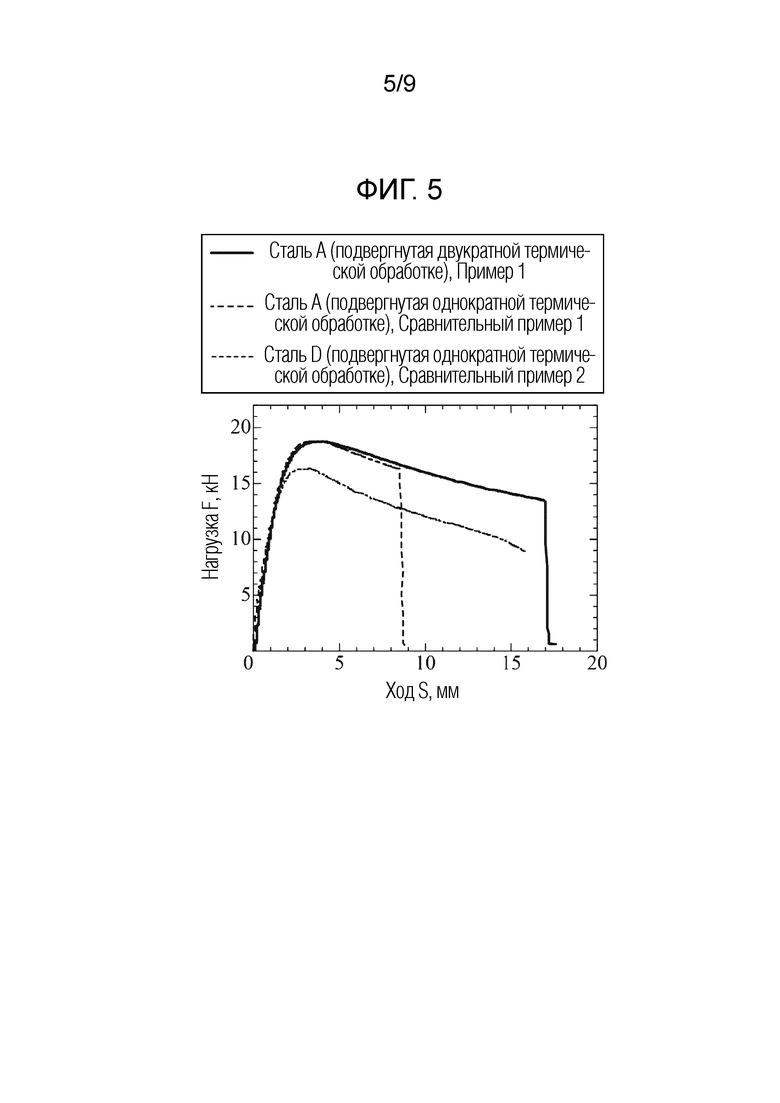
Фиг. 5 представляет собой диаграмму, иллюстрирующую результаты испытаний для Примера 1.
Фиг. 6 представляет собой диаграмму, иллюстрирующую M-образный бампер в соответствии с Примером 2.
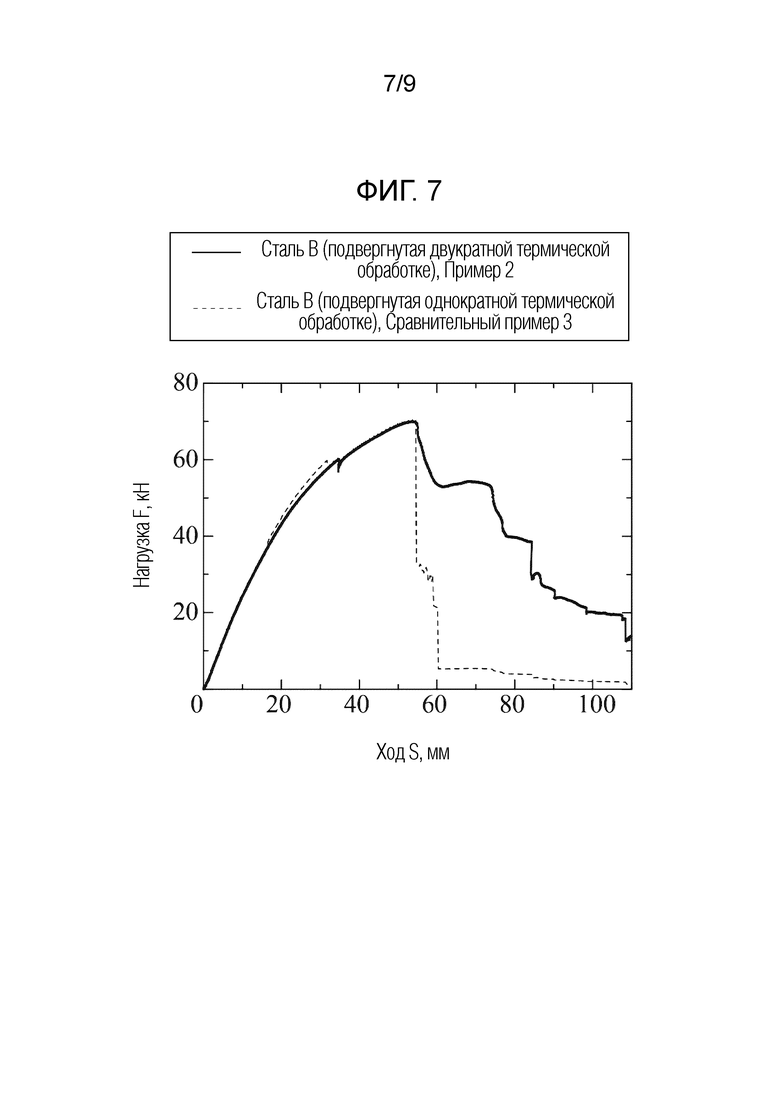
Фиг. 7 представляет собой диаграмму, иллюстрирующую результаты испытаний для Примера 2.
Фиг. 8 представляет собой диаграмму, иллюстрирующую центральную стойку в соответствии с Примером 3.
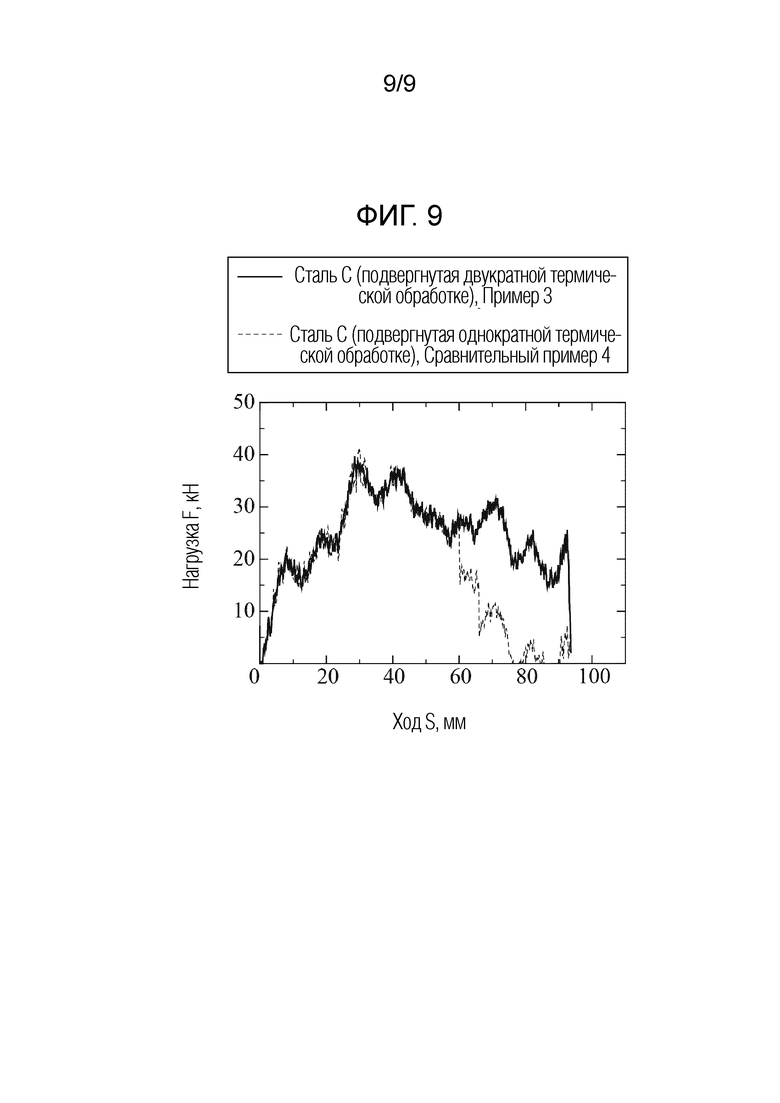
Фиг. 9 представляет собой диаграмму, иллюстрирующую результаты испытаний для Примера 3.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0008] Далее дается объяснение примерного варианта осуществления со ссылками на Фиг. 1-9.
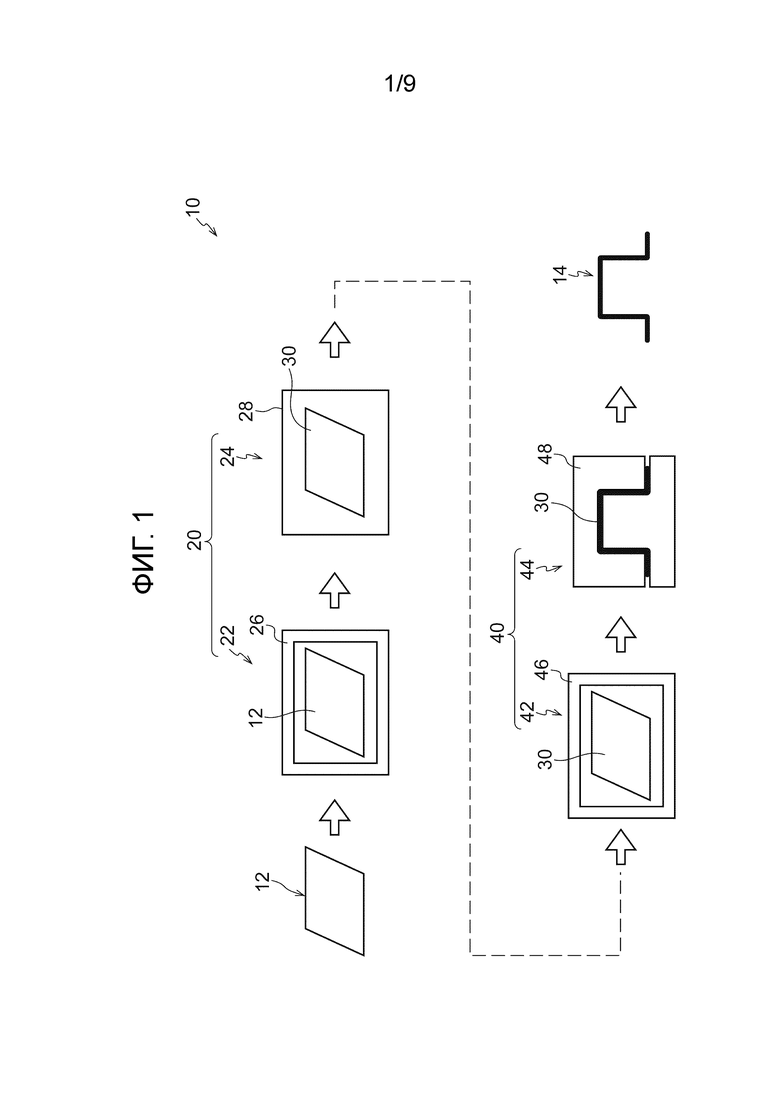
Фиг. 1 представляет собой пояснительную диаграмму, иллюстрирующую способ производства закаленной прессованной детали 10 в соответствии с настоящим примерным вариантом осуществления. На этой диаграмме проиллюстрирован процесс производства, в котором закаленная прессованная деталь 14, имеющая профиль поперечного сечения в форме шляпы, прессуется в пресс-форме из заготовки 12 листовой стали, которая представляет собой плоскую заготовку из листовой стали.
[0009] Заготовка 12 листовой стали формируется с помощью заготовочного процесса, в котором полоса катаной стали режется на предопределенный размер. Заготовка 12 листовой стали имеет форму плоского листа.
[0010] Заготовка 12 листовой стали имеет объемную долю твердой фазы не более 90%. Примеры твердой фазы включают в себя структуры мартенсита и структуры бейнита. В частности, заготовка 12 листовой состоит главным образом из твердой фазы, образованной по меньшей мере одной структурой из структуры мартенсита или структуры бейнита. Более конкретно, структура мартенсита, образующая твердую фазу, имеет объемную долю в заготовке 12 листовой стали от 50% до 90%. Поскольку заготовка 12 листовой стали также включает в себя фазы, отличающиеся от этой твердой фазы, заготовка 12 листовой стали легко вырубается из полосы катаной стали, и кроме того износ режущей части вырубного штампа может быть подавлен.
[0011] Для того, чтобы облегчить резание стальной полосы, предпочтительно, чтобы структура мартенсита имела объемную долю в заготовке 12 листовой стали не более 90%. Более предпочтительно, чтобы структура мартенсита имела объемную долю в заготовке 12 листовой стали не более 80% или не более 70%.
[0012] Стальной материал, используемый в качестве заготовки 12 листовой стали, предпочтительно имеет химический состав, содержащий в мас. % C: от 0,3% до 0,8%, Si: от 0,001% до 2,0%, Mn: от 0,5% до 3,0%, P: не больше чем 0,05%, S: не больше чем 0,01%, растворимый Al: от 0,001% до 1,0%, N: не больше чем 0,01% и B: не больше чем 0,01%, с остатком из Fe и примесей. Химический состав может также включать в себя один, два или более элементов, выбираемых из группы, состоящей из Ti, Nb, V, Cr, Mo, Cu, и Ni, вместо некоторой части Fe.
[0013] Стальной материал, используемый в качестве заготовки 12 листовой стали, предпочтительно, содержит углерод в количестве от 0,3 мас. % до 0,8 мас. %, и содержание углерода в заготовке 12 настоящего примерного варианта осуществления составляет от 0,3 мас. % до 0,8 мас. %.
[0014] Закалка может давать лишь небольшой эффект, если содержание углерода C является слишком низким, что приводит к низкой прочности продукта. Соответственно, в настоящем примерном варианте осуществления содержание углерода в заготовке 12 листовой стали составляет по меньшей мере 0,3 мас. %.
[0015] С другой стороны, твердость может стать слишком большой, если содержание углерода C является слишком высоким, что приводит к ухудшению ударной вязкости продукта. Соответственно, в настоящем примерном варианте осуществления содержание углерода в заготовке 12 листовой стали составляет не более 0,8 мас. %. Содержание углерода в заготовке 12 листовой стали таким образом устанавливается равным от 0,3 мас. % до 0,8 мас. %.
[0016] Для того, чтобы гарантировать прочность 1800 МПа или больше, содержание C предпочтительно составляет по меньшей мере 0,25 мас. %. Для того, чтобы надежно получать более высокую прочность, содержание C предпочтительно составляет больше чем 0,30 мас. %. С учетом ударной вязкости после закалки содержание C более предпочтительно составляет не больше чем 0,60 мас. %, и еще более предпочтительно не больше чем 0,50 мас. %.
[0017] Содержанием Si предпочтительно управляют так, чтобы оно находилось в диапазоне от 0,001 мас. % до 2,0 мас. %. Si является элементом, который имеет эффект подавления образования карбидов в процессе охлаждения, когда фаза аустенита преобразуется в фазу низкотемпературного превращения, и таким образом либо не оказывает негативного влияния на пластичность, либо улучшает пластичность, увеличивая тем самым прочность после закалки. Такой эффект трудно получить, если содержание Si составляет менее 0,001 мас. %. Соответственно, содержание Si предпочтительно составляет по меньшей мере 0,001 мас. %.
[0018] Следует отметить, что пластичность дополнительно улучшается, если содержание Si составляет по меньшей мере 0,05 мас. %. Соответственно, содержание Si более предпочтительно составляет по меньшей мере 0,05 мас. %. С другой стороны, если содержание Si превышает 2,0 мас. %, описанный выше эффект насыщается, что является экономически невыгодным, а также становится явным ухудшение текстуры поверхности. Содержание Si таким образом предпочтительно составляет не больше чем 2,0 мас. %. Более предпочтительно содержание Si составляет не больше чем 1,5 мас. %.
[0019] Содержанием Mn предпочтительно управляют так, чтобы оно находилось в диапазоне от 0,5 мас. % до 3,0 мас. %. Mn является элементом, который весьма эффективен для улучшения закаливаемости стали и обеспечении стабильности прочности после закалки. Однако, этот эффект не может адекватно использоваться в условиях быстрого охлаждения настоящего примерного варианта осуществления при содержании Mn меньше чем 0,5 мас. %, делая очень трудным обеспечение прочности при растяжении 1200 МПа или больше после закалки. Соответственно, содержание Mn предпочтительно составляет по меньшей мере 0,5 мас. %. Следует отметить, что содержание Mn по меньшей мере 1,0 мас. % позволяет гарантировать прочность при растяжении 1350 МПа или больше после закалки. Содержание Mn таким образом более предпочтительно составляет по меньшей мере 1,0 мас. %. Однако если содержание Mn превышает 3,0 мас. %, образуется неравномерная полосчатая структура, приводящая к заметному ухудшению ударных характеристик. Содержание Mn таким образом предпочтительно составляет не больше чем 3,0 мас. %. С точки зрения стоимости сплава и т.п. содержание Mn более предпочтительно составляет не больше чем 2,5 мас. %.
[0020] Содержанием P предпочтительно управляют так, чтобы оно было не больше чем 0,05 мас. %. P является неизбежной примесью, обычно содержащейся в стали, но может быть включен преднамеренно, поскольку он оказывает эффект упрочнения твердого раствора. Однако он дает значительное ухудшение свариваемости сопротивлением между элементом настоящего примерного варианта осуществления и другими элементами при содержании P свыше 0,05 мас. %. Кроме того, увеличивается риск хрупкого разрушения при попытках увеличения прочности до 2500 МПа или больше. Соответственно, содержание P предпочтительно составляет не больше чем 0,05 мас. %. Содержание P более предпочтительно составляет не больше чем 0,02 мас. %. Для того, чтобы более надежно получить вышеупомянутый эффект, содержание P предпочтительно составляет по меньшей мере 0,003 мас. %.
[0021] Содержанием S предпочтительно управляют так, чтобы оно было не больше чем 0,01 мас. %. Сера является неизбежной примесью, содержащейся в стали, и выделяется при связывании с Mn и Ti в форме их сульфидов. Однако чем ниже содержание серы, тем лучше, поскольку если происходит чрезмерное увеличение количества включений, тогда границы между включениями и главной фазой могут служить стартовыми точками для разрушения. Такое неблагоприятное воздействие является значительным при содержании серы более 0,01 мас. %. Соответственно, содержание S предпочтительно составляет не больше чем 0,01 мас. %. Содержание S более предпочтительно составляет не больше чем 0,003 мас. %, и еще более предпочтительно не больше чем 0,0015 мас. %.
[0022] Содержанием растворимого Al предпочтительно управляют так, чтобы оно находилось в диапазоне от 0,001 мас. % до 1,0 мас. %. Al является элементом, который имеет эффект уплотнения стального материала за счет удаления кислорода из стали, и является также элементом, который имеет эффект улучшения выхода формирующих карбонитриды элементов, таких как Ti. Вышеупомянутый эффект трудно получить, если содержание растворимого алюминия составляет менее 0,001 мас. %. Содержание растворимого Al таким образом предпочтительно составляет по меньшей мере 0,001 мас. %. Содержание растворимого Al более предпочтительно составляет по меньшей мере 0,015 мас. %. Заметное ухудшение свариваемости происходит, если содержание растворимого Al превышает 1,0 мас. %, а также происходит увеличение оксидных включений, что приводит к заметному ухудшению поверхностных свойств. Содержание растворимого Al таким образом предпочтительно составляет не больше чем 1,0 мас. %. Содержание растворимого Al более предпочтительно составляет не больше чем 0,080 мас. %.
[0023] Содержанием N предпочтительно управляют так, чтобы оно было не больше чем 0,01 мас. %. N является неизбежной примесью, содержащейся в стали, и с точки зрения свариваемости предпочтительно, чтобы его содержание было настолько низким, насколько это возможно. Содержание N сверх 0,01 мас. % приводит к заметному уменьшению свариваемости. Содержание N таким образом предпочтительно составляет не больше чем 0,01 мас. %. Содержание N более предпочтительно составляет не больше чем 0,006 мас. %.
[0024] Содержанием B предпочтительно управляют так, чтобы оно было не больше чем 0,01 мас. %. B является элементом, который имеет эффект повышения низкотемпературной ударной вязкости. Следовательно, B может содержаться. Однако горячая обрабатываемость ухудшается, и горячая прокатка становится затруднительной, если содержание B составляет более 0,01 мас. %. Содержание В таким образом предпочтительно составляет не больше чем 0,01 мас. %. Следует отметить, что для того, чтобы более надежно получить вышеупомянутые эффекты, содержание B более предпочтительно должно составлять по меньшей мере 0,0003 мас. %.
[0025] Другие добавочные элементы
Ti, Nb, V, Cr, Mo, Cu и Ni также могут быть добавлены в случае необходимости для улучшения закаливаемости стали и обеспечения прочности после закалки.
[0026] Первый процесс термической обработки
Первый процесс 20 термической обработки выполняется для того, чтобы сформовать закаленную прессованную деталь 14 из заготовки 12 листовой стали. Первый процесс 20 термической обработки включает в себя процесс 22 нагревания заготовки 12 листовой стали и процесс 24 охлаждения нагретой заготовки 12 листовой стали.
[0027] В процессе 22 нагревания заготовка 12 листовой стали нагревается до температуры выше, чем точка превращения Ac3, в нагревательной печи 26 для выполнения аустенитного превращения. Примеры нагревательной печи 26 включают в себя высокочастотную индукционную печь, резистивную электропечь, газовую печь или печь с инфракрасным излучением.
[0028] При нагревании заготовки 12 листовой стали в процессе 22 нагревания температура нагрева термической обработки предпочтительно находится в диапазоне от точки превращения Ac3 заготовки 12 листовой стали+50°C до точки превращения Ac3+150°C. В настоящем примерном варианте осуществления температура нагрева термической обработки устанавливается постоянной в диапазоне от точки превращения Ac3+50°C до точки превращения Ac3+150°C.
[0029] Следует отметить, что температура точки аустенитного превращения (Ac3) изменяется в соответствии с состоянием растворения карбидов, а именно с химическим составом после растворения. Другими словами, температура аустенитного превращения изменяется в соответствии с количеством растворенных карбидов.
[0030] Нерастворенные карбиды остаются, когда материалы, имеющие высокое содержание карбидов (материалы с высоким содержанием C), нагреваются в течение короткого промежутка времени, что требует установки высокой температуры нагрева при термической обработке. Соответственно, в заготовке 12 листовой стали настоящего примерного варианта осуществления, в которой содержание углерода установлено в диапазоне от 0,3 мас. % до 0,8 мас. %, температура нагрева при термической обработке предпочтительно устанавливается не ниже, чем точка превращения Ac3+50°C.
[0031] Однако если температура нагрева при термической обработке является слишком высокой, размер аустенитного зерна увеличивается. Мартенситная структура, образующаяся из аустенита с большим размером зерна, имеет более низкую ударную вязкость. Температура нагрева при термической обработке поэтому предпочтительно не превышает температуру точки превращения Ac3+150°C.
[0032] Если время нахождения в печи заготовки 12 листовой стали во время нагревания на данной стадии является слишком большим, тогда кристаллические зерна могут стать крупными, что будет влиять на ударную вязкость. Поэтому время нагрева заготовки 12 листовой стали при высокой температуре от того момента, когда заготовка 12 листовой стали достигает целевой температуры нагрева при термической обработке, предпочтительно устанавливается равным 20 мин или меньше, и более предпочтительно 400 с или меньше.
[0033] В процессе 22 нагревания настоящего примерного варианта осуществления время нахождения в печи заготовки 12 листовой стали от того момента, когда она достигает целевой температуры нагрева при термической обработке, до того момента, когда она удаляется из нагревательной печи (то есть продолжительность выдержки от достижения целевой температуры нагрева при термической обработке) составляет 400 с или меньше.
[0034] В процессе 24 охлаждения заготовка 12 листовой стали, которая была нагрета для получения аустенитной структуры в процессе 22 нагревания, охлаждается охлаждающим устройством 28 так, чтобы вызвать бейнитное превращение или мартенситное превращение. А именно, скорость охлаждения охлаждающим устройством 28 заготовки 12 листовой стали равна критической скорости охлаждения для мартенситного превращения или бейнитного превращения или больше. Скорость охлаждения здесь определена в соответствии с составом заготовки 12 листовой стали. Примеры охлаждающего устройства 28 включают в себя устройство охлаждения холодным воздухом, устройство ускоренного охлаждения с использованием воды или устройство охлаждения газом.
[0035] Стальной материал 30 для горячего прессования, подходящий для горячего прессования в последующем процессе, может быть сформирован с помощью первого процесса 20 термической обработки. В таких случаях стальной материал 30 для горячего прессования, имеющий содержание углерода от 0,3 мас. % до 0,8, мас. %, получается путем выполнения описанных выше процессов 22, 24 на описанной выше заготовке 12 листовой стали.
[0036] Кроме того, подвергание описанной выше заготовки 12 листовой стали описанным выше процессам 22, 24 позволяет получить стальной материал 30 для горячего прессования, в котором сумма объемных долей мартенситной структуры и бейнитной структуры составляет по существу 100%. Однако было подтверждено, что если сумма объемных долей мартенситной структуры и бейнитной структуры составляет по меньшей мере 80%, тогда существует небольшое количество остаточного нерастворенного карбида при последующих процессах нагревания, в результате чего получается стальной материал 30 для горячего прессования с превосходной ударной вязкостью по сравнению с обычными продуктами. Стальной материал 30 для горячего прессования соответственно имеет сумму объемных долей мартенситной структуры и бейнитной структуры по меньшей мере 80%, а остаток составляют феррит, перлитная структура, образуемая ферритом и цементитом, и т.п.
[0037] Второй процесс термической обработки
Стальной материал 30 для горячего прессования, служащий в качестве примера плоской заготовки, подвергается затем второму процессу 40 термической обработки. Второй процесс 40 термической обработки включает в себя процесс 42 нагревания стального материала 30 для горячего прессования, сформированного в первом процессе 20 термической обработки, и процесс 44 формования-закалки для формования нагретого стального материала 30 для горячего прессования и охлаждения нагретого стального материала 30 для горячего прессования одновременно с завершением формования.
[0038] В процессе 42 нагревания второго процесса 40 термической обработки стальной материал 30 для горячего прессования, сформированный в первом процессе 20 термической обработки, нагревается при температуре выше чем его точка превращения Ac3 в нагревательной печи 46 для того, чтобы выполнить аустенитное превращение. Примеры нагревательной печи 46 включают в себя те же самые типы нагревательных печей, что и для описанной выше нагревательной печи 26. Температура нагрева при термической обработке для нагревания стального материала 30 для горячего прессования в процессе 42 нагревания второго процесса 40 термической обработки предпочтительно является более высокой, чем точка превращения Ac3, но не выше, чем точка превращения Ac3+80°C. Соответственно, в настоящем примерном варианте осуществления температура нагрева при термической обработке устанавливается постоянной и более высокой, чем точка превращения Ac3, но не выше, чем точка превращения Ac3+80°C.
[0039] Благодаря тому, что стальной материал 30 для горячего прессования, сформированный в первом процессе 20 термической обработки, содержит тонко диспергированный углерод C, карбиды могут легко быть растворены во втором процессе 40 термической обработки без повышения температуры намного выше точки превращения Ac3. Соответственно, аустенитное превращение происходит легко. Кроме того, для того, чтобы получить конечный продукт с превосходной ударной вязкостью, размером аустенитного зерна управляют (поддерживают) так, чтобы он был малым. Соответственно, температура нагрева при термической обработке во втором процессе 40 термической обработки устанавливается более высокой, чем точка превращения Ac3, но не выше, чем точка превращения Ac3+80°C. Температурная область термической обработки во втором процессе 40 термической обработки является более низкой, чем температура нагрева при термической обработке в первом процессе 20 термической обработки.
[0040] Если время нахождения в печи стального материала 30 для горячего прессования является слишком длинным, тогда кристаллические зерна могут становиться более крупными, что будет влиять на ударную вязкость конечного продукта. Соответственно время нагревания стального материала 30 для горячего прессования предпочтительно устанавливается равным 20 мин или меньше от того момента, когда стальной материал 30 для горячего прессования достигает целевой температуры нагрева при термической обработке, и более предпочтительно 400 с или меньше.
[0041] В настоящем примерном варианте осуществления время нахождения в печи в процессе 42 нагревания от того момента, когда стальной материал 30 для горячего прессования достигает целевой температуры нагрева при термической обработке, до того момента, когда он удаляется из нагревательной печи (продолжительность выдержки от достижения целевой температуры нагрева при термической обработке) устанавливается равным 400 с или меньше.
[0042] В процессе 44 формования-закалки второго процесса 40 термической обработки стальной материал 30 для горячего прессования, который был нагрет до температуры выше, чем точка превращения Ac3, в процессе 42 нагревания, прессуется и прессуется пресс-формой 48 в то время, как он находится при температуре выше, чем точка превращения Ar3. Стальной материал 30 для горячего прессования тем самым формуется в профиль с поперечным сечением в форме шляпы.
[0043] Одновременно завершением прессования в пресс-форме тепло стального материала 30 для горячего прессования забирается пресс-формой 48 для того, чтобы охладить стальной материал 30 для горячего прессования, вызывая в нем тем самым мартенситное превращение в стальном материале 30 для горячего прессования и формируя закаленную прессованную деталь 14. Более конкретно, пресс-форма 48 закрывается, и температура по меньшей мере точки превращения Ar3 поддерживается до того момента, когда будет сформирован предопределенный профиль. Немедленно после этого выполняется быстрое охлаждение с использованием прессо-формы 48 для удаления тепла, чтобы сформировать закаленную прессованную деталь 14.
[0044] Следует отметить, что граничные температуры, при которых происходят изменения из или в однофазный аустенит, упоминаются как точки превращения A3. Строго говоря, температура, при которой происходит изменение в однофазный аустенит по мере повышения температуры, является точкой Ac3. Температура, при которой однофазный аустенит прекращает существование по мере того, как стальной материал, содержащий однофазный аустенит, охлаждается, является точкой Ar3. Температура выше точки превращения Ar3 соответственно используется при формовке прессованием с помощью пресс-формы 48.
[0045] Закаленная прессованная деталь 14, полученная с помощью второго процесса 40 термической обработки, состоит главным образом из мартенситной структуры и имеет объемную долю мартенситной структуры по меньшей мере 50%. Для того, чтобы достичь более высокой прочности закаленной прессованной детали 14, объемная доля мартенситной структуры составляет по меньшей мере 70%, предпочтительно по меньшей мере 80%, и более предпочтительно по меньшей мере 90%.
[0046] Примеры закаленной прессованной детали 14 включают в себя структурный элемент для автомобиля, такой как упрочнение бампера, центральная стойка, передняя стойка, продольный брус крыши, боковая продольная балка или рама, предназначенные для подавления деформации, таким образом, чтобы лишь незначительная деформация происходила при столкновении. Закаленная прессованная деталь 14 позволяет повысить прочность (характеристику выдерживания столкновения) при автомобильном столкновении, поскольку при столкновении не происходит хрупкого разрушения. Это позволяет получить прочный и одновременно легкий кузов за счет уменьшения толщины стенок.
[0047] Способ, используемый для измерения объемных долей соответствующих структур, является следующим.
Образец, имеющий поверхность поперечного сечения вдоль направления прокатки и направления толщины (упоминаемый в дальнейшем как «поперечное сечение L»), берется из измеряемого продукта.
Затем, поперечное сечение L образца полируется и травится ниталем для того, чтобы протравить и проявить границы зерна в поперечном сечении L.
Затем некоторая область (200 мкм × 200 мкм) поперечного сечения L образца в положении 1/4 толщины T от поверхности образца наблюдается при увеличении 500× с использованием сканирующего электронного микроскопа с устройством дифракции обратного рассеяния электронов (устройством EBSD). Затем находится доля площади поверхности каждой структуры в окне наблюдения. Доля площади поверхности каждой структуры принимается за объемную долю каждой структуры.
[0048] Следует отметить, что идентификация соответствующих структур в окне наблюдения выполняется следующим образом.
Для ферритных структур, бейнитных структур и мартенситных структур точки измерения, имеющие кристаллические структуры BCC, выделяются с использованием программного обеспечения OIM Analysis версии 7.2.1, предназначенного для анализа измерений EBSD, и эти структуры идентифицируются на основе распределения кристаллической ориентации и значений карты качества изображения. Для аустенитных структур (включая структуры остаточного аустенита) точки измерения, имеющие кристаллические структуры FCC, отображаются и идентифицируются с использованием аналогичного способа.
[0049] Работа и полезные эффекты
Далее следует объяснение работы и полезных эффектов способа производства закаленной прессованной детали в соответствии с настоящим примерным вариантом осуществления.
В настоящем примерном варианте осуществления заготовка 12 листовой стали формируется путем вырубки стальной полосы, и заготовка 12 листовой стали закаляется во время первого процесса 20 термической обработки.
[0050] Если бы закаливалась стальная полоса, тогда закаленная стальная полоса стала бы склонной к растрескиванию при сматывании, разматывании и т.п.
[0051] Более конкретно, примеры скручивания на линии травления включают в себя ременное сматывание с использованием ременного захлестывателя и сматывание с захватом, в котором передний конец стальной полосы захватывается в шпиндель катушки натяжения и сматывается. Ременное сматывание невозможно для закаленной стальной полосы благодаря ее высокому пределу текучести. Кроме того, при сматывании с захватом полосы закаленной стали возможно растрескивание в том положении, которое захватывается шпинделем. Кроме того, стальная полоса выпрямляется с использованием правильной машины, когда она разматывается. Полоса закаленной стали может растрескаться при прохождении через правильную машину, или дефекты плоскостности могут остаться неисправленными. Действительно плохая плоскостность может означать, что робот переноса для загрузки пресса неспособен захватить полосу закаленной стали.
[0052] В отличие от этого, в настоящем примерном варианте осуществления стальная полоса, вырубленная в заготовку 12 листовой стали, закаляется в первом процессе 20 термической обработки. Это позволяет тем самым выполнять обработку следующего процесса без правки стального материала 30 для горячего прессования, закаленного в первом процессе 20 термической обработки, с использованием правильной машины и без сматывания стального материала 30 для горячего прессования, позволяя подавить непредвиденное растрескивание.
[0053] Предпочтительно заготовка 12 листовой стали подвергается пластической обработке с использованием процесса пластической обработки, такого как горячее прессование или холодное прессование, перед первым процессом 20 термической обработки, в котором выполняется закалка. В таких случаях первая закалка в первом процессе 20 термической обработки выполняется путем зажатия в пресс-форме, соответствующей профилю после пластической обработки и/или подходящего охлаждения охладителем, таким как охлаждающая вода.
[0054] Когда промежуточная прессованная деталь имеет предопределенную неплоскую форму после первой закалки, это не только облегчает установку промежуточной прессованной детали в пресс-форму для последующей горячей обработки так, чтобы она располагалась относительно пуансона со ссылкой на предопределенный профиль, но и приводит к распределению деформационной нагрузки во время прессования. Ожидается, что это будет приводить к более высокой формуемости.
[0055] Процесс пластической обработки может представлять собой горячую обработку или холодную обработку. С точки зрения сокращения количества процессов процесс пластической обработки предпочтительно является горячей обработкой, при которой первая закалка выполняется при горячей обработке в то время, как пресс-форма остается закрытой.[0056] Мартенситное превращение или бейнитное превращение вызывается после того, как заготовка 12 листовой стали была сначала преобразована в аустенит, и карбид был полностью растворен в твердый раствор в процессе 22 нагревания первого процесса 20 термической обработки. Это позволяет сформовать стальной материал для горячего прессования 30 в процессе 44 прессования-закалки второго процесса 40 термической обработки в состоянии с более мелким размером аустенитного зерна (упоминаемым в дальнейшем также как «размер гамма-зерна»), чем в тех случаях, когда заготовка 12 листовой стали преобразуется в феррит и перлит. Это позволяет достичь улучшенной структурной ударной вязкости.
[0057] В первом процессе 20 термической обработки, после того, как заготовка 12 листовой стали была нагрета до температуры выше, чем точка превращения Ac3, и преобразована в аустенит, заготовка 12 листовой стали охлаждается для того, чтобы вызвать бейнитное превращение или мартенситное превращение.
[0058] Желательно на данном этапе получить стальной материал 30 для горячего прессования с высокой долей мартенситной структуры или бейнитной структуры при первой закалке в первом процессе 20 термической обработки. Соответственно, вся заготовка 12 листовой стали предпочтительно состоит из аустенитной структуры во время начала закалки, когда начинается охлаждение.
[0059] Следует отметить, что в настоящем примерном варианте осуществления заготовка 12 листовой стали нагревается до температуры выше, чем точка превращения Ac3, и преобразуется в аустенит путем задания температуры нагрева нагревательной печью 26 выше, чем точка превращения Ac3. Аустенитная структура заготовки 12 листовой стали может соответственно поддерживаться во время начала закалки, когда начинается быстрое охлаждение, даже если заготовка 12 листовой стали охлаждается воздухом в промежутке времени от удаления заготовки 12 листовой стали из нагревательной печи 26 до тех пор, пока не начнется охлаждение. Это тем самым позволяет получить стальной материал 30 для горячего прессования с высоким процентом мартенситной структуры или бейнитной структуры.
[0060] Далее, даже в тех случаях, в которых карбиды в стальном материале 30 для горячего прессования не были полностью устранены перед нагреванием, любые такие карбиды могут быть растворены за короткий период времени, когда стальной материал 30 для горячего прессования нагревается во втором процессе 40 термической обработки, благодаря малому размеру зерна таких карбидов. Остаточные карбиды таким образом могут быть устранены в начале процесса 44 прессования-закалки второго процесса 40 термической обработки. Кроме того, размер гамма-зерна может быть сделан более малым для того, чтобы достичь увеличенной ударной вязкости, путем нагрева во втором процессе 40 термической обработки. Закаленная прессованная деталь 14 преобразуется в мартенсит в результате второго процесса 40 термической обработки, позволяя тем самым повысить прочность закаленной прессованной детали 14.
[0061] А именно, в тех случаях, в которых, используется материал с высоким содержанием углерода для того, чтобы повысить прочность окончательной прессованной детали, существует беспокойство по поводу того, что нерастворенные в твердом растворе карбиды могут остаться, даже когда нагревание закончилось. Однако если температура нагрева повышается, или время нагрева увеличивается для того, чтобы полностью растворить карбиды в твердом растворе, это может приводить к увеличению размера гамма-зерна. В таких случаях мартенситная структура, получаемая из такого большого гамма-зерна, будет иметь более низкую ударную вязкость, и окончательная прессованная деталь будет хрупкой благодаря получающимся несовпадениям между такими остаточными карбидами и главной фазой.
[0062] Если бы компоненты кузова были сформированы из такой хрупкой окончательной прессованной детали, компонент мог бы сломаться до достижения потенциальной максимальной прочности материала прессованной детали при ее деформации при столкновении. Поэтому проектные характеристики не были бы получены, и пришлось бы модифицировать конструктивное решение.
[0063] В способе производства закаленной прессованной детали настоящего примерного варианта осуществления термическая обработка для аустенитного превращения выполняется по меньшей мере дважды, в первом процессе 20 термической обработки и во втором процессе 40 термической обработки, и обработка для фазового превращения из аустенита в твердую фазу выполняется по меньшей мере дважды. Это позволяет устранить остаточные карбиды и позволяет вызвать мартенситное превращение мелких гамма-зерен, позволяя тем самым получить закаленную прессованную деталь 14 с высокой ударной вязкостью.
[0064] А именно, может быть получена закаленная прессованная деталь 14, обладающая одновременно высокой ударной вязкостью и высокой прочностью.
[0065] Закаленная прессованная деталь 14, получаемая с помощью описанного выше способа производства закаленной прессованной детали, имеет прочность материала 1,8 ГПа или больше, не сталкиваясь также с преждевременным разрушением благодаря хрупкости даже в состояниях деформации многоосного высокого напряжения, таких как деформации при столкновении. А именно, было подтверждено, что, как и было задумано, одновременно достигаются и высокая прочность, и высокая ударная вязкость.
[0066] Следует отметить, что хотя в настоящем примерном варианте осуществления объяснение было дано для случая, в котором стальной материал 30 для горячего прессования формируется путем закалки в первом процессе 20 термической обработки, и стальной материал 30 для горячего прессования прессуется во втором процессе 40 термической обработки, чтобы сформировать закаленную прессованную деталь 14, на это нет никаких ограничений.
[0067] Например, после того, как заготовка 12 листовой стали была нагрета до температуры выше, чем точка превращения Ac3, в первом процессе 20 термической обработки, в котором закалка выполняется первый раз, заготовка 12 листовой стали может быть затем охлаждена в закрытой пресс-форме при температуре выше, чем точка превращения Ar3, чтобы сформировать прессованную деталь.
[0068] Следует отметить, что если бы плоская заготовка 12 листовой стали просто быстро охлаждалась при первой закалке в первом процессе 20 термической обработки, то это могло бы привести к неравномерному охлаждению и ухудшению плоскостности. Кроме того, если бы неплоская заготовка 12 листовой стали должна была быть дополнительно быстро охлаждена, то это только усилило бы неравномерное охлаждение.
[0069] Чтобы решить эту проблему, после того, как заготовка 12 листовой стали была нагрета до температуры выше, чем точка превращения Ac3, в первом процессе 20 термической обработки, заготовка 12 листовой стали затем охлаждается в закрытой пресс-форме при температуре выше, чем точка превращения Ar3. Это позволяет подавить неравномерное охлаждение.
[0070] Кроме того, получение предопределенного профиля для прессованной детали при первой закалке в первом процессе 20 термической обработки обеспечивает большую стабильность при выполнении второго процесса 40 термической обработки.
[0071] Следует отметить, что это охлаждение предпочтительно является прямым охлаждением пресс-формы, в котором тепло заготовки 12 листовой стали удаляется пресс-формой, охлаждаемым охладителем.
[0072] Прессованная деталь, сформованная при первом процессе 20 термической обработки, может быть просто закалена без ее подвергания прессованию и т.п. во втором процессе 40 термической обработки. Кроме того, заготовка 12 листовой стали может прессоваться в первом процессе 20 термической обработки, а также подвергаться прессованию и т.п. во втором процессе 40 термической обработки.
[0073] Кроме того, хотя объяснение было дано для примера, в котором первый процесс 20 термической обработки, включающий процесс 22 нагревания и процесс 24 охлаждения, выполняется один раз, на это нет никаких ограничений. Первый процесс 20 термической обработки может выполняться несколько раз. В таких случаях каждый раз при выполнении процесса 20 термической обработки температура нагрева при термической обработке предпочтительно устанавливается в диапазоне от точки превращения Ac3+50°C до точки превращения Ac3+150°C, и температура нагрева при окончательной термической обработке во втором процессе 40 термической обработки предпочтительно устанавливается в диапазоне от точки превращения Ac3 до точки превращения Ac3+80°C.
[0074] Кроме того, хотя заготовка 12 листовой стали нагревается в диапазоне от точки превращения Ac3+50°C до точки превращения Ac3+150°C в процессе 22 нагревания первого процесса 20 термической обработки, на это нет никаких ограничений. Достаточно нагреть заготовку 12 листовой стали до температуры выше, чем точка превращения Ac3.
[0075] Следует отметить, что точка превращения Ac3 может быть определена для состава листовой стали с использованием нижеприведенного Уравнения (1).
[0076] Ac3 (°C)=910-203 × √C (мас. %)+44,7 × Si (мас. %) - 30 × Mn (мас. %) - 11 × Cr (мас. %)+700 × S (мас. %)+400 × Al (мас. %)+50 × Ti (мас. %) Выражение (1)
[0077] Здесь C означает углерод, Si означает кремний, Mn означает марганец, Cr означает хром, S означает серу, Al означает алюминий, и Ti означает титан.
[0078] Точка превращения Ac3, найденная с использованием Уравнения (1), указывает температуру, когда нагревание выполняется с малой скоростью увеличения температуры (например, 3°C/с или медленнее). Однако на производственной линии нагревание выполняется с более высокой скоростью для повышения производительности.
[0079] Соответственно, заготовка 12 листовой стали в процессе 22 нагревания первого процесса 20 термической обработки предпочтительно нагревается со скоростью по меньшей мере 20°C/с, чтобы улучшить производительность, и в качестве другого примерного варианта осуществления скорость увеличения температуры устанавливается равной по меньшей мере 20°C/с в процессе 22 нагревания первого процесса 20 термической обработки.
[0080] Точка превращения Ac3 для таких случаев отклоняется от температуры, найденной с использованием Уравнения (1). Величина отклонения, как известно из опыта, составляет приблизительно 20°C в сторону увеличения по сравнению с результатом вычисления по Уравнению (1), когда скорость увеличения температуры составляет по меньшей мере 20°C/с.
[0081] Соответственно, на производственной линии настоящего примерного варианта осуществления температура нагрева заготовки 12 листовой стали в процессе 22 нагревания устанавливается в диапазоне от точки превращения Ac3 согласно Уравнению (1)+70°C до точки превращения Ac3+170°C.
[0082] Кроме того, хотя стальной материал 30 для горячего прессования во втором процессе 40 термической обработки нагревается до температуры выше, чем точка превращения Ac3, но не выше, чем точка превращения Ac3+80°C, на это нет никаких ограничений. Достаточно, чтобы стальной материал 30 для горячего прессования нагревался по меньшей мере до точки превращения Ac3.
[0083] Как было описано выше, точка превращения Ac3, найденная с использованием вышеупомянутого Уравнения (1), указывает температуру, когда нагревание выполняется с малой скоростью увеличения температуры (например, 3°C/с или медленнее). Однако на производственной линии нагревание выполняется с более высокой скоростью для повышения производительности.
[0084] Соответственно, заготовка 12 листовой стали в процессе 42 нагревания второго процесса 40 термической обработки предпочтительно нагревается со скоростью по меньшей мере 20°C/с, и в качестве другого примерного варианта осуществления скорость увеличения температуры устанавливается равной по меньшей мере 20°C/с в процессе 42 нагревания второго процесса 40 термической обработки.
[0085] Точка превращения Ac3 для таких случаев отклоняется от температуры, найденной с использованием Уравнения (1). Величина отклонения, как известно из опыта, составляет приблизительно 20°C в сторону увеличения по сравнению с результатом вычисления по Уравнению (1), когда скорость увеличения температуры составляет по меньшей мере 20°C/с.
[0086] Соответственно, на производственной линии настоящего примерного варианта осуществления температура нагрева стального материала 30 для горячего прессования в процессе 42 нагревания второго процесса 40 термической обработки устанавливается в диапазоне от точки превращения Ac3 по Уравнению (1)+20°C до точки превращения Ac3+100°C.
[0087] Хотя заготовка 12 листовой стали имеет содержание углерода от 0,3 мас. % до 0,8 мас. %, на это нет никаких ограничений. Заготовка 12 листовой стали может иметь содержание углерода меньше чем 0,3 мас. % или больше чем 0,8 мас. %.
[0088] Первый процесс 20 термической обработки не обязателен к выполнению. В таких случаях описанные выше выгодные эффекты все еще могут быть получены, если структура стального материала, используемого во втором процессе 40 термической обработки, представляет собой бейнитную структуру или мартенситную структуру. Более высокая ударная вязкость по сравнению с обычными продуктами все еще получается в таких случаях, если сумма объемных долей мартенситной структуры и бейнитной структуры стального материала, используемого во втором процессе 40 термической обработки, составляет по меньшей мере 80%.
[0089] Кроме того, второй процесс 40 термической обработки может выполняться один в тех случаях, в которых используется описанный выше стальной материал 30 для горячего прессования (стальной материал, в котором заготовка 12 листовой стали была преобразована в аустенит, с последующим мартенситным превращением или бейнитным превращением). В таких случаях закаленная прессованная деталь 14 формуется путем прессования во время второго процесса 40 термической обработки, если стальной материал 30 для горячего прессования еще не был сформован.
[0090] Закалка может быть выполнена отдельно, без прессования и т.п., во втором процессе 40 термической обработки, если стальной материал 30 для горячего прессования уже был сформован. Кроме того, прессование и т.п. может выполняться во втором процессе 40 термической обработки даже в тех случаях, в которых стальной материал 30 для горячего прессования уже был сформован.
Примеры
[0091] Таблица 1 показывает химические составы листовых сталей, используемых в соответствующих примерах для Сталей А - D.
[0092] Таблица 1
Химический состав (мас. %)
[0093] Пример 1
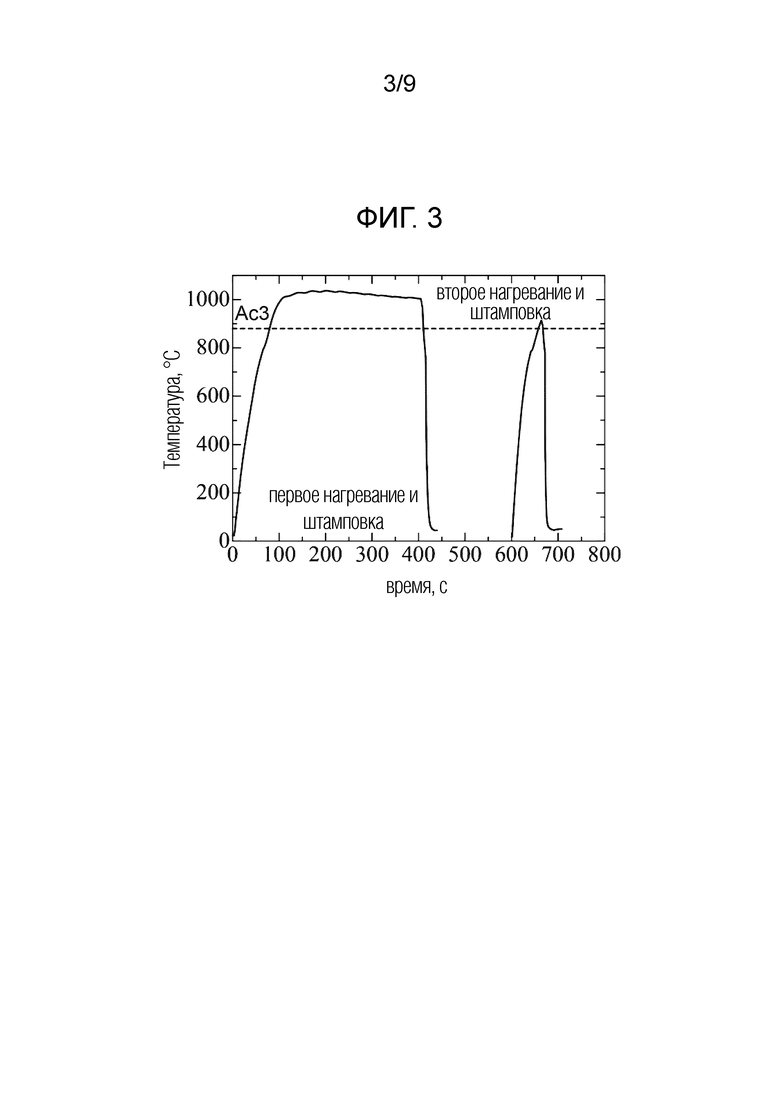
Стальной материал (холоднокатаная листовая сталь) с толщиной листа 1,4 мм использовался для того, чтобы проверить выгодные эффекты выполнения термической обработки дважды с использованием пресс-формы для формирования модели 50 профиля поперечного сечения бампера, как проиллюстрировано на Фиг. 2. Фиг. 3 иллюстрирует термическую предысторию модели 50 профиля поперечного сечения бампера при ее формовании.
[0094] В первом процессе термической обработки (соответствующем первому процессу 20 термической обработки примерного варианта осуществления) после того, как формуемый материал будет нагрет до 1000°C и выдержан при постоянной температуре в течение приблизительно 5 мин так, чтобы все карбиды в формуемом материале были растворены в твердом растворе, формуемый материал загружается в пресс-форму и выполняется его прессование и закалка путем охлаждения пресс-формой до комнатной температуры с использованием контактной теплопередачи с пресс-формой.
[0095] Затем, во втором процессе термической обработки (соответствующем второму процессу 40 термической обработки примерного варианта осуществления) формуемый материал нагревается приблизительно до температуры 900°C, которая находится непосредственно над точкой превращения Ac3. Сразу после этого формуемый материал загружается в пресс-форму и закаляется путем охлаждения пресс-формой с одновременным выполнением окончательного прессования для того, чтобы произвести модель 50 профиля поперечного сечения бампера (Пример 1).
[0096] Следует отметить, что в качестве сравнительного примера после того, как тот же самый материал Стали А был нагрет приблизительно до 950°C и выдержан при постоянной температуре в течение приблизительно 5 мин, материал Стали А был загружен в пресс-форму и была выполнена его формовка с охлаждением пресс-формой для того, чтобы произвести модель 50 профиля поперечного сечения бампера (Сравнительный пример 1).
[0097] Кроме того, материал Стали D с более низким содержанием углерода C был аналогично нагрет приблизительно до 950°C и выдержан при постоянной температуре в течение приблизительно 5 мин, прежде чем быть загруженным в пресс-форму и сформованным, а затем охлажденным пресс-формой для того, чтобы произвести модель 50 профиля поперечного сечения бампера (Сравнительный пример 2).
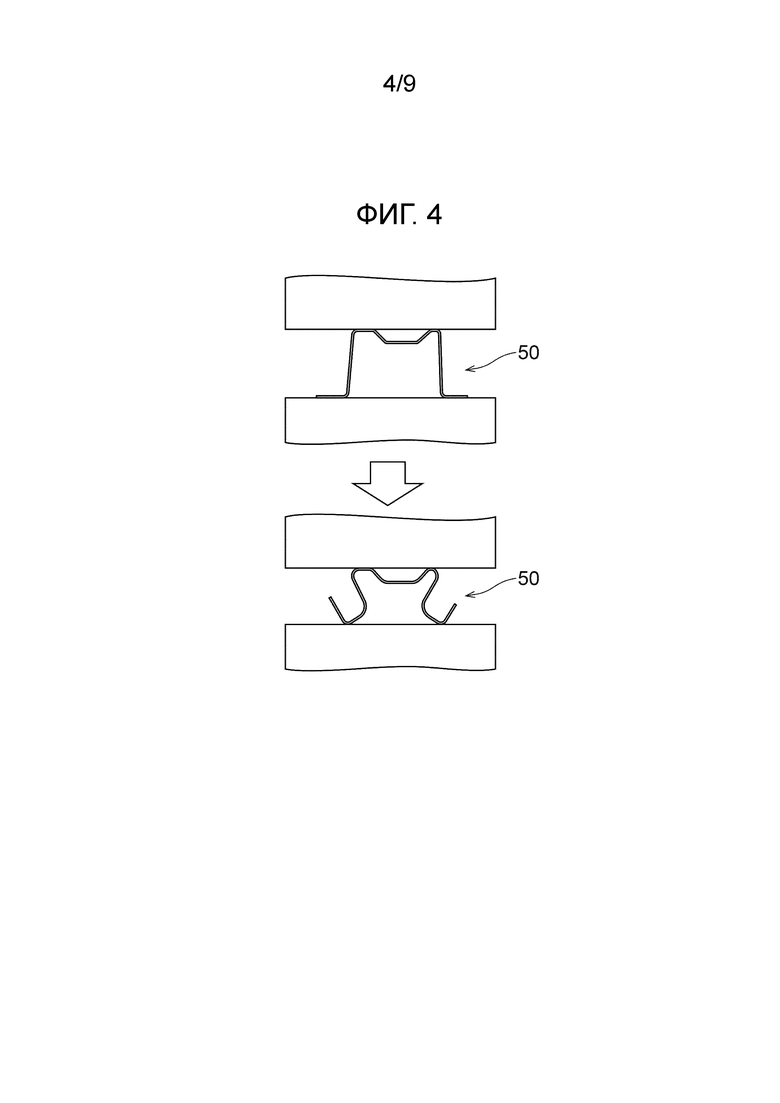
[0098] Затем, как проиллюстрировано на Фиг. 4, статическая нагрузка была приложена к вершинам профиля в виде шляпы в этих трех типах модели 50 профиля поперечного сечения бампера, и было выполнено сравнение сопротивления деформации и кривой хода для каждой из моделей 50 профиля поперечного сечения бампера. Результаты этого проиллюстрированы на Фиг. 5.
[0099] Для модели 50 профиля поперечного сечения бампера Сравнительного примера 1, в котором использовался тот же самый материал, что и в Примере 1, и выполнялась единственная термическая обработка (нормальный процесс горячей штамповки), разрушение произошло при ходе 8,5 мм с последующим быстрым уменьшением нагрузки. В отличие от этого, для модели 50 профиля поперечного сечения бампера Примера 1, в которой размер гамма-зерна был сделан мелким за счет двукратного выполнения термической обработки аустенитного превращения с последующим мартенситным превращением для того, чтобы достичь увеличенной ударной вязкости, разрушения не происходило до тех пор, пока ход не превысил 17 мм, и соответственно поддерживалась высокая деформационная нагрузка.
[0100] Также очевидно, что деформационная нагрузка модели 50 профиля поперечного сечения бампера Примера 1 является более высокой, чем у Стали D с более низким содержанием углерода (Сравнительный пример 2), и что ее пластическая деформация может также поддерживаться до большого значения хода аналогично Стали D (Сравнительный пример 2).
[0101] Пример 2
Материал Стали B (горячекатаная листовая сталь) с толщиной листа 2,3 мм использовался для того, чтобы проверить выгодные эффекты выполнения термической обработки дважды с использованием пресс-формы для формирования M-образного бампера 52, как проиллюстрировано на Фиг. 6.
[0102] В первом процессе термической обработки (соответствующем первому процессу 20 термической обработки примерного варианта осуществления) этот материал был загружен в газовую печь, нагрет до 935°C и выдержан в течение приблизительно 6 мин. Затем этот материал был удален и помещен на плоскую верхнюю поверхность пресс-формы, немедленно накрыт сверху плоской плитой пресс-формы и закален в состоянии плоского листа путем удаления тепла с использованием этих двух пресс-форм.
[0103] Затем этот материал, закаленный в ходе первой термической обработки, был загружен в газовую печь с температурой 860°C и выдержан в течение приблизительно 2,5 мин. Немедленно после этого этот материал был удален и загружен в пресс-форму, и формовался при температуре выше, чем точка превращения Ar3, также с одновременной закалкой путем быстрого охлаждения (соответствующей второму процессу 40 термической обработки примерного варианта осуществления), чтобы произвести M-образный бампер 52 (Пример 2).
[0104] В качестве сравнительного примера материал Стали B, который является тем же самым материалом, что и в Примере 2, был загружен в газовую печь, нагрет до 950°C и выдержан в течение приблизительно 6 мин. Этот материал Стали B был затем загружен в пресс-форму и формовался так, чтобы произвести закаленный M-образный бампер 52 (Сравнительный пример 3).
[0105] Затем каждый из этих двух типов M-образного бампера 52 был помещен в кинетический гидравлический испытательный прибор, имеющий пролет для изгиба 800 мм, и был выполнен трехточечный изгиб M-образного бампера 52 с использованием индентора, имеющего радиус наконечника 150 мм, со скоростью 9 км/ч, и кривые нагрузка-ход были сравнены аналогично Примеру 1. Результаты этого проиллюстрированы на Фиг. 7.
[0106] Аналогично случаю Примера 1, очевидно, что в то время как есть уменьшение нагрузки для Сравнительного примера 3 благодаря разрушению при ходе приблизительно 60 мм, Пример 2, который был подвергнут термической обработке аустенизации дважды, не показывает внезапного уменьшения нагрузки, но показывает устойчивые нагрузочные характеристики без каких-либо быстрых флуктуаций нагрузки.
[0107] Пример 3
Материал Стали C (холоднокатаная листовая сталь) с толщиной листа 1,6 мм использовался для того, чтобы аналогично Примеру 2 проверить выгодные эффекты выполнения термической обработки дважды с использованием пресс-формы для формования центральной стойки 54, проиллюстрированной на Фиг. 8. Этот материал был закален в первом процессе термической обработки (соответствующем первому процессу 20 термической обработки примерного варианта осуществления), и закалка выполнялась одновременно с формованием посредством использования второго процесса термической обработки (соответствующего второму процессу 40 термической обработки примерного варианта осуществления).
[0108] В первом процессе термической обработки этот материал был загружен в газовую печь, нагрет до 950°C и выдержан в течение приблизительно 5 мин. Затем этот материал был удален и помещен на плоскую верхнюю поверхность пресс-формы, немедленно накрыт сверху плоской плитой пресс-формы и закален в состоянии плоского листа путем удаления тепла с использованием этих двух пресс-форм.
[0109] Затем этот материал, закаленный в ходе первого процесса термической обработки, был загружен в газовую печь с температурой 870°C и выдержан в течение приблизительно 2 мин. Немедленно после этого этот материал был удален и загружен в пресс-форму, и формовался при температуре выше, чем точка превращения Ar3, также с одновременной закалкой путем быстрого охлаждения, чтобы произвести центральную стойку 54 (Пример 3).
[0110] В качестве сравнительного примера материал Стали С, который является тем же самым материалом, что и в Примере 3, был загружен в газовую печь, нагрет до 950°C и выдержан в течение приблизительно 5 мин. Этот материал был затем загружен в пресс-форму и закален одновременно с формованием так, чтобы произвести центральную стойку 54 (Сравнительный пример 4).
[0111] Затем закрывающая пластина была произведена путем резки холоднокатаной листовой стали толщиной 1,4 мм марки 440 МПа так, чтобы она соответствовала внешнему профилю центральной стойки 54, и отверстие в задней поверхности центральной стойки 54 было закрыто с использованием этой закрывающей пластины так, чтобы получить закрытую структуру поперечного сечения. Центральная стойка 54 и закрывающая пластина были соединены с использованием круглого электрода из W диаметром 6 мм с диаметром ядра сварной точки 4,5√t и шагом 30 мм, чтобы произвести центральную стойку 54. Условия производства были аналогичны как Примеру 3, который использует двойную термическую обработку, так и Сравнительному примеру 4, который использует однократную термическую обработку.
[0112] Затем эти два типа центральной стойки 54 были установлены в устройство для испытания на прочность при ударе падающего веса с расстоянием между опорами 600 мм, и трехточечный изгиб был выполнен с помощью индентора диаметром 100 мм со скоростью 25 км/ч. Полученные кривые нагрузка-ход сравнивались аналогично случаю Примера 1. Результаты этого проиллюстрированы на Фиг. 9.
[0113] Аналогично Примеру 1 и Примеру 2 внезапное уменьшение нагрузки произошло при ходе 60 мм для Сравнительного примера 4, в котором термическая обработка выполнялась один раз, и основной материал разрушился. Однако в Примере 3, в котором термическая обработка аустенизации была выполнена дважды, не было никакого внезапного уменьшения нагрузки до тех пор, пока ход не превысил 90 мм, и очевидно, что его эффективность является более высокой, чем эффективность Сравнительного примера 4.
[0114] Было подтверждено, что способы производства каждого из Примеров, в которых аустенитное превращение выполняется по меньшей мере дважды при температуре выше, чем точка превращения Ac3, и закалка выполняется одновременно с формовкой при температуре выше, чем точка превращения Ar3, позволяют получить прессованные детали с более высокой ударной вязкостью и более высокими характеристиками деформации по сравнению с горячей штамповкой, в которой аустенитное превращение и закалка выполняются только один раз.
[0115] ОБЪЯСНЕНИЕ ССЫЛОЧНЫХ ЦИФР
10 - способ производства закаленной прессованной детали;
12 - заготовка листовой стали (стальной материал);
14 - закаленная прессованная деталь;
30 - стальной материал для горячего прессования;
40 - второй процесс термической обработки;
50 - модель профиля поперечного сечения бампера;
52 - M-образный бампер;
54 - центральная стойка.
Дополнение
Следующие аспекты могут быть обобщены из настоящего описания.
А именно, первый аспект представляет собой способ для производства закаленной прессованной детали, включающий в себя:
первый процесс термической обработки, заключающийся в нагревании заготовочного стального материала до температуры выше чем его точка превращения Ac3, чтобы выполнить аустенитное превращение, с последующим охлаждением для того, чтобы вызвать бейнитное превращение или мартенситное превращение;
второй процесс термической обработки, заключающийся в нагревании стального материала, который подвергся первому процессу термической обработки, до температуры выше, чем точка превращения Ac3, чтобы выполнить аустенитное превращение, с последующим охлаждением для того, чтобы вызвать мартенситное превращение; и
после того, как стальной материал был нагрет до температуры выше точки превращения Ac3 по меньшей мере в одном процессе из первого процесса термической обработки или второго процесса термической обработки, завершение прессования при температуре выше, чем точка превращения Ar3.
Второй аспект представляет собой способ производства закаленной прессованной детали по первому аспекту, в котором: температура нагрева первой термической обработки, до которой стальной материал нагревается в первом процессе термической обработки, находится в диапазоне от точки превращения Ac3+50°C до точки превращения Ac3+150°C; и
температура нагрева второй термической обработки, до которой стальной материал нагревается во втором процессе термической обработки, является температурой выше, чем точка превращения Ac3, но не выше, чем точка превращения Ac3+80°C.
Третий аспект представляет собой способ производства закаленной прессованной детали в соответствии с первым аспектом, в котором:
температура нагрева первой термической обработки, до которой стальной материал нагревается в первом процессе термической обработки, находится в диапазоне от определяемой Выражением (1) точки превращения Ac3+70°C до точки превращения Ac3+170°C; и
температура нагрева второй термической обработки, до которой стальной материал нагревается во втором процессе термической обработки, находится в диапазоне от определяемой Выражением (1) точки превращения Ac3+20°C до точки превращения Ac3+100°C.
Выражение (1):
Ac3 (°C)=910-203 × √C (мас. %)+44,7 × Si (мас. %) - 30 × Mn (мас. %) - 11 × Cr (мас. %)+700 × S (мас. %)+400 × Al (мас. %)+50 × Ti (мас. %).
Четвертый аспект представляет собой способ производства закаленной прессованной детали в соответствии с третьим аспектом, в котором скорость увеличения температуры в первом процессе термической обработки составляет по меньшей мере 20°C/с.
Пятый аспект представляет собой способ производства закаленной прессованной детали по третьему или по четвертому аспекту, в котором скорость увеличения температуры во втором процессе термической обработки составляет по меньшей мере 20°C/с.
Шестой аспект представляет собой способ производства закаленной прессованной детали по любому из аспектов со второго по пятый, в котором время нагревания от достижения температуры нагрева в первом процессе термической обработки до окончания нагревания в первом процессе термической обработки составляет 400 с или меньше.
Седьмой аспект представляет собой способ производства закаленной прессованной детали по любому из аспектов со второго по шестой, в котором время нагревания от достижения температуры нагрева во втором процессе термической обработки до окончания нагревания во втором процессе термической обработки составляет 400 с или меньше.
Восьмой аспект представляет собой способ производства закаленной прессованной детали по любому из аспектов с первого по седьмой, в котором стальной материал имеет содержание углерода от 0,3 мас. % до 0,8 мас. %.
Девятый аспект представляет собой способ производства закаленной прессованной детали по любому из аспектов с первого по восьмой, в котором стальной материал, обрабатываемый в первом процессе термической обработки, имеет объемную долю твердой фазы не более 90%.
Десятый аспект представляет собой способ производства закаленной прессованной детали по любому из аспектов с первого по девятый, в котором прессованная деталь, получаемая с помощью второго процесса термической обработки, имеет объемную долю мартенситной структуры по меньшей мере 50%.
Одиннадцатый аспект представляет собой способ производства закаленной прессованной детали по любому из аспектов с первого по восьмой, в котором охлаждение первого процесса термической обработки выполняется со стальным материалом, зажатым в пресс-форме.
Двенадцатый аспект представляет собой способ для производства стального материала для горячего прессования, включающий в себя:
нагревание заготовочного стального материала до температуры выше чем его точка превращения Ac3, чтобы выполнить аустенитное превращение, с последующим охлаждением для того, чтобы вызвать бейнитное превращение или мартенситное превращение.
Тринадцатый аспект представляет собой способ для производства стального материала для горячего прессования двенадцатого аспекта, в котором стальной материал нагревается до температуры выше, чем точка превращения Ac3, а затем формуется при температуре выше, чем точка превращения Ar3, и охлаждается.
Четырнадцатый аспект представляет собой способ для производства стального материала для горячего прессования двенадцатого аспекта или тринадцатого аспекта, в котором температура, до которой нагревается стальной материал, находится в диапазоне от точки превращения Ac3+50°C до точки превращения Ac3+150°C.
Пятнадцатый аспект представляет собой способ для производства стального материала для горячего прессования двенадцатого аспекта или тринадцатого аспекта, в котором температура, до которой нагревается стальной материал, находится в диапазоне от определяемой Выражением (1) точки превращения Ac3+70°C до точки превращения Ac3+170°C.
Выражение (1):
Ac3 (°C)=910-203 × √C (мас. %)+44,7 × Si (мас. %) - 30 × Mn (мас. %) - 11 × Cr (мас. %)+700 × S (мас. %)+400 × Al (мас. %)+50 × Ti (мас. %).
Шестнадцатый аспект представляет собой способ для производства стального материала для горячего прессования пятнадцатого аспекта, в котором скорость увеличения температуры при нагревании составляет по меньшей мере 20°C/с.
Семнадцатый аспект представляет собой способ для производства стального материала для горячего прессования по любому аспекту с четырнадцатого по шестнадцатый, в котором время нагревания от достижения температуры нагрева составляет 400 с или меньше.
Восемнадцатый аспект представляет собой способ для производства стального материала для горячего прессования по любому аспекту с двенадцатого по семнадцатый, в котором стальной материал имеет содержание углерода от 0,3 мас. % до 0,8 мас. %.
Девятнадцатый аспект представляет собой способ для производства стального материала для горячего прессования по любому аспекту с двенадцатого по восемнадцатый, в котором стальной материал имеет объемную долю твердой фазы не более 90%.
Двадцатый аспект представляет собой способ производства закаленной прессованной детали по любому из аспектов с первого по восьмой, в котором охлаждение выполняется со стальным материалом, зажатым в пресс-форме.
Двадцать первый аспект представляет собой стальной материал для горячего прессования, в котором:
содержание углерода составляет от 0,3 мас. % до 0,8 мас. %; и
сумма объемных долей мартенситной структуры и бейнитной структуры составляет по меньшей мере 80%.
Двадцать второй аспект представляет собой стальной материал для горячего прессования по двадцать первому аспекту, который конфигурирует плоскую заготовку.
Двадцать третий аспект представляет собой стальной материал для горячего прессования по двадцать первому аспекту, который конфигурирует прессованную деталь.
Двадцать четвертый аспект представляет собой способ для производства закаленной прессованной детали, включающий в себя:
нагревание стального материала для горячего прессования по любому из аспектов с двадцать первого по двадцать третий до температуры выше, чем его точка превращения Ac3, чтобы выполнить аустенитное превращение, формование стального материала для горячего прессования при температуре выше, чем его точка превращения Ar3, а затем охлаждение для того, чтобы вызвать мартенситное превращение.
Двадцать пятый аспект представляет собой способ для производства закаленной прессованной детали, включающий в себя:
нагревание прессованной детали, имеющей сумму объемных долей мартенситной структуры и бейнитной структуры по меньшей мере 80%, до температуры выше, чем ее точка превращения Ac3, чтобы выполнить аустенитное превращение, а затем охлаждение для того, чтобы вызвать мартенситное превращение.
Двадцать шестой аспект представляет собой способ производства закаленной прессованной детали в соответствии с двадцать пятым аспектом, в котором прессованная деталь представляет собой закаленную прессованную деталь.
Двадцать седьмой аспект представляет собой способ производства закаленной прессованной детали по любому из двадцать пятого или двадцать шестого аспектов, в котором температура нагрева при термической обработке выше, чем точка превращения Ac3, но не выше, чем точка превращения Ac3+80°C.
Двадцать восьмой аспект представляет собой способ производства закаленной прессованной детали по любому из двадцать пятого или двадцать шестого аспектов, в котором температура нагрева при термической обработке находится в диапазоне от определяемой Выражением (1) точки превращения Ac3+20°C до точки превращения Ac3+100°C,
Выражение (1):
Ac3 (°C)=910-203 × √C (мас. %)+44,7 × Si (мас. %) - 30 × Mn (мас. %) - 11 × Cr (мас. %)+700 × S (мас. %)+400 × Al (мас. %)+50 × Ti (мас. %).
Двадцать девятый аспект представляет собой способ производства закаленной прессованной детали в соответствии с двадцать восьмым аспектом, в котором скорость увеличения температуры при нагреве до температуры нагрева при термической обработке составляет по меньшей мере 20°C/с.
Тридцатый аспект представляет собой способ производства закаленной прессованной детали по любому аспекту с двадцать пятого по двадцать девятый, в котором время нагревания от достижения температуры нагрева при термической обработке составляет 400 с или меньше.
Другие аспекты
Следующие другие аспекты могут быть обобщены из настоящего описания.
Первый другой аспект представляет собой способ для производства закаленной прессованной детали, включающий в себя:
первый процесс термической обработки, заключающийся в нагревании стального материала по меньшей мере до его точки превращения Ac3, чтобы выполнить аустенитное превращение, с последующим охлаждением для того, чтобы вызвать бейнитное превращение или мартенситное превращение;
второй процесс термической обработки, заключающийся в нагревании стального материала, который подвергся первому процессу термической обработки, по меньшей мере до температуры его точки превращения Ac3, чтобы выполнить аустенитное превращение, с последующим охлаждением для того, чтобы вызвать мартенситное превращение; и
формование стального материала при температуре по меньшей мере точки превращения Ar3 по меньшей мере в одном процессе из первого процесса термической обработки или второго процесса термической обработки.
Второй другой аспект представляет собой способ производства закаленной прессованной детали первого другого аспекта, в котором:
температура нагрева первой термической обработки, до которой стальной материал нагревается в первом процессе термической обработки, находится в диапазоне от точки превращения Ac3+50°C до точки превращения Ac3+150°C; и
температура нагрева второй термической обработки, до которой стальной материал нагревается во втором процессе термической обработки, находится в диапазоне от точки превращения Ac3+20°C до точки превращения Ac3+80°C.
Третий другой аспект представляет собой способ производства закаленной прессованной детали первого другого аспекта, в котором:
температура нагрева первой термической обработки, до которой стальной материал нагревается в первом процессе термической обработки, находится в диапазоне от определяемой Выражением (1) точки превращения Ac3+70°C до точки превращения Ac3+170°C; и
температура нагрева второй термической обработки, до которой стальной материал нагревается во втором процессе термической обработки, находится в диапазоне от определяемой Выражением (1) точки превращения Ac3+20°C до точки превращения Ac3+100°C.
Выражение (1):
Ac3 (°C)=910-203 × √C (мас. %)+44,7 × Si (мас. %) - 30 × Mn (мас. %) - 11 × Cr (мас. %)+700 × S (мас. %)+400 × Al (мас. %)+50 × Ti (мас. %).
Четвертый другой аспект представляет собой способ производства закаленной прессованной детали в соответствии с третьим другим аспектом, в котором скорость увеличения температуры в первом процессе термической обработки составляет по меньшей мере 20°C/с.
Пятый другой аспект представляет собой способ производства закаленной прессованной детали по третьему другому или по четвертому другому аспекту, в котором скорость увеличения температуры во втором процессе термической обработки составляет по меньшей мере 20°C/с.
Шестой другой аспект представляет собой способ производства закаленной прессованной детали по любому из других аспектов со второго по пятый, в котором время нагревания от достижения температуры нагрева в первом процессе термической обработки до окончания нагревания в первом процессе термической обработки составляет 400 с или меньше.
Седьмой другой аспект представляет собой способ производства закаленной прессованной детали по любому из других аспектов со второго по шестой, в котором время нагревания от достижения температуры нагрева во втором процессе термической обработки до окончания нагревания во втором процессе термической обработки составляет 400 с или меньше.
Восьмой другой аспект представляет собой способ производства закаленной прессованной детали по любому из других аспектов с первого по седьмой, в котором стальной материал имеет содержание углерода от 0,3 мас. % до 0,8 мас. %.
Девятый другой аспект представляет собой способ для производства стального материала для горячего прессования, включающий в себя:
нагревание стального материала по меньшей мере до его точки превращения Ac3, чтобы выполнить аустенитное превращение, с последующим охлаждением для того, чтобы вызвать бейнитное превращение или мартенситное превращение.
Десятый другой аспект представляет собой способ для производства стального материала для горячего прессования в соответствии с девятым другим аспектом, в котором стальной материал нагревается по меньшей мере до точки превращения Ac3, а затем формуется при температуре по меньшей мере точки превращения Ar3, и охлаждается.
Одиннадцатый другой аспект представляет собой способ для производства стального материала для горячего прессования по девятому другому или по десятому другому аспекту, в котором температура, до которой нагревается стальной материал, находится в диапазоне от точки превращения Ac3+50°C до точки превращения Ac3+150°C.
Двенадцатый другой аспект представляет собой способ для производства стального материала для горячего прессования по девятому другому или по десятому другому аспекту, в котором температура, до которой нагревается стальной материал, находится в диапазоне от определяемой Выражением (1) точки превращения Ac3+70°C до точки превращения Ac3+170°C.
Выражение (1):
Ac3 (°C)=910-203 × √C (мас. %)+44,7 × Si (мас. %) - 30 × Mn (мас. %) - 11 × Cr (мас. %)+700 × S (мас. %)+400 × Al (мас. %)+50 × Ti (мас. %).
Тринадцатый другой аспект представляет собой способ для производства стального материала для горячего прессования двенадцатого другого аспекта, в котором скорость увеличения температуры при нагревании составляет по меньшей мере 20°C/с.
Четырнадцатый другой аспект представляет собой способ для производства стального материала для горячего прессования по любому другому аспекту с одиннадцатого по тринадцатый, в котором время нагревания от достижения температуры нагрева составляет 400 с или меньше.
Пятнадцатый другой аспект представляет собой способ для производства стального материала для горячего прессования по любому другому аспекту с девятого по четырнадцатый, в котором стальной материал имеет содержание углерода от 0,3 мас. % до 0,8 мас. %.
Шестнадцатый другой аспект представляет собой стальной материал для горячего прессования, в котором:
содержание углерода составляет от 0,3 мас. % до 0,8 мас. %; и
сумма объемных долей мартенситной структуры и бейнитной структуры составляет по меньшей мере 80%.
Семнадцатый другой аспект представляет собой способ для производства закаленной прессованной детали, включающий в себя:
нагревание стального материала для горячего прессования шестнадцатого другого аспекта по меньшей мере до его точки превращения Ac3 для того, чтобы выполнить аустенитное превращение, формование стального материала для горячего прессования при температуре по меньшей мере его точки превращения Ar3, а затем охлаждение для того, чтобы вызвать мартенситное превращение.
Восемнадцатый другой аспект представляет собой способ для производства закаленной прессованной детали, включающий в себя:
нагревание прессованной детали, имеющей сумму объемных долей мартенситной структуры и бейнитной структуры по меньшей мере 80%, по меньшей мере до ее точки превращения Ac3, чтобы выполнить аустенитное превращение, а затем охлаждение для того, чтобы вызвать мартенситное превращение.
Девятнадцатый другой аспект представляет собой способ производства закаленной прессованной детали восемнадцатого другого аспекта, в котором прессованная деталь представляет собой закаленную прессованную деталь.
Двадцатый другой аспект представляет собой способ производства закаленной прессованной детали восемнадцатого другого аспекта или девятнадцатого другого аспекта, в котором температура нагрева при термической обработке находится в диапазоне от точки превращения Ac3 до точки превращения Ac3+80°C.
Двадцать первый другой аспект представляет собой способ производства закаленной прессованной детали восемнадцатого другого аспекта или девятнадцатого другого аспекта, в котором температура нагрева при термической обработке находится в диапазоне от определяемой Выражением (1) точки превращения Ac3+20°C до точки превращения Ac3+100°C,
Выражение (1):
Ac3 (°C)=910-203 × √C (мас. %)+44,7 × Si (мас. %) - 30 × Mn (мас. %) - 11 × Cr (мас. %)+700 × S (мас. %)+400 × Al (мас. %)+50 × Ti (мас. %).
Двадцать второй другой аспект представляет собой способ производства закаленной прессованной детали двадцать первого другого аспекта, в котором скорость увеличения температуры при нагреве до температуры нагрева при термической обработке составляет по меньшей мере 20°C/с.
Двадцать третий другой аспект представляет собой способ производства закаленной прессованной детали по любому другому аспекту с восемнадцатого по двадцать второй, в котором время нагревания от достижения температуры нагрева при термической обработке составляет 400 с или меньше.
Раскрытие японской патентной заявки № 2016-229472, поданной 25 ноября 2016 г., включено в настоящий документ посредством ссылки во всей его полноте.
Все процитированные документы, патентные заявки и технические стандарты, упомянутые в данном описании, включены в настоящий документ посредством ссылки в той же самой степени, как если бы отдельный процитированный документ, патентная заявка или технический стандарт были конкретно и индивидуально указаны, как включенные в настоящий документ посредством ссылки.
Изобретение относится к области металлургии и машиностроения. Для повышения ударной вязкости при сохранении высокой прочности стальных деталей способ производства закаленной прессованной детали включает первый процесс термической обработки, содержащий нагрев заготовочного стального материала до температуры выше точки превращения Ac3 для аустенитного превращения, а затем охлаждение для мартенситного превращения или бейнитного превращения, и второй процесс термической обработки, содержащий нагрев стального материала, который подвергся первому процессу термической обработки, до температуры выше точки превращения Ac3 для аустенитного превращения, а затем охлаждение для мартенситного превращения. После того как стальной материал был нагрет до температуры выше точки превращения Ac3 по меньшей мере в одном процессе из первого процесса термической обработки или второго процесса термической обработки, выполняют прессование при температуре выше, чем точка превращения Ar3. 7 н. и 18 з.п. ф-лы, 9 ил., 1 табл.
1. Способ производства закаленной прессованной детали, включающий:
первый процесс термической обработки, заключающийся в нагревании заготовочного стального материала до температуры выше, чем его точка превращения Ac3, чтобы осуществить аустенитное превращение, с последующим охлаждением для того, чтобы вызвать бейнитное превращение или мартенситное превращение;
второй процесс термической обработки, заключающийся в нагревании стального материала, который подвергся первому процессу термической обработки, до температуры выше, чем точка превращения Ac3, чтобы осуществить аустенитное превращение, с последующим охлаждением для того, чтобы вызвать мартенситное превращение; и
после того, как стальной материал был нагрет до температуры выше точки превращения Ac3 по меньшей мере в одном процессе из первого процесса термической обработки или второго процесса термической обработки, выполняют прессование при температуре выше, чем точка превращения Ar3.
2. Способ по п. 1, в котором:
температура нагрева первой термической обработки, до которой стальной материал нагревается в первом процессе термической обработки, находится в диапазоне от точки превращения Ac3+50°C до точки превращения Ac3+150°C; и
температура нагрева второй термической обработки, до которой стальной материал нагревается во втором процессе термической обработки, является температурой выше, чем точка превращения Ac3, но не выше, чем точка превращения Ac3+80°C.
3. Способ по п. 1, в котором:
температура нагрева первой термической обработки, до которой стальной материал нагревается в первом процессе термической обработки, находится в диапазоне от определяемой Выражением (1) точки превращения Ac3+70°C до точки превращения Ac3+170°C; и
температура нагрева второй термической обработки, до которой стальной материал нагревается во втором процессе термической обработки, находится в диапазоне от определяемой Выражением (1) точки превращения Ac3+20°C до точки превращения Ac3+100°C, причем
Выражение (1):
Ac3 (°C)=910-203 × √C (мас. %)+44,7 × Si (мас. %) - 30 × Mn (мас. %) - 11 × Cr (мас. %)+700 × S (мас. %)+400 × Al (мас. %)+50 × Ti (мас. %).
4. Способ по п. 3, в котором скорость увеличения температуры в первом процессе термической обработки составляет по меньшей мере 20°C/с.
5. Способ по п. 3 или 4, в котором скорость увеличения температуры во втором процессе термической обработки составляет по меньшей мере 20°C/с.
6. Способ по любому из пп. 2-4, в котором время нагревания от достижения температуры нагрева в первом процессе термической обработки до окончания нагревания в первом процессе термической обработки составляет 400 с или меньше.
7. Способ по любому из пп. 2-4, в котором время нагревания от достижения температуры нагрева во втором процессе термической обработки до окончания нагревания во втором процессе термической обработки составляет 400 с или меньше.
8. Способ по любому из пп. 1-4, в котором стальной материал имеет содержание углерода от 0,3 мас. % до 0,8 мас. %.
9. Способ по любому из пп. 1-4, в котором стальной материал, обрабатываемый в первом процессе термической обработки, имеет объемную долю твердой фазы не более 90%.
10. Способ по любому из пп. 1-9, в котором прессованная деталь, получаемая с помощью второго процесса термической обработки, имеет объемную долю мартенситной структуры по меньшей мере 50%.
11. Способ по любому из пп. 1-8, в котором охлаждение первого процесса термической обработки выполняют со стальным материалом, зажатым в пресс-форме.
12. Способ производства стального материала для горячего прессования, включающий:
нагревание заготовочного стального материала до температуры в диапазоне от определяемой Выражением (1) точки превращения Ac3+70°C до точки превращения Ac3+170°C, со скоростью увеличения температуры при нагревании по меньшей мере 20°C/с, чтобы выполнить аустенитное превращение, с последующим охлаждением для того, чтобы вызвать бейнитное превращение или мартенситное превращение, причем
Выражение (1):
Ac3 (°C)=910-203 × √C (мас. %)+44,7 × Si (мас. %) - 30 × Mn (мас. %) - 11 × Cr (мас. %)+700 × S (мас. %)+400 × Al (мас. %)+50 × Ti (мас. %).
13. Способ по п. 12, в котором после осуществления аустенитного превращения, охлаждение осуществляется в течение 400 с или менее для проведения мартенситного превращения.
14. Способ производства стального материала для горячего прессования, включающий:
нагревание заготовочного стального материала до температуры в диапазоне от его точки превращения Ac3+50°C до точки превращения Ac3+150°C, чтобы выполнить аустенитное превращение, с последующим охлаждением в течение 400 с или менее для того, чтобы вызвать мартенситное превращение или бейнитное превращение.
15. Способ по любому из пп. 12-14, в котором стальной материал после нагрева прессуют при температуре выше, чем точка превращения Ar3, и охлаждается.
16. Способ по любому из пп. 12-14, в котором стальной материал имеет содержание углерода от 0,3 мас. % до 0,8 мас. %.
17. Способ по любому из пп. 12-14, в котором стальной материал имеет объемную долю твердой фазы не более 90%.
18. Способ по любому из пп. 1-4, в котором охлаждение выполняют со стальным материалом, зажатым в пресс-форме.
19. Стальной материал для горячего прессования для производства прессованной детали, в котором:
содержание углерода составляет от 0,3 мас. % до 0,8 мас. %; и
сумма объемных долей мартенситной структуры и бейнитной структуры составляет по меньшей мере 80%.
20. Способ производства закаленной прессованной детали, включающий:
нагревание стального материала для горячего прессования по п. 19 до температуры выше, чем его точка превращения Ac3, чтобы выполнить аустенитное превращение, прессование стального материала для горячего прессования при температуре выше, чем его точка превращения Ar3, а затем охлаждение для того, чтобы вызвать мартенситное превращение.
21. Способ производства закаленной прессованной детали, содержащий:
нагревание прессованной детали, имеющей сумму объемных долей мартенситной структуры и бейнитной структуры по меньшей мере 80%, до температуры выше, чем ее точка превращения Ac3, чтобы выполнить аустенитное превращение, а затем охлаждение для того, чтобы вызвать мартенситное превращение.
22. Способ по п. 21, в котором температура нагрева при термической обработке выше, чем точка превращения Ac3, и не выше, чем точка превращения Ac3+80°C.
23. Способ по п. 21, в котором температура нагрева при термической обработке находится в диапазоне от определяемой Выражением (1) точки превращения Ac3+20°C до точки превращения Ac3+100°C, причем Выражение (1):
Ac3 (°C)=910-203 × √C (мас. %)+44,7 × Si (мас. %) - 30 × Mn (мас. %) - 11 × Cr (мас. %)+700 × S (мас. %)+400 × Al (мас. %)+50 × Ti (мас. %).
24. Способ производства закаленной прессованной детали, включающий:
нагревание прессованной детали, имеющей сумму объемных долей мартенситной структуры и бейнитной структуры по меньшей мере 80%, до температуры в диапазоне от определяемой Выражением (1) точки превращения Ac3+20°C до точки превращения Ac3+100°C со скоростью увеличения температуры по меньшей мере 20°C/с для того, чтобы вызвать мартенситное превращение, причем
Выражение (1):
Ac3 (°C)=910-203 × √C (мас. %)+44,7 × Si (мас. %) - 30 × Mn (мас. %) - 11 × Cr (мас. %)+700 × S (мас. %)+400 × Al (мас. %)+50 × Ti (мас. %).
25. Способ по любому из пп. 21-24, в котором время нагревания от достижения температуры нагрева при термической обработке составляет 400 с или менее.
| ГОРЯЧЕШТАМПОВАННАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2581333C2 |
| Стенд для испытания предохранительных муфт | 1987 |
|
SU1490535A1 |
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОГО СТАЛЬНОГО ЛИСТА | 2013 |
|
RU2586387C2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ ИЗ ТОНКОГО ЛИСТА | 2013 |
|
RU2533251C1 |
| СТАЛЬНОЙ ЛИСТ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ДЕТАЛЕЙ ГОРЯЧЕЙ ШТАМПОВКОЙ | 2011 |
|
RU2548337C2 |

