Изобретение относится к обработке металлов давлением, в частности к гибке профильного металла, и может быть использовано в машиностроении.
Известно устройство для гибки профилей (см. а.с.№2045362, МКИ В 21 Д 7/00), содержащее смонтированные на основании гибочный шаблон, выполняющий роль пуансона, и обкатной ролик, выполняющий роль матрицы.
Недостатком данного устройства является то, что гибка осуществляется методом "наматывания" за счет вращения гибочного шаблона вместе со столом, образуя криволинейные и прямолинейные участки, поперечный профиль которых может искажаться.
Наиболее близким по технической сущности является универсальный штамп для гибки труб (см. альбом конструкций универсальных штамповых блоков для холодной штамповки", Москва, Машиностроение, N 1980 г., с.72, с.83 рис.16.01), содержащий основание, в поворотных колодках которого установлены на осях секции гибочных матриц, и закрепленный в пазу хвостовика пуансон.
Недостатком данного устройства является то, что при гибке происходит искажение поперечного профиля, а также нет механизма удаления готового изделия.
Технической задачей, на решение которой направлено изобретение, является расширение технологических возможностей, то есть получение поперечного профиля без искажения при гибке, созданием механизма предотвращения искажения поперечного сечения, повышение производительности труда за счет введения механизма сброса деталей.
Средство достижения технического результата состоит в том, что в известном устройстве, содержащем станину, на которой смонтированы пуансон, соединенный через промежуточную плиту со штоком цилиндра, и закрепленные на осях подпружиненные матрицы, взаимодействующие через рычаги со штоком цилиндра, механизм предотвращения искажения профиля, включающий узел подпружиненного наполнителя выполненный в виде набора пластинок, нанизанных на тросики, соединенных с подпружиненными пальцами, проходящими через овальные отверстия каретки и подпружиненного стопора, узел фиксации наполнителя, выполненный в виде регулируемых подпружиненных фиксаторов, в пазы которых установлены толкатели, соединенные через рычаги со штоками цилиндров; механизм сброса, включающий выталкивающие шпильки, закрепленные с одной стороны на штоках цилиндров, а с другой стороны с толкателями.
Предлагаемое изобретение поясняется чертежами, где
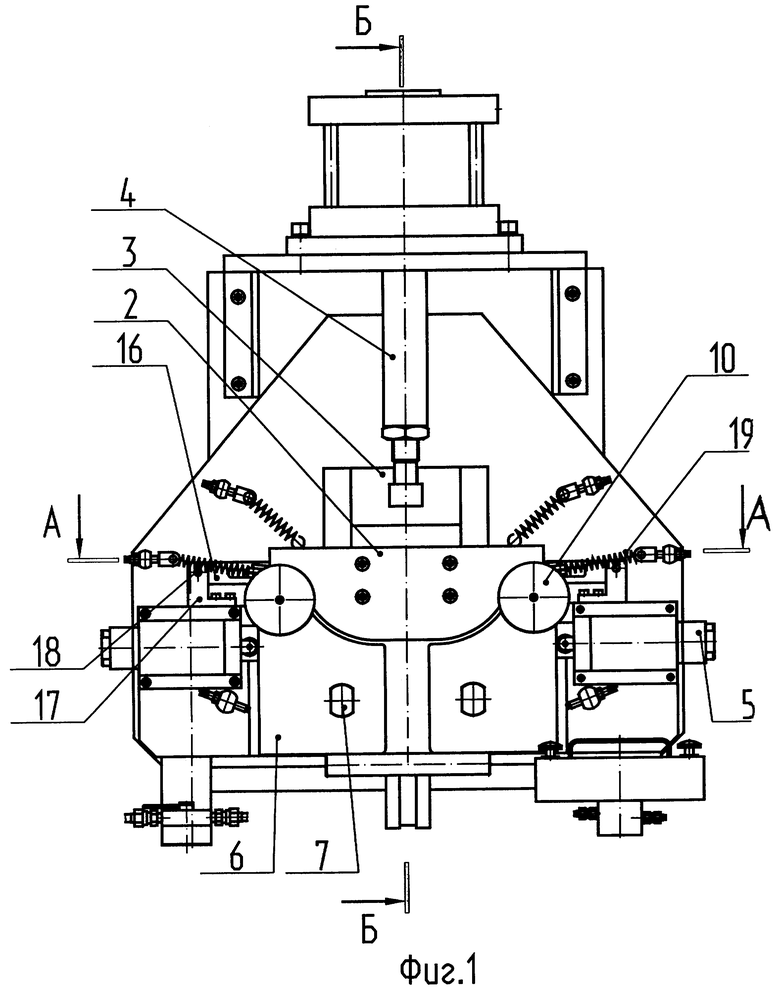
на фиг 1 показан общий вид устройства,
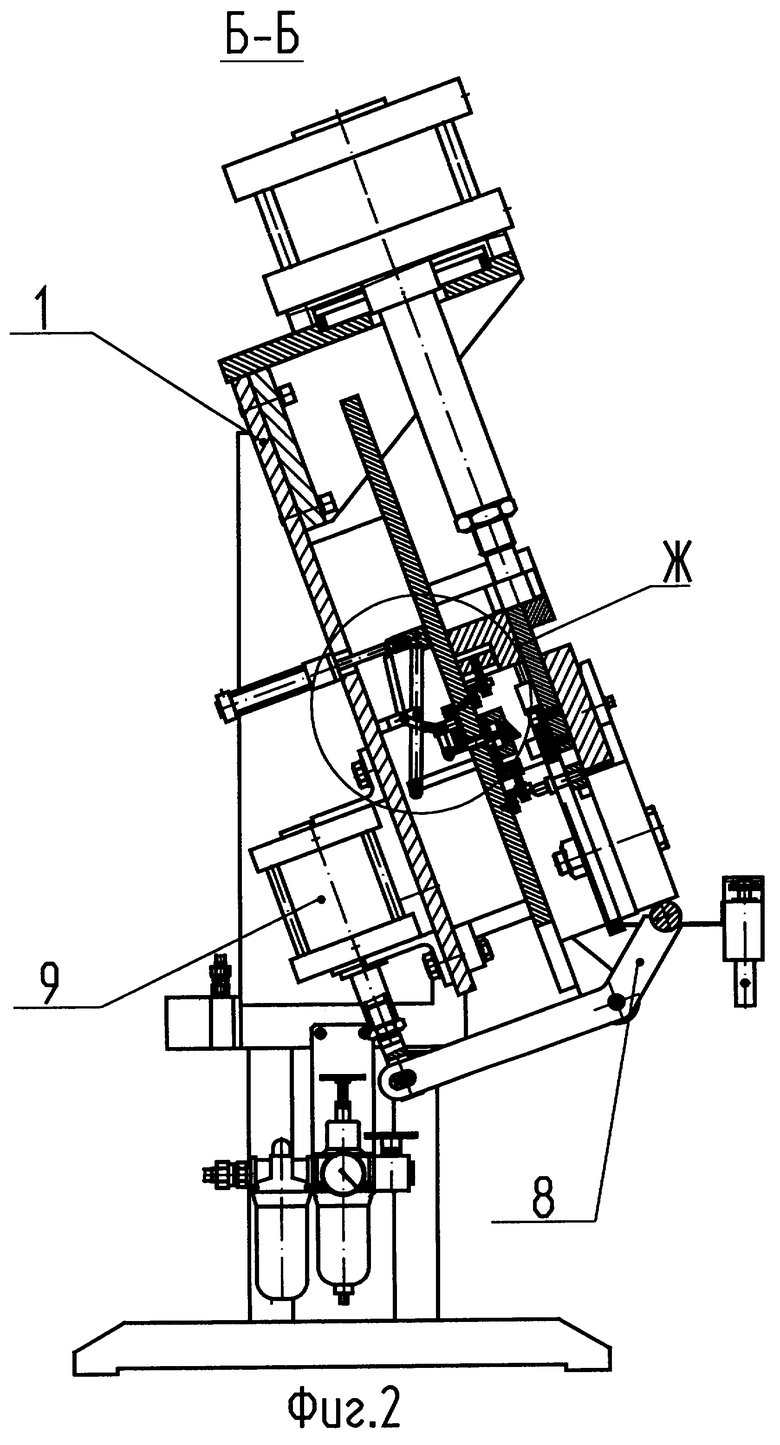
на фиг.2 - разрез Б-Б на фиг 1.
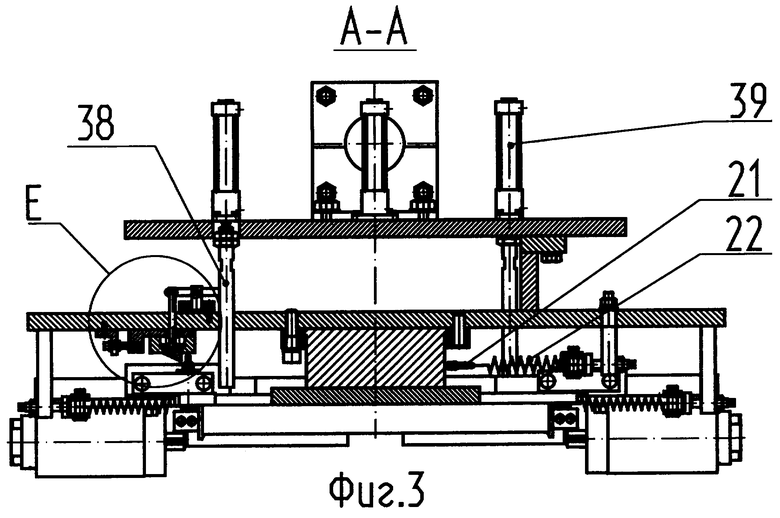
на фиг.3 – разрез А-А на фиг 1,
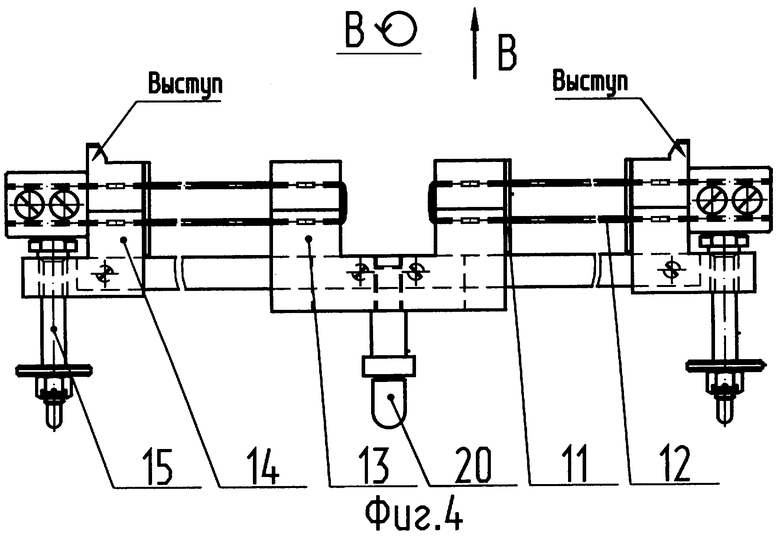
на фиг 4 - механизм предотвращения искажения профиля в поперечном сечении,
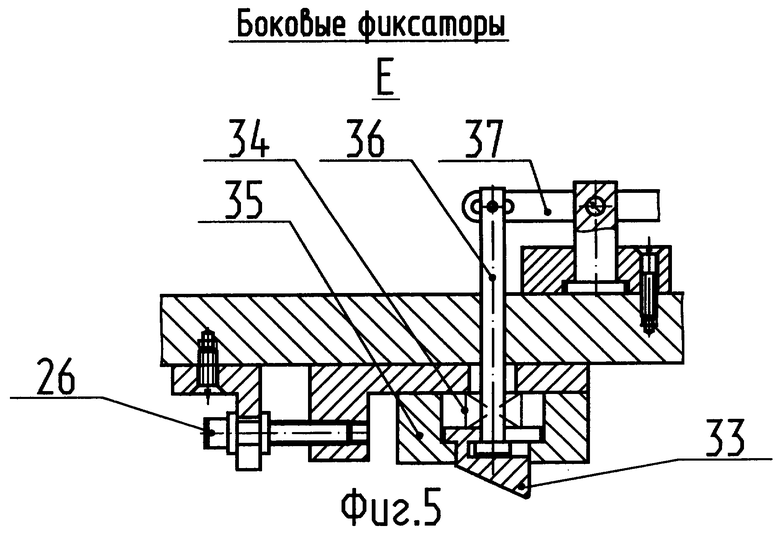
на фиг.5 - боковой фиксатор,
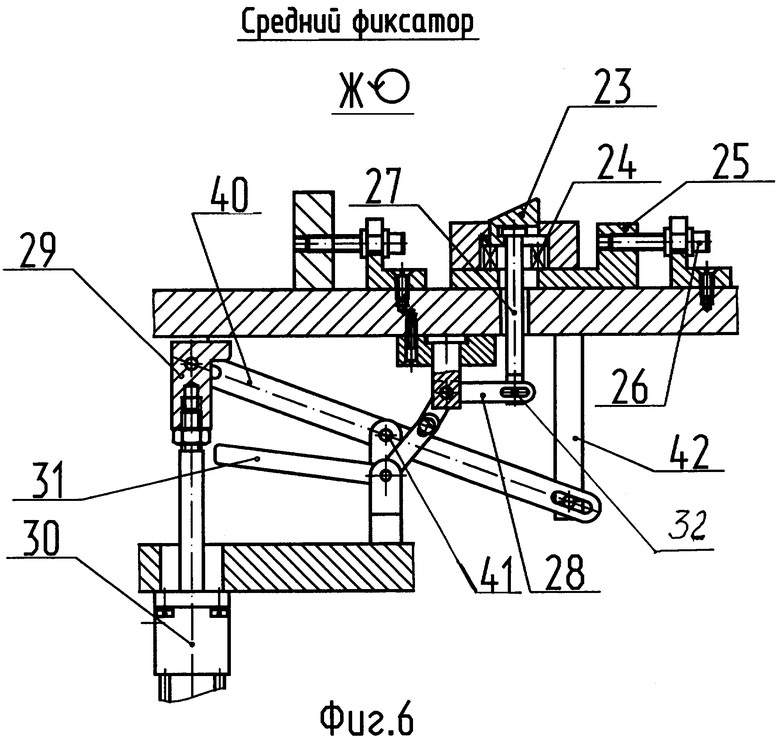
на фиг.6 - центральный фиксатор,
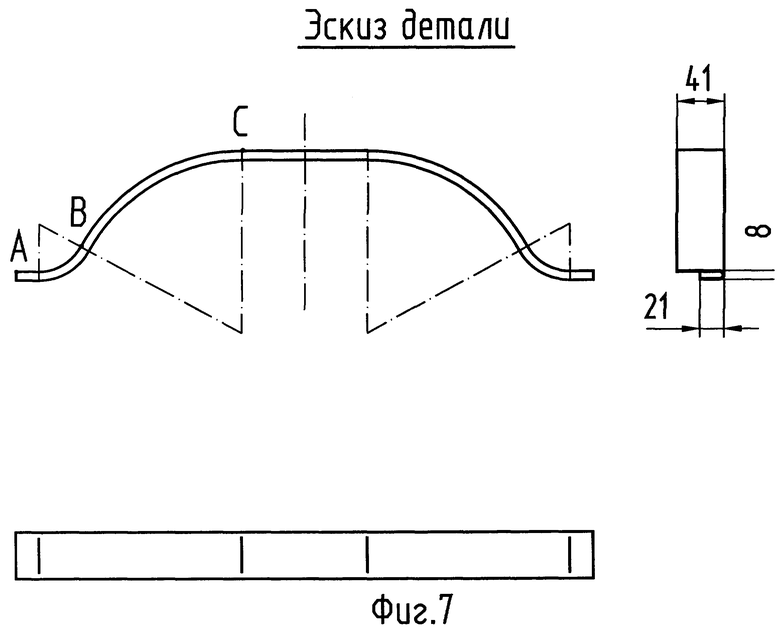
на фиг.7 - эскиз готовой детали.
Устройство для гибки профиля содержит станину 1, на которой смонтированы пуансон 2, соединенный через промежуточную плитку 3 со штоком цилиндра 4, подпружиненные пружиной 5 матрицы 6, прикрепленные на осях 7 к станине. Матрицы через рычаг 8 соединены со штоком цилиндра 9, на матрицах также закреплены козырьки 10.
Механизм предотвращения искажения профиля при гибке включает узел подпружиненного наполнителя и узел фиксации наполнителя.
Узел подпружиненного наполнителя состоит из наполнителей, включающих набор пластин 11, нанизанных на тросики 12, которые с одной стороны закреплены в ползуне 13, а с другой стороны проходят через отверстия в держателях 14 с выступами и закреплены в прижимных планках (не показаны); в отверстиях держателей вставлены пальцы 15, которые одновременно проходят через овальные отверстия каретки 16, поворачивавшейся в держателе 17 на оси 18, установленном на станине, при этом один конец пальца выполняет роль стопора, а на другой надевается ушко пружины 19, которая крепится к станине; стопор 20 установлен в отверстие ползуна и соединен с тросиком 21, у которого концы через пружины 22 прикреплены к станине.
Узел фиксации наполнителя состоит из среднего фиксатора 23, подпружиненного пружиной 24 относительно держателя 25, с возможностью регулировки винтом 26, в паз среднего фиксатора установлен толкатель 27, взаимодействующий с серьгой 28, прикрепленный через ось к станине и взаимодействующий с зацепом 29, установленным на штоке цилиндра 30, через рычаги 31 и оси 32; боковых фиксаторов 33, подпружиненных пружинами 34 относительно держателя 35, с возможностью регулировки с помощью винта 26, в паз боковых фиксаторов установлены толкатели 36, взаимодействующие через рычаги 37 со шпильками 38, закрепленными на штоках цилиндров 39.
Механизм сброса изогнутой заготовки состоит из шпилек, закрепленных на штоках цилиндров, и рычага 40, закрепленного через ось 41 к станине с возможностью поворота, при этом один конец рычага взаимодействует с зацепом, а другой - с толкателем 42, установленным в отверстии станины.
Устройство работает следующим образом.
Заготовка закладывается в наполнитель, включается цилиндр 4, который приводит в движение пуансон 2, одновременно включается цилиндр 9, который поворачивает рычаг 8 и освобождает матрицы 6, которые под воздействием пружин 5 поворачиваются на осях 7 и с помощью козырьков 10 досылают заготовку в наполнитель, далее при движении пуансон 2 упирается в заготовку и через нее воздействует на матрицы 6, которые, поворачиваясь на осях 7, обкатывают заготовку вместе с наполнителем по контуру пуансона 2, производя тем самым гиб заготовки, при этом пальцы 15, установленные одним концом в наполнителе, а средней частью в каретке 16 поворачивают ее на оси в держателе 17 вниз, одновременно перемещаясь к центру устройства, растягивая пружину 19 и своим концом, выполнявшим роль стопора, воздействуют на фиксатор 33, заходят за него, а средняя часть наполнителя, изгибаясь, перемещается вместе со стопором 18 и через тросик 21 растягивает пружины 22. После окончания гибки цилиндр 4 переключается на обратный ход и перемежает пуансон 2 вверх, освобождая каретку 16, которая под воздействием пружин 19, взаимодействуя своим овальным отверстием со средней частью пальца 15, поворачивается на оси 17 держателя 18, увлекая вверх за собой наполнитель вместе с согнутой заготовкой. Так как пальцы 15 закреплены фиксаторами 23 и 33 от перемещения, пружины 19 остаются разжатыми, а пружины 22 сжимаются и перемещают стопор 20 наполнителя вверх на величину подъема каретки 16 по вертикали. Одновременно включается цилиндр 9, который через рычаг 8 воздействует на матрицы 6 и не дает им поворачиваться вокруг осей 7, препятствуя тем самым возможности изгибать заготовку с наполнителем за счет пружин 5. При дальнейшем перемещении пуансона 2 вверх наполнитель с заготовкой остаются неподвижным, между пуансоном и наполнителем с заготовкой образуется промежуток, таким образом наполнитель с заготовкой оказывается подвешенным в промежутке между пуансоном и матрицами, затем включаются цилиндры 30, 39. причем цилиндр 39 перемещает шпильки 38, которые сбрасывают изогнутую заготовку, затем, взаимодействуя с рычагами 37 и утопляя боковые фиксаторы 33, освобождают концы пальцев 15 наполнителя. Одновременно средний цилиндр 30 перемещает зацеп 29 вниз и поворачивает рычаг 40 на оси, перемещая толкатель 42, помогая сбрасывать толкателям 38.
При дальнейшем движении вниз зацеп 29 взаимодействует с рычагом 31, поворачивавшимся на оси и серьгой 28, которая воздействует на толкатель 27, перемещавший средний фиксатор 23 вниз, освобождая место для перемещения стопора 20 наполнителя. Наполнитель под воздействием пружин 19 и 22 расправляется в прямую линию, цикл повторяется. Для точной установки наполнителя с заготовкой относительно шпилек 38 и толкателя 42 механизма сброса имеется регулировка положения фиксаторов 23 и 33 с помощью регулировочных винтов 26.
Созданное изобретение позволит повысить производительность труда за счет механизации съема готовой детали, повысить качество изготовления детали за счет введения механизма предотвращения искажения поперечного сечения профиля при гибке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления деталей из проволоки | 1985 |
|
SU1392733A1 |
| Способ поперечной гибки профилированного или продольно-гофрированного листового металла и устройство для его осуществления | 1981 |
|
SU1207390A3 |
| Устройство для изготовления клейм | 1980 |
|
SU963600A1 |
| Устройство для обработки давлением и сборки сетчатых деталей,преимущественно секций масляных фильтров | 1983 |
|
SU1094717A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| Установка для разборки гусеничных лент | 1988 |
|
SU1585104A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Автомат для сборки пряжек | 1981 |
|
SU986701A1 |
Изобретение относится к области машиностроения и может использоваться для гибки профильного металла. Устройство содержит станину, на которой смонтированы пуансон, соединенный через промежуточную плиту со штоком цилиндра, и закрепленные на осях подпружиненные матрицы, взаимодействующие через рычаги со штоком цилиндра. Устройство содержит также механизм предотвращения искажения профиля. Упомянутый механизм включает узел подпружиненного наполнителя, выполненный в виде набора пластинок, нанизанных на тросики, соединенных с подпружиненными пальцами, проходящими через овальные отверстия каретки и подпружиненного стопора. Имеется узел фиксации наполнителя, выполненный в виде регулируемых подпружиненных фиксаторов, в пазы которых установлены толкатели, соединенные через рычаги со штоками цилиндров, и механизм сброса, включающий выталкивающие шпильки, закрепленные с одной стороны на штоках цилиндров, а с другой стороны на толкателях. Повышается производительность процесса и улучшается качество деталей. 7 ил.
Устройство для гибки профиля, содержащее станину, на которой смонтированы пуансон, соединенный через промежуточную плиту со штоком цилиндра, и закрепленные на осях подпружиненные матрицы, взаимодействующие через рычаги со штоком цилиндра, отличающееся тем, что дополнительно введены механизм предотвращения искажения профиля, включающий узел подпружиненного наполнителя, выполненный в виде набора пластинок, нанизанных на тросики, соединенных с подпружиненными пальцами, проходящими через овальные отверстия каретки и подпружиненного стопора, узел фиксации наполнителя, выполненный в виде регулируемых подпружиненных фиксаторов, в пазы которых установлены толкатели, соединенные через рычаги со штоками цилиндров, и механизм сброса, включающий выталкивающие шпильки, закрепленные с одной стороны на штоках цилиндров, а с другой стороны - на толкателях.
| Альбом конструкций универсальных штамповочных блоков для холодной штамповки | |||
| - М.: Машиностроение, 1980, с.72, 83, рис.16.01 | |||
| Устройство для пространственной гибки заготовки из проката | 1990 |
|
SU1750783A1 |
| US 5495740 A, 05.03.1996 | |||
| УПОР ГИБКИЙ | 2000 |
|
RU2166675C1 |

